Ako si vyrobiť fajku z cínu - urobte si to sami z plechovej fajky
Domáci majstri sa snažia pri riešení problémov zvoliť najviac rozpočtových možností. Preto je otázka, ako urobiť rúrku z cínu vlastnými rukami, relevantná pre mnohých amatérskych remeselníkov. Koniec koncov, domáci rúrkový výrobok vyrobený z cínu sa dá celkom porovnať s odkvapmi alebo plášťmi, ktoré ležia na policiach v špecializovaných predajniach.

Preto sa musíte dozvedieť viac o procese výroby plechovej rúry, ktorá má vlastnosti ako továrenské výrobky.




Vlastnosti zdrojového materiálu
Predtým, ako začnete vyrábať rúrku z plechu, mali by ste sa oboznámiť s materiálom, z ktorého bude rúrka vyrobená, a s jeho vlastnosťami. Na začiatok stojí za to povedať, že ide o výrobky typu valcovania, inými slovami, cín je oceľový plech, ktorý prešiel valcami valcovne a má hrúbku 0,1 - 0,7 mm.
Okrem valcovacích operácií znamená technológia výroby plechu aj spracovanie hotových valcovaných výrobkov z procesu korózie. Za týmto účelom sa na oceľ po valcovaní nanáša vrstva materiálu, ktorá nepodlieha korózii.

Výsledkom vykonaných akcií je oceľový plech, ktorého šírka sa môže pohybovať od 512 do 1 000 mm, s pochrómovaným alebo zinkovým povlakom. Hotový výrobok je plast, takže s cínom sa dá ľahko manipulovať. V tomto prípade je možné valcované výstuhy porovnávať podľa pevnosti s oceľovými výrobkami. To umožňuje použitie plechu pri výrobe výrobkov zložitého dizajnu.
Druhy odpalísk
Je lepšie klasifikovať výrobky podľa typu materiálu, z ktorého sú vyrobené. Aj alternatívna možnosť - metóda inštalácie je v drvivej väčšine prípadov založená na tomto.

Kovové tričko pre vystužené plastové rúry
Môžete tiež kombinovať dve metódy triedenia, aby ste získali prehľad o rozsahu týchto konektorov:
| Kovové | Patria sem tieto armatúry:
Tričká sa najčastejšie vyrábajú odlievaním, na ktoré používajú:
Veľmi zriedka to môžu byť zvárané prvky. Môžeme povedať, že hlavnou výhodou kovových výrobkov je ich vysoká pevnosť. |
| Plast | Všetky výrobky vrátane klieštiny a zváraných tvaroviek sú vyrobené z PVC a polyetylénu. Samostatne je však potrebné brať do úvahy odpaliská vyrobené z PVC kanalizačných rúrok z plastu, inštalované v hrdle alebo na lepidle. Hlavnou výhodou polymérnych armatúr pre odpadové vody je úplná inertnosť voči životnému prostrediu a voči čerpaným látkam, čo im umožňuje pracovať až pol storočia. |
| Zložený | Patria sem armatúry pre rúry z nízkotlakového polyetylénu vybavené bronzovými alebo oceľovými objímkami. Takéto tvarovky pomáhajú vzájomne prepojiť potrubia vyrobené z kovu a polymérov. T-kus má závit na bočnej strane kovového puzdra, na strane polymérového zvlnenia alebo zváranej zostavy. To umožňuje zahrnúť do systému prístrojové vybavenie, ako sú tlakomery. |

Vyzerá to ako skladacie odpalisko pre rúrky kov-polymér
Dodatočný spôsob
Existuje aj ďalšia populárna metóda klasifikácie, ktorá zohľadňuje pracovné rozmery odpaliska:
- kontrolné body;
- so závitom;
- priemerný priemer.
Závisí to však od priemerov potrubí a príslušných noriem.Téma je dosť rozsiahla, takže sa jej v našom článku nebudeme venovať.

T-kus pre PVC rúrku tlakového typu
Inštalácia
Ďalej budeme brať do úvahy všeobecné odporúčania procesu pri inštalácii armatúr na tlakové alebo netlakové potrubia, ktoré majú určitý súbor pravidiel. V opačnom prípade bude výsledok vašej práce katastrofálny nielen pre vás, ale aj pre vašich susedov dole.
Preto postupujte podľa nasledujúcich pokynov:
- V tlakových kanalizáciách je dovolené používať tvarovky s pravým uhlom, v beztlakových je lepšie obmedziť sa na ohyby na 45.
- Pri zostavovaní siete s voľným tokom na zásuvkách sa v pokynoch odporúča správne orientovať spojovacie prvky... V takom prípade by mala byť zásuvka nasmerovaná na odtok kvapaliny, t.j. najprv musí vyhovovať prietok a potom hladké potrubie, inak môžu kĺby unikať. Ak hovoríme o stokách, bude to veľmi nepríjemné.

