Cum se face o țeavă din tablă - faceți-o singură țevi de tablă
Constructorii de case încearcă să găsească cele mai multe opțiuni bugetare pentru a rezolva problemele. Prin urmare, întrebarea cum să faci o țeavă din tablă cu propriile mâini este relevantă pentru mulți meșteri amatori. La urma urmei, un produs tubular de casă din tablă poate fi destul de comparat cu jgheaburile sau carcasele care se află pe rafturile magazinelor specializate.

Prin urmare, trebuie să aflați mai multe despre procesul de fabricare a unei țevi de tablă, care are caracteristici precum produsele din fabrică.




Caracteristicile materialului sursă
Înainte de a începe să faceți o țeavă dintr-o foaie de metal, ar trebui să vă familiarizați cu materialul din care va fi realizată conducta și cu caracteristicile sale. Pentru început, merită spus că acestea sunt produse de tip laminare, cu alte cuvinte, staniu este o foaie de oțel care a trecut prin rolele unei laminare și are o grosime de 0,1-0,7 mm.
Pe lângă operațiile de laminare, tehnologia de fabricație a tablelor de tablă implică tratarea produselor laminate finite de la formarea proceselor de coroziune. Pentru aceasta, după laminare se aplică un strat de material pe oțel, care nu este supus coroziunii.

Rezultatul acțiunilor efectuate este o tablă de oțel, a cărei lățime poate varia de la 512 la 1000 mm, cu o acoperire cu crom sau zinc. Produsul finit este din plastic, astfel încât tabloul poate fi manipulat cu ușurință. În acest caz, rigidizatoarele laminate pot fi comparate ca rezistență cu produsele din oțel. Acest lucru permite utilizarea tablei în fabricarea produselor cu design complex.
Tipuri de tee
Este mai bine să clasificați produsele după tipul de material din care sunt fabricate. Chiar și opțiunea alternativă - metoda de instalare, în cazuri copleșitoare, se bazează pe aceasta.

Tee metalice pentru țevi din plastic armat
De asemenea, puteți combina cele două metode de sortare pentru a obține o imagine de ansamblu asupra gamei acestor conectori:
| Metalic | Acestea includ următoarele accesorii:
Cel mai adesea, tricourile sunt realizate prin turnare, pentru care folosesc:
Foarte rar, acestea pot fi elemente sudate. Putem spune că principalul avantaj al produselor metalice este rezistența lor ridicată. |
| Plastic | Toate produsele, inclusiv fitingurile cu șurub și sudură, sunt fabricate din PVC și polietilenă. Dar, separat, este necesar să se ia în considerare teurile realizate din țevi de canalizare din PVC din plastic, instalate într-o priză sau pe lipici. Principalul avantaj al armăturilor din polimer pentru canalizare este inerția completă față de mediu și substanțele pompate, care le permite să funcționeze timp de până la jumătate de secol. |
| Compozit | Acestea includ fitinguri pentru țevi din polietilenă de joasă presiune echipate cu manșoane din bronz sau oțel. Astfel de fitinguri ajută la interconectarea conductelor din metal și polimeri. Acest lucru face posibilă includerea instrumentelor, cum ar fi manometrele, în sistem. |

Arată ca un te pliabil pentru țevile metal-polimer
Mod suplimentar
Există, de asemenea, o altă metodă de clasificare populară, care ia în considerare dimensiunile de lucru ale teului:
- puncte de control;
- filetat;
- diametru mediu.
Dar, depinde de diametrele conductelor și de standardele corespunzătoare.Subiectul este destul de extins, deci nu va fi abordat în articolul nostru.

Tee pentru țeavă din PVC de tip presiune
Instalare
Mai jos vom lua în considerare recomandările generale ale procesului atunci când se instalează fitinguri pe conducte sub presiune sau nepresiune, care au un anumit set de reguli. În caz contrar, rezultatul muncii tale va fi dezastruos nu numai pentru tine, ci și pentru vecinii tăi de jos.
Prin urmare, utilizați următoarele instrucțiuni:
- În sistemele de canalizare sub presiune, este permisă utilizarea armăturilor cu unghi drept, în nepresurizate este mai bine să vă limitați la coturi la 45.
- La asamblarea unei rețele cu flux liber pe prize, instrucțiunile recomandă orientarea corectă a elementelor de conectare... În acest caz, mufa ar trebui să fie direcționată spre scurgerea lichidului, adică debitul trebuie întâi să-l întâmpine și apoi conducta netedă, altfel îmbinările se pot scurge. Dacă vorbim despre canalizare, va fi foarte neplăcut.

Fotografia arată cum să-ți faci singur un tee dintr-o țeavă

- Când atașați tee-ul la adeziv, selectați poziția conductei în raport cu fitingul în primele două secunde după alinierea acestora... Nu mișcați sau rotiți ansamblul după aceasta și, dacă nu sunteți sigur de capacitățile dvs., utilizați ghidurile.
Sfat: atunci când conectați un tee din polimer cu o țeavă din polimer cu propriile mâini, marcați adâncimea inserției sale pe ultima. În caz contrar, puteți bloca accesul fluidului la ansamblu.
- Când asamblați o conductă metalică, pregătiți materialul pentru raclete și capete filetate... În acest caz, nu se recomandă economisirea benzii fum, al cărei preț este nesemnificativ, și utilizarea întotdeauna a unei piulițe de blocare, după înfășurarea mai multor rotații ale garniturii între aceasta și capătul armăturii înainte de strângere.
- Instalați conexiuni detașabile, inclusiv colier și filet, în locuri bine accesibile.
Sfat: Când instalați teuri de țevi din plastic sau metal în zone greu accesibile, folosiți fitinguri de sudură sau de presare (ca ultimă soluție).
Canalizare
Datorită materialelor moderne, instalarea sistemelor de canalizare a devenit mult mai convenabilă și mai ușoară.Teurile pentru conductele de canalizare din plastic simplifică pe cât posibil sarcina de a face orice proiect-schemă în case private de la diferite etaje. În același timp, nu este nevoie să folosiți echipamente complexe sau instrumente speciale.

