Conductele din elemente de polietilenă înlocuiesc treptat conductele metalice obișnuite. Plasticul are multe avantaje semnificative față de metal. Sudarea țevilor din polietilenă este o metodă fiabilă de îmbinare a pieselor individuale. Cusătura finită poate rezista la sarcini grele, este durabilă și rezistentă la umiditate.
Sudarea țevilor din polietilenă
Caracteristici de instalare
La lipirea țevilor HDPE, trebuie avut în vedere faptul că îmbinarea de sudură este dintr-o singură bucată. Pentru fabricarea unei îmbinări de sudură durabile, este necesar să se utilizeze echipamente specializate. Inițial, cel mai bine este să încercați să lucrați pe piese aspre.
Când creați o conexiune pe fitinguri de compresie, este necesar să alegeți opțiunea de separare a elementelor individuale. O îmbinare realizată pe fitinguri poate rezista la sarcina încălzirii individuale a apei calde, dar nu este proiectată pentru ciocanul cu apă sau presiunea industrială. Cusătura de sudură este potrivită pentru îmbinarea pieselor cu diametru mare.
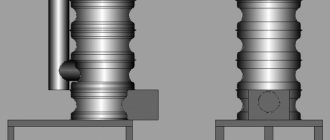
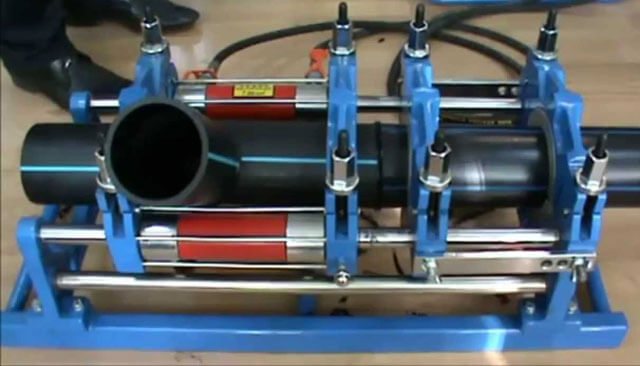
Aparat de sudura
Dispozitivul pentru sudarea țevilor din HDPE este format din mai multe elemente. Fiecare element își îndeplinește propria funcție. De exemplu, un centralizator este utilizat pentru prinderea și centrarea conductelor. Este echipat cu două sau patru cleme. Avionul este folosit pentru a termina capetele. Iar oglinda de sudură încălzește țevile la temperatura de topire.
În plus, dispozitivul este echipat cu un dispozitiv care vă permite să creați forța necesară pentru presarea țevii de oglinda de sudură, precum și pentru presarea a două secțiuni de țeavă în timpul presării. Unitatea de control a dispozitivului vă permite să furnizați tensiunea necesară, precum și să mențineți parametrii dispozitivului într-un anumit interval.

Metode de sudare
Tehnologia sudării țevilor din polietilenă se realizează prin mai multe metode. Fiecare dintre ele are anumite caracteristici, necesită utilizarea diferitelor tipuri de instrumente, consumabile.
Evazat
Pentru sudarea țevilor din PE care utilizează metoda soclului, trebuie folosite fitinguri speciale. În plus, veți avea nevoie de următoarele instrumente:
- calibrator;
- tăietor de țevi;
- mașină de sudat pentru materiale polimerice;
- instrument de șanfrenare;
- un set de duze pentru încălzire.
Instrucțiuni pas cu pas pentru efectuarea lucrărilor:
- Tăiați țevile la dimensiune.
- Utilizați un instrument de șanfrenare pentru a tăia marginea care trebuie unită.
- Calibrează gaura pentru a obține un cerc perfect.
- Ștergeți suprafețele adiacente de praf, degresați.
- Setați temperatura de încălzire a mașinii de sudat la 210 grade Celsius. După încălzirea la această temperatură, indicatorul de pe dispozitiv se va aprinde.
- Instalați conducta pregătită și cuplajul pe două duze fixate pe mașina de sudat.
- După încălzire, scoateți cele două părți, conectați-le împreună.
Așteptați să se răcească articulația.
Fund
Metoda este utilizată pentru sudarea produselor cu grosimea peretelui mai mare de 5 mm. Echipamente necesare, instrumente:
- Mecanismul de procesare a feliilor este un fac.
- Un dispozitiv pentru alinierea coaxială a două părți unul față de celălalt - centralizator.
- Sistem de control pentru procese automatizate.
- Mașină de sudat utilizată pentru conectarea la capăt.
- Unitate pentru conectarea elementelor individuale.
- Reducerea inserțiilor.
Procesul de lucru:
- Fixați cele două capete ale conductei pe cadrul de centrare.
- Curățați, tăiați articulațiile care trebuie îmbinate.
- Oglinda de sudură încălzește două părți ale conductei în același timp.
- Sub presiune, cele două părți sunt ținute până se răcesc.
Pentru a face o cusătură puternică, trebuie să vă familiarizați cu masa de sudură cap la cap pentru țevi din polietilenă.