Fotografia ukazuje, ako si sami vyrobiť tričko z fajky

- Pri pripájaní odpaliska k lepidlu vyberte polohu potrubia vzhľadom na tvarovku v priebehu prvých dvoch sekúnd po ich vyrovnaní... Potom zostavu nepohybujte ani neotáčajte. Ak si nie ste istí svojimi schopnosťami, použite vodiace lišty.
Tip: pri pripájaní polymérového odpaliska s polymérovou rúrkou vlastnými rukami si na poslednom označte hĺbku jeho zasunutia. V opačnom prípade môžete zablokovať prístup kvapaliny k zostave.
- Pri montáži kovového potrubia vopred pripravte materiál na stierky a na konce so závitom... V takom prípade sa neodporúča ukladať gumovú pásku, ktorej cena je zanedbateľná, a vždy použiť poistnú maticu po navinutí niekoľkých závitov tesnenia medzi ním a koncom tvarovky pred jej utiahnutím.
- Inštalácia odpojiteľných pripojení, vrátane klieštinových a závitových, na dobre prístupných miestach.
Tip: Ak inštalujete plastové alebo kovové potrubné tvarovky na ťažko prístupných miestach, použite zváranie alebo lisované tvarovky (ako posledná možnosť).
Kanalizácia
Vďaka moderným materiálom sa inštalácia kanalizačných systémov stala oveľa pohodlnejšou a ľahšou. T-kusy pre kanalizačné potrubia vyrobené z plastu čo najviac uľahčujú vykonanie akejkoľvek schémy v súkromných domoch rôznych podlaží. Zároveň nemusíte používať zložité vybavenie ani špeciálne nástroje.

Kanalizačné plastové potrubné odbočky
V tomto prípade sa používajú 3 typy odpalísk, ktoré vykonávajú svoje špeciálne funkcie:
- Na pripojenie vertikálnych stúpačiek k vodorovným potrubiam sa používajú možnosti s uhlami 87 ° alebo 90 °.
- Pri vytváraní vodorovných konárov sa používajú výrobky s uhlom 45 °.
- Spojka s ďalším otvorom pre opravy sa nazýva revízia. Tretí otvor je priskrutkovaný špeciálnym vekom, ktoré umožňuje prístup k potrubiu.
Prax ukazuje, že to je dosť na vytvorenie kanalizačných sietí akejkoľvek zložitosti v súkromnom dome. Preto by ste sa mali vždy spoľahnúť na tento typ pripojenia.
Potrebné nástroje
Zoznam nástrojov a zariadení potrebných na výrobu pozinkovaných komínových rúr vlastnými rukami je spôsobený vlastnosťami cínu, najmä mäkkosti a plastickosti. Spracovanie tohto typu materiálu nevyžaduje použitie osobitného úsilia, ktoré je potrebné pri práci s plošnými materiálmi.
Preto je pri výrobe cínových rúr pre komín potrebná nasledujúca sada nástrojov:
- Nožnice na rezanie kovov. Tento nástroj pomáha ľahko rezať listový materiál na požadované kúsky, pretože najväčšia hrúbka plechu dosahuje 0,7 mm.
- Kladivo s mäkkou hlavou. Môžete tiež použiť drevenú paličku, paličku alebo oceľové náradie s úchytom z mäkkej gumy.Posledná možnosť sa však používa veľmi opatrne alebo sa nevyužíva vôbec, pretože môže spôsobiť deformáciu tenkého plechu a zničiť celú prácu.
- Kliešte. Pomocou tohto nástroja riešia otázku, ako ohýbať rúrku z cínu, pretože je oceľová, aj keď je tenká, preto je nemožné ju ohýbať rukami.
- Pracovný stôl. Toto zariadenie je nevyhnutné pri rezaní materiálu a pri nanášaní značiek.
- Kalibračný prvok. Môže to byť rúrkový výrobok s priemerom viac ako 10 centimetrov, ako aj roh s okrajmi 7,5 centimetra. Tieto prvky musia byť dobre pripevnené, pretože na ich povrchu sa uskutoční nitovanie tupého spoja.
Okrem týchto nástrojov by ste si mali pripraviť pravítko alebo zvinovací meter a značkovač, ktorým je oceľová tyč s ostrým okrajom.
Prípravná fáza
Najskôr sa na plechovú vrstvu nanesú značky, pozdĺž ktorých sa polotovar vyreže. Inými slovami, potrebná časť je vyrezaná z určitého plechu, z ktorého sa vytvorí obrys budúcej rúry. Proces značenia sa vykonáva nasledujúcim spôsobom: hárok sa položí na pracovný stôl a od horného okraja sa meria úsek rovný dĺžke potrubia. Tu je značka urobená značkou.