Tevi de canalizare din plastic pentru canalizare
În acest caz, sunt utilizate 3 tipuri de tee care își îndeplinesc funcțiile speciale:
- Pentru a conecta ascensoare verticale cu conducte orizontale, sunt utilizate opțiuni cu unghiuri de 87 ° sau 90 °.
- La crearea ramurilor orizontale, se utilizează produse cu un unghi de 45 °.
- O cuplare cu o gaură suplimentară pentru lucrări de reparații se numește revizuire. A treia gaură este înșurubată cu un capac special, care oferă acces la conductă.
Experiența arată că acest lucru este suficient pentru a crea rețele de canalizare de orice complexitate într-o casă privată. Prin urmare, ar trebui să vă bazați întotdeauna pe acest tip de conexiune.
Instrumente necesare
Lista instrumentelor și dispozitivelor necesare pentru realizarea țevilor de coș galvanizate cu propriile mâini se datorează proprietăților staniu, în special moliciunii și plasticității. Prelucrarea acestui tip de material nu necesită aplicarea unor eforturi speciale, care sunt necesare pentru lucrul cu foi de material.
Prin urmare, în producția de țevi de tablă pentru un coș de fum, este necesar următorul set de instrumente:
- Foarfece pentru tăierea metalului. Acest instrument vă ajută să tăiați cu ușurință materialul plăcii în bucățile dorite, deoarece cea mai mare grosime a plăcii ajunge la 0,7 mm.
- Ciocan cu cap moale. Puteți utiliza, de asemenea, un ciocan de lemn, ciocan sau unealtă de oțel cu o mână de cauciuc moale.Cu toate acestea, această din urmă opțiune este utilizată foarte atent sau nu este luată deloc, deoarece poate provoca deformarea unei foi subțiri de tablă și poate distruge întreaga lucrare.
- Cleşte. Cu ajutorul acestui instrument, ei rezolvă problema cum să îndoiți o țeavă din tablă, deoarece este din oțel, deși este subțire, prin urmare, este imposibil să o îndoiți cu mâinile.
- Masă de artizanat. Acest dispozitiv este necesar la tăierea materialului și la aplicarea marcajelor.
- Element de calibrare. Poate fi un produs tubular cu un diametru mai mare de 10 centimetri, precum și un colț cu margini de 7,5 centimetri. Aceste elemente trebuie să fie bine fixate, deoarece nituirea articulației cap la cap va fi realizată pe suprafața lor.
În plus față de aceste instrumente, ar trebui să pregătiți o riglă sau o bandă măsurătoare și un marker, care este o tijă de oțel cu o margine ascuțită.
Etapa pregătitoare
În primul rând, se aplică marcaje pe foaia de tablă, de-a lungul căreia va fi tăiat semifabricatul. Cu alte cuvinte, partea necesară este tăiată dintr-o anumită foaie de metal, din care se va forma conturul viitoarei țevi. Procesul de marcare se desfășoară după cum urmează: foaia este așezată pe un banc de lucru și un segment egal cu lungimea țevii este măsurat de la marginea superioară. Aici un semn este făcut de un marker.

Apoi, folosind un pătrat, se trasează o linie de-a lungul acestui semn perpendicular pe marginea laterală. Acum, de-a lungul acestei linii, circumferința țevii, la fel se face de-a lungul marginii superioare. În același timp, se adaugă aproximativ 1,5 cm de-a lungul ambelor margini pentru a forma marginile de îmbinare. Marcajele superioare și inferioare sunt conectate și piesa de prelucrat este decupată.
Pentru a determina circumferința, puteți utiliza o măsurătoare cu bandă sau vă puteți aminti cursul de geometrie școlară.
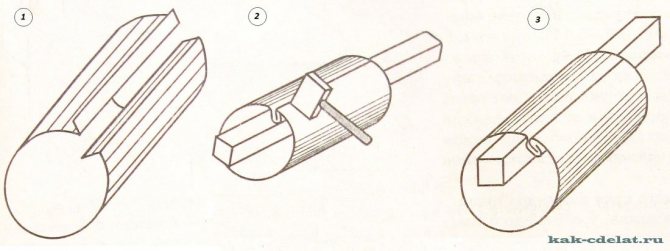
Cum se face un corp de țeavă din tablă
Scopul acestei etape este de a forma profilul conductei. Se trasează o linie de-a lungul lungimii piesei de prelucrat în partea de jos și de sus, de-a lungul căreia pliurile vor fi îndoite. În acest caz, se măsoară 5 mm pe o parte și 10 mm pe cealaltă. Pliurile trebuie să fie îndoite la un unghi de 90 0. Pentru a face acest lucru, piesa de prelucrat este așezată pe un colț de oțel, aliniat linia de pliere cu marginea colțului. Lovind marginea cu un ciocan, îndoiți-o spre partea perpendiculară a colțului.
Se recomandă îndoirea produsului treptat, trecând cu un ciocan pe toată lungimea sa. În acest caz, puteți începe să vă îndoiți cu clești.

Acum, la fald, a cărui dimensiune este de 10 mm, încă o faltă este făcută pentru a forma un fel de literă G. În procesul de pliere a faldului, trebuie să vă asigurați că faldul superior este paralel cu piesa de prelucrat și lungimea sa este de 5 milimetri. Prin urmare, atunci când trageți o linie de pliere, pe o parte măsurați 0,5 cm o dată, iar pe cealaltă - de două ori 0,5 cm fiecare.
Etapa VII. Protecția jgheabului zincat de zgârieturi și coroziune
Principalul dușman al jgheaburilor și canalelor galvanizate sunt ramurile și resturile care cad pe acoperiș odată cu vântul și sunt spălate în jgheab de ploaie. Acestea sunt capabile să zgârie chiar și cel mai rezistent strat de polimer (și mult mai rău fără deloc) și, prin urmare, este mai bine să protejăm întregul sistem cât mai mult posibil.
Cea mai simplă metodă este grătarele, care sunt produse astăzi în parametri standard: fante, perforate, oțel inoxidabil, plastic, zincat, alamă și fontă. Acestea trebuie fixate cu un zăvor sau cu șuruburi și piulițe. Este important ca suprafața superioară a grătarului să rămână la 25 mm sub suprafața acoperișului, astfel încât apa de ploaie să poată scurge bine în jgheab.
La rândul său, coșul va ajuta și la rezolvarea problemei. Apa curge prin jgheaburi, iar coșul păstrează cea mai mare murdărie, cum ar fi frunzele și ramurile. Acest coș este ușor de îndepărtat și curățat, ceea ce este avantajul său. De asemenea, un astfel de element modern al sistemului de drenaj, precum o capcană pentru nisip, este conceput pentru același lucru ca o intrare a apei pluviale, dar în același timp păstrează murdărie și nisip mai fine.
Iată un bun exemplu despre cum să protejați un jgheab zincat de resturi:

Prelucrarea îmbinării cusăturii
Etapa finală implică prelucrarea cusăturii, adică sertizarea acesteia. Pentru a face acest lucru, partea superioară a pliului în formă de L este pliată în jos, înfășurând marginea celuilalt pli. Rezultatul ar trebui să fie un fel de sandviș perpendicular pe țeavă. Pentru a obține o sudură cap la cap, trebuie să apăsați sandwich-ul pe produs.

Pentru o fiabilitate mai mare, cusătura capului este întărită cu nituri. Cu toate acestea, țevile din staniu de tipul „do-it-yourself” folosind această metodă de îmbinare nu au nevoie de armături suplimentare.
Cum se face o țeavă din tablă - faceți-o singură țevi de tablă
Constructorii de case încearcă să găsească cele mai multe opțiuni bugetare pentru a rezolva problemele. Prin urmare, întrebarea cum să faci o țeavă din tablă cu propriile mâini este relevantă pentru mulți meșteri amatori. La urma urmei, un produs tubular de casă din tablă poate fi destul de comparat cu jgheaburile sau carcasele care se află pe rafturile magazinelor specializate.
Prin urmare, trebuie să aflați mai multe despre procesul de fabricare a unei țevi de tablă, care are caracteristici precum produsele din fabrică.
Instrucțiuni pentru realizarea unei țevi de tablă pentru ventilație cu un capac cu propriile mâini
A face o țeavă dintr-o foaie de fier înseamnă să urmezi o succesiune de acțiuni. Lucrarea constă în pași simpli. În primul rând, are loc pregătirea, care constă în realizarea marcajelor pieselor și tăierea semifabricatelor.
În etapa de formare a corpului structurii, se creează un element de secțiune circulară. La conectare, este necesar să fixați elementele într-un singur produs.
Adaptoare pentru conectarea țevilor din tablă
Puteți face un markup și un gol în mai multe etape:
- Foaia este așezată la suprafață fără cusături. Pentru aceasta este potrivită o podea sau un banc de lucru.
- Un segment este marcat de la marginea superioară, care are dimensiuni egale cu viitoarea autostradă. Marcarea se face de un dispozitiv de marcare. De asemenea, are loc producția.
- Se trage o linie prin semn. În acest caz, se folosește un pătrat.
- Din linie, este marcată lățimea segmentului, care este egală cu secțiunea țevii. La valoarea rezultată, adăugați 15 mm per îmbinare.
- Marcajele rezultate sunt conectate, iar piesa de prelucrat este tăiată.
Atunci când faceți un markup, merită să luați în considerare dimensiunile produsului. Lățimea este dimensiunea diametrului plus un centimetru și jumătate în plus. Lungimea piesei de prelucrat trebuie să fie mai mare decât secțiunea dreaptă a structurii.
Lucrul cu staniu Bricolaj se face după cum urmează:
- Pliurile sunt îndoite pe suprafața foii în unghi drept. În prealabil, se face un marcaj de linie pentru ei. ciocan. Foaia este așezată pe marginea mesei cu o coborâre la lungimea dorită și îndoirea se face cu un ciocan de cauciuc. Lucrarea se efectuează pe toată lungimea produsului.
- O țeavă din tablă cu propriile mâini sugerează o altă îndoire a pliului. În acest caz, se efectuează marcajul.
- Un element rotund este utilizat pentru a construi conducta. Pe ea se află tablă zincată, căreia i se dă o formă rotunjită. În acest caz, capetele țevii îndoite sunt conectate.
Îndoirile sunt făcute astfel încât ciocanul să se potrivească exact pe suprafața colțului. Loviturile sunt precise și clare, dar nu puternice, altfel cusătura se va aplatiza.
Producția de produse din tablă se finalizează prin alăturare. În acest caz, marginile sunt combinate și
cusătura este atașată. În acest caz, secțiunea orizontală se îndoaie și acoperă marginea. Cusătura proeminentă este îndoită la suprafață cu un ciocan. Pliul este realizat în lateralul pliului în formă de L. Dacă procedați altfel, atunci apa va pătrunde în interior.
Produsele din staniu Bricolaj trebuie conectate. Marginile sunt fixate cu nituri din aluminiu sau oțel.
- Găurile de nit sunt făcute la fiecare trei centimetri.
- Marginile sunt pliate una spre cealaltă.
- Piesa de prelucrat este pliată înapoi, astfel încât marginile să fie în exteriorul structurii.
- Marginile sunt montate cu nituri.
Pentru a facilita conectarea structurii, elementul din partea lată ar trebui să fie ușor evazat. Pentru a asigura rigiditatea la marginile produsului. Marcarea corectă contribuie la ușurarea andocării cu alte elemente, chiar și la producția din fabrică.
Produse similare sunt utilizate pentru jgheaburi, sisteme de ventilație și structuri de coș de fum.
Caracteristicile materialului sursă
Înainte de a începe să faceți o țeavă dintr-o foaie de metal, ar trebui să vă familiarizați cu materialul din care va fi realizată conducta și cu caracteristicile sale. Pentru început, merită spus că acestea sunt produse de tip laminare, cu alte cuvinte, staniu este o foaie de oțel care a trecut prin rolele unei laminare și are o grosime de 0,1-0,7 mm.
Pe lângă operațiile de laminare, tehnologia de fabricație a tablelor de tablă implică tratarea produselor laminate finite de la formarea proceselor de coroziune. Pentru aceasta, după laminare se aplică un strat de material pe oțel, care nu este supus coroziunii.
Rezultatul acțiunilor efectuate este o tablă de oțel, a cărei lățime poate varia de la 512 la 1000 mm, cu o acoperire cu crom sau zinc. Produsul finit este din plastic, astfel încât tabloul poate fi manipulat cu ușurință. În acest caz, rigidizatoarele laminate pot fi comparate ca rezistență cu produsele din oțel. Acest lucru permite utilizarea tablei în fabricarea produselor cu design complex.
Caracteristicile materiale
Structurile zincate sunt realizate din tablă. Materialul este laminat din tablă de oțel cu o grosime de 0,1 - 0,7 mm.
Produsele cu forme complexe sunt formate dintr-un material moale
Producția de foi are loc pe mașini de laminat, dar produsele obținute în acest mod necesită o protecție suplimentară. Prin urmare, este acoperit cu un material rezistent la coroziune. În cele din urmă, consumatorii primesc o tablă de oțel cu o lățime de 512-1000 mm, care are un strat micron cu crom, staniu sau zinc.
Produsul se caracterizează prin plasticitate, care permite prelucrarea manuală a tablelor. Mai mult decât atât, dacă rigidizatoarele sunt laminate pe material, acesta nu este mai mic ca rezistență decât omologii din oțel. Din aceste motive, staniu este utilizat la fabricarea produselor cu forme complexe.
Instrumente necesare
Lista instrumentelor și dispozitivelor necesare pentru realizarea țevilor de coș galvanizate cu propriile mâini se datorează proprietăților staniu, în special moliciunii și plasticității. Prelucrarea acestui tip de material nu necesită aplicarea unor eforturi speciale, care sunt necesare pentru lucrul cu foi de material.
Prin urmare, în producția de țevi de tablă pentru un coș de fum, este necesar următorul set de instrumente:
- Foarfece pentru tăierea metalului. Acest instrument vă ajută să tăiați cu ușurință materialul plăcii în bucățile dorite, deoarece cea mai mare grosime a plăcii ajunge la 0,7 mm.
- Ciocan cu cap moale. Puteți utiliza, de asemenea, un ciocan de lemn, ciocan sau unealtă de oțel cu o mână de cauciuc moale. Cu toate acestea, această din urmă opțiune este utilizată foarte atent sau nu este luată deloc, deoarece poate provoca deformarea unei foi subțiri de tablă și poate distruge întreaga lucrare.
- Cleşte. Cu ajutorul acestui instrument, ei rezolvă problema cum să îndoiți o țeavă din tablă, deoarece este din oțel, deși este subțire, prin urmare, este imposibil să o îndoiți cu mâinile.
- Masă de artizanat. Acest dispozitiv este necesar la tăierea materialului și la aplicarea marcajelor.
- Element de calibrare. Poate fi un produs tubular cu un diametru mai mare de 10 centimetri, precum și un colț cu margini de 7,5 centimetri. Aceste elemente trebuie să fie bine fixate, deoarece nituirea articulației cap la cap va fi realizată pe suprafața lor.
În plus față de aceste instrumente, ar trebui să pregătiți o riglă sau o bandă măsurătoare și un marker, care este o tijă de oțel cu o margine ascuțită.
Instalarea conductelor de fum galvanizate
Majoritatea producătorilor, atunci când vând un kit pentru un sistem de evacuare a fumului, atașează instrucțiuni detaliate pentru instalare cu propriile mâini. Nu este dificil să montați singur structura, este suficient să luați în considerare unele dintre caracteristicile care sunt bine cunoscute de profesioniști:
- Este necesar să conectați elementele coșului de fum folosind metoda țeavă-țeavă, începând de la segmentul inferior al structurii.
- Pentru curățarea coșurilor de fum zincate, este necesar să se prevadă mai multe sonde de inspecție.
- La fiecare jumătate de metru, pentru a asigura o rezistență maximă la sarcina vântului, sunt montate consolele de perete pentru instalare.
- La trecerea plăcilor de podea și a acoperișurilor, este instalat un ansamblu de trecere a coșului de fum.
Instalarea se efectuează în conformitate cu reglementările de incendiu existente și SNiP.
Reguli pentru amenajarea conductelor exterioare și interioare