Mașină de sudat pentru țevi din polietilenă
Extruder
Brazarea țevilor HDPE cu un extruder este utilizată în producția la fabricarea conductelor de forme complexe. Instrucțiuni pas cu pas pentru efectuarea lucrărilor:
- Tăiați piesele la dimensiunea necesară, curățați-le de bavuri.
- Curățați punctele tăiate de murdărie, degresați-le.
- Sudarea prin puncte pentru a fixa piesele împreună.
- Sudați îmbinarea cu un extruder.
Pentru a aduce cusătura la un aspect acceptabil, trebuie să așteptați ca plasticul să se răcească, șlefuiți-l cu șmirghel.
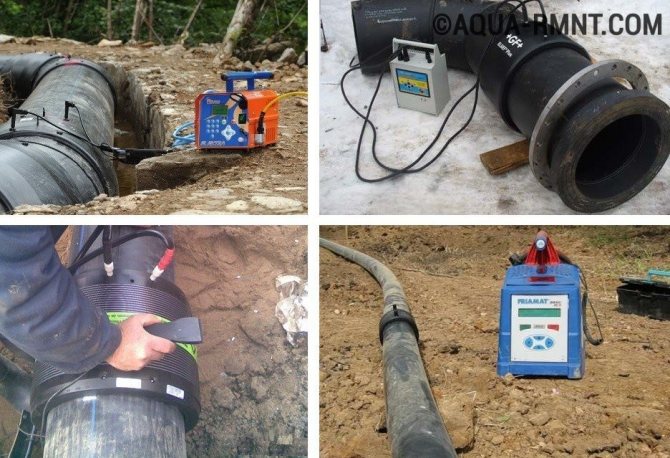
Fitinguri de electrofuziune
Sudarea țevilor HDPE cu cuplaje electrofuzionale este considerată o metodă costisitoare care necesită achiziționarea anumitor consumabile și scule. Fitingurile de electrofuziune sunt piese din plastic care au mai multe elemente de încălzire montate în interior. Când utilizați fitinguri, trebuie să utilizați o mașină specială de sudat care nu are un segment de încălzire.





Sudarea prin priză a țevilor din HDPE

Sudare cu soclu
Sudarea cu soclu are o procedură diferită și un set diferit de materiale. Pentru a efectua lucrarea, cu siguranță veți avea nevoie de un fier de lipit pentru țevile din PEHD, precum și de un set de duze. Adesea, în astfel de conexiuni, se utilizează echipamente suplimentare, cum ar fi colțurile și excentricele. Conexiunea capetelor produselor se realizează după ce armăturile sunt atașate la acestea.
Lucrarea folosește un fier de lipit pentru țevile din polipropilenă, care conține mai multe piese metalice. Aceste părți încălzesc agregatele din plastic. Unul dintre ele este un dorn - un element special care se introduce în interiorul fitingului. Celălalt, manșonul, servește la încălzirea locului în sine.
Sudarea cuplajului necesită o pregătire specială. Trebuie să întreprindeți o serie de acțiuni pentru a contribui la îmbunătățirea calității conexiunii:
- Piesele de prelucrat trebuie tăiate și aliniate exact una față de cealaltă.
- Marginile trebuie curățate de murdărie și reziduuri de plastic.
- Acele conducte care nu sunt utilizate în prezent trebuie să fie înfundate pentru a evita blocajele.
- Este necesar să inspectați dispozitivul de lipit pentru a detecta murdăria sau reziduurile de plastic rezultate din lucrările anterioare. Curățați dacă este necesar.
După efectuarea tuturor lucrărilor pregătitoare, puteți începe implementarea acestei metode de sudare cu liniște sufletească. Ordin de implementare:
- Părțile care trebuie unite sunt încălzite cu un fier de lipit la o anumită temperatură. De obicei, dispozitivul în sine monitorizează această temperatură, care la momentul potrivit va da un semnal pentru a opri încălzirea.
- Țeava este introdusă cu forța în manșon, iar fitingul este împins pe dorn. De multe ori este necesar un efort destul de mare pentru realizarea acestor operațiuni. Este necesar să introduceți piesele până la capăt.
- Excesul de plastic va fi stors și va crea o margelă în formă de inel.
- Apoi ambele părți trebuie îndepărtate de pe sculă și conectate strâns între ele.
- După răcirea completă, puteți continua să lucrați la conectarea conductei.
Important! În timpul răcirii, este necesar să vă asigurați o odihnă completă a conexiunii. Orice impact în această etapă poate compromite etanșeitatea conexiunii.
Timpul de lipire poate fi găsit în standardele în care acest timp este indicat în funcție de diametrul pieselor.