Cum și ce să izolăm un coș galvanizat
Dacă izolați în mod independent conducta coșului de fum din oțel zincat de condens, puteți reduce costul structurii de 1,5-2 ori. Pentru a finaliza lucrarea, veți avea nevoie de următoarele:
- Izolație termică - se utilizează izolație minerală necombustibilă cu un grad redus de absorbție a umezelii. Grosimea materialului nu este mai mică de 5 mm.
- Strat de protecție - partea superioară a izolației minerale este acoperită cu material de folie. Straturile sunt fixate cu sârmă de tricotat sau cleme.
Etapa pregătitoare
În primul rând, se aplică marcaje pe foaia de tablă, de-a lungul căreia va fi tăiat semifabricatul. Cu alte cuvinte, partea necesară este tăiată dintr-o anumită foaie de metal, din care se va forma conturul viitoarei țevi. Procesul de marcare se desfășoară după cum urmează: foaia este așezată pe un banc de lucru și un segment egal cu lungimea țevii este măsurat de la marginea superioară. Aici un semn este făcut de un marker.
Apoi, folosind un pătrat, se trasează o linie de-a lungul acestui semn perpendicular pe marginea laterală. Acum, de-a lungul acestei linii, circumferința țevii, la fel se face de-a lungul marginii superioare. În același timp, se adaugă aproximativ 1,5 cm de-a lungul ambelor margini pentru a forma marginile de îmbinare. Marcajele superioare și inferioare sunt conectate și piesa de prelucrat este decupată.
Cum se face un corp de țeavă din tablă
Scopul acestei etape este de a forma profilul conductei. Se trasează o linie de-a lungul lungimii piesei de prelucrat în partea de jos și de sus, de-a lungul căreia pliurile vor fi îndoite. În acest caz, se măsoară 5 mm pe o parte și 10 mm pe cealaltă. Pliurile trebuie să fie îndoite la un unghi de 90 0. Pentru a face acest lucru, piesa de prelucrat este așezată pe un colț de oțel, aliniat linia de pliere cu marginea colțului. Lovind marginea cu un ciocan, îndoiți-o spre partea perpendiculară a colțului.
Se recomandă îndoirea produsului treptat, trecând cu un ciocan pe toată lungimea sa. În acest caz, puteți începe să vă îndoiți cu clești.
Acum, la fald, a cărui dimensiune este de 10 mm, încă o faltă este făcută pentru a forma un fel de literă G. În procesul de pliere a faldului, trebuie să vă asigurați că faldul superior este paralel cu piesa de prelucrat și lungimea sa este de 5 milimetri. Prin urmare, atunci când trageți o linie de pliere, pe o parte măsurați 0,5 cm o dată, iar pe cealaltă - de două ori 0,5 cm fiecare.
După finalizarea formării pliurilor, puteți trece la formarea corpului țevii. Pentru aceasta, o foaie goală este așezată pe un element de calibrare și lovită cu un ciocan sau cu un alt instrument adecvat pentru a obține un profil de o anumită formă. Piesa prelucrează mai întâi o formă de U și apoi devine rotundă. În acest caz, pliurile trebuie unite între ele.
Cum să faci o țeavă zincată cu propriile mâini: instrucțiuni pas cu pas, calcul în funcție de schemă și desen
Bună ziua, dragă oaspete!
Prima foaie zincată a ieșit de pe linia de asamblare a uneia dintre fabricile britanice în 1867. Adevărat, la acea vreme metalul era acoperit exclusiv cu aur și argint. Dar înainte de Primul Război Mondial, producția de piese cu un strat protector de zinc a fost pusă în funcțiune și de atunci au fost incredibil de populare.
Acest lucru nu este surprinzător - zincul prelungește viața fierului de 20-30 de ori. Produsele din oțel zincat sunt durabile, nu cedează la rugină și se comportă în viața de zi cu zi nu mai rău decât oțelul inoxidabil, deși sunt mult mai ieftine.
În articolul de astăzi vă propun să acordați mai multă atenție acestui material modest și să vă spun cum să faceți o țeavă zincată cu propriile mâini.
Avantajele și dezavantajele unei astfel de țevi
Galvanizarea este în primul rând oțel, un material care are multe avantaje incontestabile.
Acestea includ:
- Putere;
- Capacitatea de a rezista la temperaturi ridicate;
- Conductivitate termică excelentă;
- Cost redus comparativ cu alte materiale.
Dar fără un strat protector, metalele feroase sunt susceptibile la coroziune, se ruginesc rapid și devin inutilizabile. Zincarea a rezolvat cu succes această problemă. Și, în ciuda faptului că țevile galvanizate și cele din oțel au aceeași formă, un produs galvanizat are o serie de avantaje.
Avantajele suplimentare ale unui produs zincat:
- Rezistența la coroziune, capacitatea de a rezista influențelor negative asupra mediului;
- Durată de viață extinsă;
- Creșterea forței;
- Gama largă de temperatură de funcționare;
- Rezistență ridicată la solicitări mecanice;
- Țeava zincată rezistă la presiuni interne și externe ridicate;
- Simplitate și ușurință în instalare;
- Rezistență ridicată la foc;
- Zincul ucide toate microorganismele patogene;
- Zincarea nu este practic inferioară calității oțelului inoxidabil slab aliajat, dar costă un ordin de mărime mai ieftin.
Dar, ca orice soluție de inginerie, conductele din fier galvanizat nu sunt ideale.
Dezavantaje ale produsului:
- Nu este un design foarte atractiv;
- Scump în comparație cu oțelul convențional;
- Zincul complică procesul de sudare;
- Spre deosebire de plastic, în prezența proeminențelor pe pereți, este aproape imposibil să se asigure o tranziție lină într-o structură din țevi zincate.
Fă-o singur sau comandă
Ce este mai bine, cumpărați o foaie zincată cu grosimea necesară și îndoiți singură țeava sau mergeți la magazin și cumpărați un produs finit?
Sfaturi de selecție
Ca de obicei, să începem cu prețul. O țeavă finită cu un diametru de 100 mm și o lungime de 3 metri ne va costa aproximativ 500 de ruble. Costul materialului în acest caz este de 150 de ruble, restul sunt costurile forței de muncă și marja vânzătorului.
Și dacă intenționați să organizați un întreg sistem de drenaj? Puteți vedea singur că va trebui să plătiți în exces de 2,5-3 ori pentru produsele finite. Tevile auto-fabricate vor ușura semnificativ povara financiară.
În plus, produsele din fabrică au dimensiuni strict definite și, uneori, este dificil să o găsești pe cea potrivită pentru sistemul tău. Iar grosimea țevii finite nu depășește de obicei 1 mm.
Este imperativ să ne amintim că orice produs din fabrică, spre deosebire de un produs de casă, este supus unui control strict al calității, are o suprafață perfect rotundă și precizia sudurii.
Faptul că un meșter de casă va fi capabil să se asigure că toate aceste condiții sunt îndeplinite este departe de a fi un fapt.
Ce material să alegi
Dacă s-a decis să faceți o piesă pe cont propriu, ar trebui să începeți prin alegerea unui material, în cazul nostru, a unei foi zincate cu grosimea necesară.
Caracteristicile materiale
Tabla de oțel zincată din fabrică trebuie să respecte GOST 14918-80. Principalele caracteristici la care ar trebui să acordați atenție atunci când alegeți:
Cele mai frecvente grosimi de zincare sunt de la 0,35 la 3 mm. Cu cât foaia este mai subțire, cu atât este mai ușor de prelucrat, ceea ce este important pentru fabricarea produselor acasă. Dar nu uitați - mai puțină grosime - mai puțină rezistență.
- Grosimea stratului de zinc
Există 3 clase de materiale, în conformitate cu grosimea stratului de zinc. Să rezumăm datele într-un tabel pentru comoditate.
| Clasa de oțel în funcție de grosimea stratului de zinc | Masa stratului protector disponibil pe ambele părți (g) | Grosimea stratului (μm) |
| P (crescut) | 570 — 855 | 40-60 |
| Eu | 258-570 | 18-40 |
| II | 142.5-258 | 10-18 |
GOST permite unele abateri de grosime și prezența unor defecte
Marcare:
- НР - diferență normală de grosime;
- UR - variație redusă a grosimii.
Opțiuni de aspect al foii:
- KR - Cu modele de cristalizare (unele fisuri și întunecare);
- MT - fără modele.
O caracteristică importantă pentru fabricarea țevilor este capacitatea unei foi metalice de a desena:
- H - glugă normală;
- G - desen profund;
- VG - desen foarte profund.
Marcajele din oțel VG au cea mai mare ductilitate, H - corespunzător cea mai mică.
Ce trebuie să lucrezi
După ce ați achiziționat o foaie cu caracteristicile necesare, ar trebui să faceți stoc din inventarul necesar.
Instrumente necesare:
- Foarfece pentru metal. Alegeți un instrument convenabil pentru tăierea unei foi late de metal;
- Ciocan de mână (aka ciocan) cu vârf de cauciuc sau lemn. Ciocanul trebuie să fie ferm, greu, dar fără margini ascuțite;
- Tablă de țeavă de oțel pentru formarea corpului țevii („pistol”). Lungimea sa este de cel puțin 1 metru, diametrul său depinde de diametrul necesar al produsului finit;
- Rigla;
- Instrument de marcare pentru zincare (tijă metalică ascuțită);
- Masă de artizanat. La colțul mesei bancului de lucru, ar trebui să existe un colț metalic, de cel puțin 1 m lungime. Acesta va fi folosit pentru a îndoi marginile țevii, deci trebuie fixat foarte sigur;
- Cleşte.
Calculul dimensionării
Tabla zincată standard este fie de 1000 × 2000mm, fie de 1250 × 2500mm, deși pot fi găsite și alte tăieturi.
Lățimea piesei de prelucrat este calculată prin formula:
L (circumferință, este lățimea piesei de prelucrat) = 2 * 3,14 * R (R este raza necesară a țevii, mm).
Astfel, pentru fabricarea unei țevi cu diametrul de 100 mm, o piesă cu o lățime de
2 × 3,14 × 50 mm = 314 mm.
Adăugați o îndoire de 15 mm la lungimea finală rezultată și obțineți dimensiunea necesară pentru tăiere -300 mm.
Un punct important - lățimea piesei de prelucrat - valoarea nu este constantă. Pe de o parte, are 330 mm, pe de altă parte, 340 (pentru o țeavă cu diametrul de 100 mm). Acest lucru se face pentru comoditatea instalării ulterioare a țevilor între ele sau cu alte elemente ale sistemului.
Desen și diagramă
Smochin. 1. Modelul unei foi pentru o țeavă cu diametrul de 100 mm.
Schema de formare a pliurilor este următoarea:
Smochin. 2
Decuparea piesei de prelucrat
După calcularea dimensiunilor necesare, se va tăia golul viitorului produs. Pentru asta:
- O foaie de tablă este așezată pe o suprafață orizontală, marcarea se aplică în linii drepte, strict în funcție de dimensiunea semifabricatului.
Pentru o țeavă cu un diametru de 100 mm, de-a lungul unei margini a foii, se măsoară segmente de 340 și 330 mm unul după altul (vezi Figura 1). Aceleași segmente, dar în secvența opusă, sunt marcate pe partea opusă. Toate liniile perpendiculare trebuie trasate folosind un pătrat.
Nu uitați să adăugați 15-20mm la lățimea produsului pentru pliere!
- Cutia este tăiată în dreptunghiuri conform desenului.
Formarea profilului
Semifabricatele dreptunghiulare rezultate trebuie „transformate” într-o țeavă. Pentru a face acest lucru, vom forma profilul acestuia.
Etapele formării profilului:
- Două linii sunt trasate pe toată lungimea piesei de prelucrat, cu o liniuță de 5 mm de la o margine și 10 mm de cealaltă. Aceste linii sunt limitele pliului pliului.
În cazul nostru, o cusătură sau un dispozitiv de blocare a cusăturii înseamnă tipul de îmbinare a marginilor țevii;
- Îndoiți marginile de-a lungul liniei marcate, strict la un unghi de 900. Folosiți un colț metalic pentru aceasta, alinierea liniei de pliere cu marginea colțului. Începem cu clești, continuăm cu un ciocan;
- Trecem cu un ciocan pe toată lungimea, formând treptat viitoarea cusătură;
- La un pli de 10 mm lățime, realizăm un alt pli în forma literei G. Lățimea barei superioare este de 5 mm, locația este strict paralelă cu piesa de prelucrat;
- După formarea pliurilor, mergeți la corpul țevii. Punem martorul pe tun și folosim un ciocan pentru a da foii o formă rotundă.
Prelucrarea sudurii prin cap
Etapa finală este prelucrarea (sertizarea) articulației cap la cap.Pentru a face acest lucru, îndoiți partea superioară a pliului în formă de L în jos, înfășurând marginea opusă în jurul său. Rezultatul este o pliere a mai multor straturi de metal, care trebuie apăsate pe țeavă pe toată lungimea sa.
În fabrică, se conferă o rezistență suplimentară cusăturii cu nituri metalice speciale.
Pentru articolele fabricate manual, nu este necesară nicio prelucrare suplimentară.
făcând
Vedeți videoclipuri utile.
Fabricarea țevilor:
Decupare plană a unei țevi:
Consultanță de specialitate
Pentru comoditatea conectării conductei finite cu alte elemente ale sistemului, este necesar să se realizeze o priză la sfârșitul produsului.
Cum se face o priză pe o țeavă metalică zincată
Clopotul este o extensie tehnologică concepută pentru comoditatea montării elementelor de comunicare între ele și a inserării în plan. Priza de pe conducta finită este realizată de-a lungul unei margini largi, prin evitarea marginii la o adâncime de 15-20 mm. La fabrică, un instrument special este utilizat pentru evazare - un con evazat.
Acasă, puteți extinde singur marginea țevii, folosind clești. În mod ideal, instalați inele speciale pe capetele piesei de prelucrat - rigidizatoare.
Fig. 3. Model de evazare:
Caracteristici de lucru cu tablă
Tabla zincată este un material ieftin și fiabil. Caracteristica sa principală este grosimea redusă (cel mai adesea o folie cu grosimea de 0,3 până la 1 mm este utilizată acasă) și plasticitatea. Datorită moliciunii sale, este convenabil să lucrați cu zincarea și nici măcar un tinichigiu începător nu va fi dificil să facă singur produsul dorit.
În același timp, în ciuda moliciunii oțelului, cusătura obținută este foarte fiabilă și este capabilă să reziste la solicitări mecanice semnificative.
Concluzie
Domeniul de aplicare al țevilor zincate este extins. Acestea sunt utilizate pentru drenaj, coș de fum, sisteme de ventilație, astfel încât capacitatea de a realiza în mod independent piese cu siguranță nu va fi inutilă.
Personal, consider că orice abilitate pe care o înveți este întotdeauna utilă. De aceea te aștept în grupul și comunitățile noastre. Lecții, videoclipuri de instruire, sfaturi de specialitate - totul este acolo. Alăturați-ne!
(2 5,00 din 5) Se încarcă ...
Sursă: https://vseotrube.ru/materialy/metallicheskie/kak-sdelat-trubu-iz-otsinkovki
Prelucrarea îmbinării cusăturii
Etapa finală implică prelucrarea cusăturii, adică sertizarea acesteia. Pentru a face acest lucru, partea superioară a pliului în formă de L este pliată în jos, înfășurând marginea celuilalt pli. Rezultatul ar trebui să fie un fel de sandviș perpendicular pe țeavă. Pentru a obține o sudură cap la cap, trebuie să apăsați sandwich-ul pe produs.
Pentru o fiabilitate mai mare, cusătura capului este întărită cu nituri. Cu toate acestea, țevile din staniu de tipul „do-it-yourself” folosind această metodă de îmbinare nu au nevoie de armături suplimentare.
Cum să faci o țeavă zincată cu propriile mâini?
Puteți achiziționa în mod liber țevi galvanizate, dar costul unor astfel de produse este destul de ridicat, astfel încât dorința de a realiza o țeavă zincată cu propriile mâini este dictată, în primul rând, de considerații economice.
În același timp, fabricarea țevilor galvanizate nu necesită eforturi speciale, dispozitive și scule speciale scumpe și un fel de cunoștințe profesionale, astfel încât orice meșter de casă poate face față acestui lucru, în arsenalul căruia există un set de tâmplărie standard instrumente.
Procesul de asamblare a cadrului
După pregătirea tuturor pieselor pentru barcă, trecem la procesul direct de asamblare a ambarcațiunii din oțel și plăci zincate cu propriile mâini. Pentru a face acest lucru, trebuie să faceți următoarele:
Citire recomandată: Avantaje și dezavantaje ale bărcilor de cauciuc cu fundul dur sub motor
- În arc, este necesar să combinați două laturi și un martor triunghiular pentru arc. Cuie sau șuruburi autofiletante pot fi utilizate ca elemente de conectare.Dacă blocul iese deasupra părților laterale, atunci trebuie tăiat într-un singur nivel.
- Următorul pas este instalarea unui distanțier temporar. Acest proces trebuie abordat cu atenție. Astfel încât la îndoirea părților laterale să nu se spargă, distanțierul este așezat la un unghi nu prea mare.
- După instalarea distanțierului, este necesar să îndoiți laturile în continuare. O frânghie sau o pereche de ajutoare vor face treaba.
- Înlocuim partea din spate, reglăm, scoatem șanțul necesar. Trebuie să te potrivești bine pentru a nu lăsa goluri. Totul ar trebui să se potrivească perfect.
- După ce am terminat potrivirea, ciocănim părțile laterale și am văzut toate proeminențele.
- După ce laturile sunt asamblate, instalăm tije permanente în timp ce le îndepărtăm pe cele temporare. Cât de multe detalii de setat depinde de preferința proprietarului.
Înainte de a fixa piesele din lemn cu cuie sau cu șuruburi autofiletante, merită pre-găurit găurile cu un burghiu. Această metodă previne crăparea plăcilor.
Etapa finală a asamblării structurii din lemn va fi șanfrenarea părților inferioare ale părților laterale, distanțierii și acoperirea unui strat antiseptic de protecție.
Caracteristicile țevilor zincate
Țevile metalice zincate sunt utilizate pentru echiparea coșurilor de fum; sunt populare datorită greutății lor ușoare și, prin urmare, ușurinței de instalare. Coșurile de fum zincate nu necesită construirea unei fundații, iar acest lucru reduce semnificativ costul echipamentelor de coș.