Conectarea conexiunii
De asemenea, trebuie să ne amintim că este necesar să se aplice forță atunci când se conectează conducta și se montează numai până când piesele se odihnesc. Dacă continuați să influențați, puteți rupe integritatea conexiunii, ceea ce va provoca consecințe negative în viitor.
Unelte si echipamente
Echipamentele, instrumentele pentru lucru sunt selectate în funcție de metoda de sudare care va fi utilizată. Asigurați-vă că aveți nevoie de un tăietor de țevi, un mecanism de șanfrenare.De exemplu, pentru sudarea prin electrofuziune a țevilor din polietilenă, sunt necesare o mașină specială de sudat și piese de încălzire.
Sudarea cu termistor a țevilor din polietilenă necesită utilizarea unor piese de încălzire electrice încorporate. Pentru metoda cap la cap, veți avea nevoie de un centralizator, o acționare hidraulică și un instrument de orientare.
Sudarea cap la cap a țevilor din polietilenă
Pentru sudarea cap la cap a țevilor din polietilenă, sunt necesare echipamente speciale de sudură. Această metodă de conectare este eficientă numai pentru lipirea țevilor HDPE. Versatilitatea sa constă în faptul că vă permite să mențineți flexibilitatea structurii pe toată lungimea sa. Această metodă poate fi utilizată atât cu un șanț, cât și cu o metodă deschisă de așezare a țevilor.

Sudarea cap la cap a conductelor HDPE se realizează în următoarea ordine:
- Instalarea capetelor produselor sudate în centralizatorul echipamentului de sudură.
- Alinierea și fixarea strânsă a pieselor.
- Curățarea secțiunilor de capăt de murdărie, praf, grăsimi, alte blocaje și straturi (efectuată cu ajutorul unei cârpe de bumbac îmbibate în alcool).
- Prelucrarea fragmentelor de capăt prin intermediul unui dispozitiv orientat (tăiere). Procesul se desfășoară până când apar așchii uniforme, care nu depășesc 0,5 milimetri grosime.
- Îndepărtarea pieselor de prelucrare și verificarea manuală a capetelor pentru paralelism. Dacă este detectat un decalaj semnificativ între suprafețe, retranșați până când se constată conformitatea necesară.
- Încălzirea capetelor tuburilor goale cu un element de încălzire, a cărui suprafață este acoperită cu un strat antiaderent.
- La atingerea unor topiri ale pieselor de prelucrat, îndepărtarea elementului de încălzire și închiderea capetelor țevilor de sudat. Presiunea de contact este crescută până se obține o închidere completă și fermă. Produsele trebuie păstrate pentru o perioadă de timp (de obicei 5-10 minute) până când articulația este complet întărită.
- Controlul calității structurii sudate. Se evaluează aspectul capetelor sudate, corespondența lor între ele și rezistența lipirii.
În plus față de procesul de sudare în sine, este important să acordați o atenție suplimentară lucrărilor preliminare enumerate în punctele de plecare. Acestea trebuie efectuate cu atenție înainte de lipirea țevilor HDPE, deoarece fiabilitatea și rezistența îmbinării produse depind în mare măsură de aceasta.
O condiție prealabilă pentru o eficiență ridicată a sudării prin cap este implementarea sa cu o singură cusătură. Doar în acest caz se atinge rezistența maximă a îmbinării sudate, altfel se poate dovedi a fi insuficientă.
Etapele muncii
Pentru a suda țevile din HDPE cu propriile mâini acasă, utilizați metoda de îmbinare a pieselor într-o îmbinare. Etape de lucru:
- Decupați elementele la dimensiunile necesare.
- Șanfren, centrează cele două părți.
- Îndepărtați bavurile și murdăria de pe piesele de conectat. Degresează-le cu alcool.
- Încălziți cele două părți cu un sudor de plastic.
- Folosiți mâinile pentru a apăsa împreună cele două părți.
Așteptați să se răcească cusătura. Șlefuiți mărgelele de plastic cu hârtie fină smirnă. Metoda articulației cap la cap oferă flexibilitatea conductei pe toată lungimea sa, ceea ce este considerat un plus. Dacă trebuie să realizați o cusătură într-un loc greu accesibil, este recomandabil să alegeți metoda de cuplare. Îmbinările despicate sunt potrivite pentru realizarea conductelor temporare.
Sudarea țevilor din polietilenă este considerată o metodă fiabilă de realizare a conductelor din plastic. Se disting mai multe metode de lucru, care diferă între ele prin echipamentul utilizat, în etapele de sudare. Puteți stabili singuri o conexiune puternică.
Sudarea prin electrofuziune