Astfel de țevi îndeplinesc standardele de siguranță la incendiu, rezistând la temperaturi de până la 900 °, astfel încât pot fi utilizate chiar și pentru extragerea fumului din cazanele și sobele de încălzire cu combustibil solid.
De asemenea, țevile zincate în construcția locuințelor sunt utilizate pentru echiparea jgheaburilor. Astfel de țevi sunt deja destul de accesibile din punct de vedere al costurilor, dar în același timp procesul poate fi chiar mai ieftin prin utilizarea produselor fabricate manual.
Pot fi utilizate țevi galvanizate pentru un coș de fum
Coșurile de fum acoperite cu zinc sunt utilizate în anumite condiții.
Când zincul este încălzit la 419 °, începe să elibereze substanțe dăunătoare oamenilor. De aceea, se recomandă instalarea coturilor realizate din acest material în sistemele de fum, unde temperatura nu depășește 350 ° C.

Conform regulilor Ministerului Situațiilor de Urgență din 2009, este interzisă utilizarea agenților de eliminare a fumului metalic pentru sobele pe cărbune.
În plus, o priză galvanizată cu un singur perete se va arde după una sau două sezoane. În practică, este folosit ca carcasă exterioară în structuri cu pereți dubli cu izolație.
De ce aveți nevoie pentru a face o țeavă zincată
Acasă, pentru a face o țeavă zincată, aveți nevoie de o foaie de tablă; materialul nu necesită eforturi speciale datorită moliciunii și ductilității sale.
Staniul este fabricat industrial din tablă de oțel subțire cu grosimea de 0,1 până la 0,7 mm pe mașinile de laminat, după care sunt acoperite cu un strat protector anticoroziv de crom, staniu sau zinc. În cele din urmă, piesele sunt tăiate la dimensiuni standard, cu o lățime de 512 mm până la 2000 mm.

Rezistența acestor produse nu este în niciun caz inferioară omologilor din oțel, mai ales dacă materialul are rigidizări suplimentare, dar în același timp este foarte plastic și vă permite să montați manual conducte de formă complexă. Acoperirea anticorozivă protejează conducta de mediul extern.
Problema unor astfel de țevi este rezistența la îndoire insuficientă, prin urmare, pentru fabricarea pieselor deschise, rigidizatorii sunt introduși în structură pentru a întări produsul.
- o gamă largă de astfel de țevi de diferite dimensiuni este prezentată în magazine: cu un singur circuit;
- circuit dublu (realizat sub formă de sandwich și format dintr-o țeavă interioară și exterioară);
- ondulat, caracterizat prin flexibilitate crescută.
Notă! La domiciliu, este posibil din punct de vedere tehnic să se realizeze doar o conductă cu un singur circuit.
La alegerea grosimii foii, scopul țevii trebuie luat în considerare. De exemplu, o țeavă zincată pentru îndepărtarea gazelor arse de pe sobele și șemineele cu combustibil solid trebuie să aibă o rezistență crescută la temperaturi ridicate și, în același timp, proprietăți anticorozive ridicate.
Este important! Cu cât temperatura mediului de lucru este mai mare, cu atât pereții conductelor trebuie să fie mai groși.
Instrumente
Pentru lucru, sunt necesare unelte speciale pentru a îndoi, măsura corect unghiul de îndoire și tăia țeava la lungimea dorită.
Tipuri de țevi de evacuare a fumului din fier galvanizat
Consumatorului i se oferă țevi galvanizate cu perete unic și dublu. Pentru ușurința instalării, producătorii produc toate componentele necesare: tee, canale de inspecție și capcane pentru condens. Este acceptată o gamă standard de diametre. Va fi destul de problematic să comandați din fabrică o țeavă sau adaptoare de dimensiuni non-standard.
Pentru a selecta materialul necesar pentru sistemul de evacuare a fumului, va trebui să luați în considerare caracteristicile tehnice, rezistența materialului la epuizare și efectele unui mediu acid, precum și principalele posibilități de funcționare.
Țevi sandwich cu coș galvanizat
Țevile de coș izolate cu dublu circuit din tablă zincată sunt disponibile în două modificări:
- Țevi sandwich - o structură în care straturile interioare și exterioare sunt realizate din metal zincat. Designul reduce producția de condens, dar nu este capabil să reziste la căldură semnificativă. Deformarea are loc atunci când stratul interior este încălzit la 500 ° C.
- Coșuri de fum modulare fabricate din oțel inoxidabil rezistent la acid, cu izolație exterioară și carcasă zincată. Un astfel de dispozitiv reduce semnificativ costul structurii și crește durata de viață de aproape două ori.
Stratul interior al țevii trebuie să fie realizat din metal cu o grosime de 1 mm, pentru stratul exterior, 0,5 mm este suficient.
Coșuri de fum galvanizate cu un singur perete
Coșul de fum galvanizat se arde rapid în următoarele cazuri:
- Nu există izolație.
- Grosimea țevii selectată incorect.
- Nerespectarea sau întreruperea procesului de producție. Galvanizarea este realizată din oțel carbon, conform GOST 14918-80.
Dacă toate aceste condiții sunt îndeplinite, o țeavă galvanizată cu un singur strat poate funcționa până la 10 ani.
Instrucțiuni pentru fabricarea țevilor zincate
În primul rând, trebuie să marcați foaia de fier, aplicând linii de pliere pe o parte cu o dimensiune de 5 mm, pe cealaltă de două ori câte 5 mm fiecare, pliul pe o parte ar trebui să fie mai lat decât a doua pentru a forma o cusătură puternică în viitor. Îndoiți foaia la un unghi de 90 ° pe ambele părți folosind un colț și un clește.