Sudarea prin electrofuziune
Un tip special de sudură cu soclu, care constă în utilizarea de echipamente speciale.Această conexiune ajută la obținerea rezistenței și durabilității ridicate a structurii finite. Metoda este realizată cu ajutorul cuplajelor electrice, care au deja elemente de încălzire în interior.
Pot fi utilizate fitinguri cu elemente de încălzire interioare. Spiralele încălzesc materialul, făcându-l flexibil. Apoi, cele două părți sunt unite și se asigură o conexiune monolitică fiabilă.
Instrumentele pentru acest tip de sudură sunt mult mai scumpe, dar sunt mult mai bune din punct de vedere funcțional. Utilizarea manșoanelor de electrofuziune asigură că nu există margele inelare în partea interioară și asigură un pasaj bun al apei. Un alt avantaj este că această metodă nu necesită utilizarea directă a echipamentelor de sudură. Acest lucru ajută la efectuarea lucrărilor în condiții de îngustare.
Procedura de sudare prin electrofuziune:
- Părțile care trebuie îmbinate sunt tăiate în locurile potrivite.
- Capetele produselor, precum și cuplajul electric, sunt curățate de contaminare.
- Urmele corespunzătoare sunt lăsate pe suprafață pentru a ajuta la determinarea adâncimii de inserție a cuplajului.
- Cu ajutorul firelor, electromagnetul este conectat la echipamentul de sudură.
- Pe dispozitiv, comandantul apasă butonul pentru a începe sudarea, care va începe să încălzească elementele.
- De îndată ce procesul se încheie. Dispozitivul va opri încălzirea singur.
- După aproximativ o oră, conexiunea se va răci complet și poate fi pusă în funcțiune.

Capace de capăt
Cel mai bine este să acoperiți capetele țevilor neutilizate înainte de a începe sudarea cu dopuri speciale pentru a evita răcirea.
Este important să păstrați piesele într-o poziție rigidă în timpul sudării. Acest lucru se poate face folosind suporturi speciale sau suporturi. Sudura finală nu trebuie să fie mai groasă de 0,5 grosime de perete.
Pregătirea pentru muncă
Înainte de a trece direct la sudare, trebuie efectuată pregătirea preliminară. Etapele sale sunt aceleași indiferent de metoda aplicată.
În primul rând, trebuie să pregătiți o zonă de lucru de dimensiuni suficiente, care să găzduiască toate echipamentele necesare, țevile și armăturile (dacă există). Înainte de a începe lucrul și de a conecta aparatul de sudură la rețea, verificați integritatea cablurilor electrice. De asemenea, merită să vă asigurați că clema și senzorii electronici sunt în stare bună de funcționare, lamele de tuns sunt ascuțite și căptușelile pregătite pentru lucru corespund diametrului țevilor. Părțile expuse la frecare în timpul funcționării sunt lubrifiate, iar încălzitorul, instrumentul orientat și răzuitorul sunt curățate și degresate.
Țevile în sine sunt, de asemenea, prelucrate: în locurile îmbinărilor propuse, suprafața este curățată. Astfel, este posibil să scăpați de diferiți contaminanți care vor interfera cu crearea unei conexiuni fiabile.
Sudarea cap la cap DIY
Această metodă se realizează folosind o mașină specială de sudat conducte. Procesul în sine este după cum urmează. Capetele elementelor sunt curățate de murdărie și șterse cu un compus degresant. Apoi sunt încălzite cu un element de încălzire special într-o stare vâscoasă și conectate sub presiune. După aceea, cusătura trebuie să se răcească în mod natural și numai atunci conducta poate fi acționată.
Cu toate acestea, atunci când efectuați sudarea cap la cap, ar trebui să monitorizați parametri precum:
- Timp de încălzire;
- Reflow înălțimea capetelor;
- Presiunea pe suprafețele care trebuie unite;
- Temperatura.
Dacă se respectă toți parametrii recomandați, cusătura ar trebui să fie uniformă cu aceeași proeminență pe întreaga suprafață. Sudarea cap la cap este considerată principala metodă de creare a unei conducte din componente din polietilenă.
Tipuri de conexiuni de conducte
Pentru a conecta orice țevi între ele, acestea sunt utilizate în principal:
- Conexiune mecanică
... Cel mai simplu mod de a conecta conductele este de a folosi fitinguri.Elementele de conectare suplimentare ale diferitelor configurații permit asamblarea diferitelor sisteme. - Sudare
... Țevile pot fi instalate atât prin metoda fără șanț, cât și prin așezarea în șanțuri după asamblare la suprafață. Pentru menținerea flexibilității (fără pierderi de rezistență) a sistemului de alimentare cu apă din țevi din polietilenă, se folosește sudarea prin rezistență. În practică, sunt utilizate următoarele:
- sudare cap la cap;
- sudarea prin electrofuziune.