Este important! Îndoiți forma treptat, deplasându-vă de la o margine la alta de-a lungul liniei de pliere.
Apoi, întorcând piesa de prelucrat, se formează pliuri, unghiul este ajustat la 135-140 °, atingând marginile cositorului cu un ciocan sau cu un ciocan cu un percutor moale, pentru a nu deteriora materialul produsului. După formarea pliurilor, puteți continua la formarea țevii în sine.
Atașați piesa de prelucrat la șablonul de dimensionare pentru ao forma și atingeți-o din nou până când faldurile se unesc.
Marginea lată este din nou îndoită paralel cu planul produsului la un unghi de 90 °.
Ultima etapă este de a uni capetele împreună cu o cusătură plană folosind un ciocan.
Aliniați faldurile, îndoiți partea orizontală a celei de-a doua falduri, înfășurând prima faldă cu ea, apoi îndoiți această cusătură, apăsând-o strâns pe planul țevii.
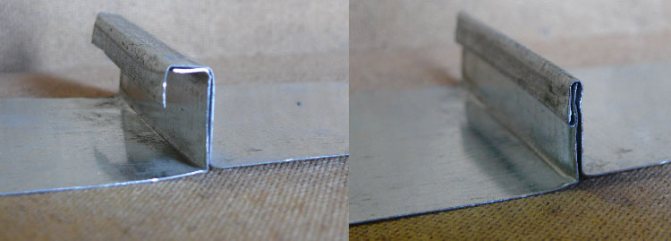
În plus, puteți întări îmbinarea cu nituri metalice folosind o mașină de sudat, deși cel mai adesea țevile galvanizate conectate cu o cusătură plană nu necesită armături suplimentare.