Potom sa pomocou štvorca nakreslí čiara pozdĺž tejto značky kolmo na bočný okraj. Teraz pozdĺž tejto čiary obvod potrubia, to isté sa deje pozdĺž horného okraja. Zároveň sa pozdĺž oboch okrajov pridá asi 1,5 cm, aby sa vytvorili spojovacie okraje. Horná a dolná značka sú spojené a obrobok je vyrezaný.
Na určenie obvodu môžete použiť zvinovací meter alebo si môžete spomenúť na školský kurz geometrie.
Ako sa vyrába telo rúry z cínu
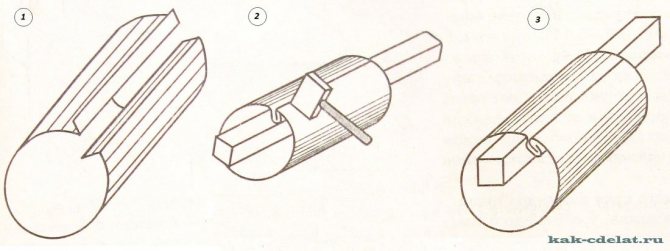
Účelom tejto etapy je vytvorenie profilu potrubia. Po dĺžke obrobku v spodnej a hornej časti je nakreslená čiara, pozdĺž ktorej sa ohnú záhyby. V takom prípade sa meria 5 mm na jednej strane a 10 mm na druhej strane. Záhyby musia byť ohnuté pod uhlom 90 0. Za týmto účelom je obrobok položený na oceľovom rohu, pričom je línia skladania zarovnaná s okrajom rohu. Okraj paličkou štrajkujte, ohnite ho na kolmú stranu rohu.
Odporúča sa ohýbať výrobok postupne, prechádzať kladivom po celej jeho dĺžke. V takom prípade môžete začať ohýbať pomocou klieští.

Teraz pri ohybe, ktorého veľkosť je 10 mm, sa vytvorí ešte jeden ohyb, aby sa vytvorilo akési písmeno G. Pri skladaní ohybu musíte zabezpečiť, aby horný ohyb bol rovnobežný s obrobkom, a jeho dĺžka je 5 milimetrov. Preto pri kreslení čiary ohybu záhybu merajte na jednej strane raz 0,5 cm a na druhej strane - dvakrát po 0,5 cm.
Etapa VII. Ochrana pozinkovaného žľabu pred poškriabaním a koróziou
Hlavným nepriateľom pozinkovaných žľabov a odtokov sú konáre a odpadky, ktoré vetrom padajú na strechu a sú do žľabu odplavované dažďom. Takéto sú schopné poškriabať aj ten najodolnejší polymérny povlak (a bez neho oveľa horšie), a preto je lepšie chrániť celý systém čo najviac.
Najjednoduchšou metódou sú mriežky, ktoré sa dnes vyrábajú v štandardných parametroch: štrbinové, dierované, nerezové, plastové, pozinkované, mosadzné a liatinové. Musia byť pripevnené západkou alebo skrutkami a maticami. Je dôležité, aby horná plocha roštu zostala 25 mm pod povrchom strešnej krytiny, aby mohla dažďová voda dobre odtekať do žľabu.
Tento kôš zase pomôže vyrovnať sa s problémom. Voda odteká odkvapmi a v koši sa zachytia najväčšie nečistoty, ako sú listy a konáre. Tento kôš sa ľahko vyberá a čistí, čo je jeho výhodou. Tiež taký moderný prvok odtokového systému, ako je lapač piesku, je navrhnutý rovnako ako prívod dažďovej vody, ale zároveň zadržiava jemnejšie nečistoty a piesok.
Tu je dobrý príklad toho, ako chrániť pozinkovaný žľab pred nečistotami:

Spracovanie spoja švu
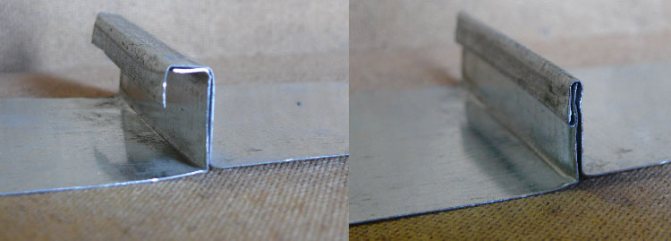
Konečná fáza zahŕňa spracovanie zadného švu, to znamená jeho zvlnenie. Za týmto účelom je horná časť záhybu v tvare písmena L sklopená nadol, pričom sa obalí okrajom druhého záhybu. Výsledkom by mal byť akýsi sendvič kolmý na potrubie. Ak chcete získať tupý zvar, musíte sendvič pritlačiť k produktu.

Pre väčšiu spoľahlivosť je tupý spoj vystužený nitmi. Rúry pre domácich majstrov z cínu, ktoré používajú tento spôsob spájania, však nepotrebujú ďalšie vystuženie.
Ako si vyrobiť fajku z cínu - urobte si to sami z plechovej fajky
Domáci majstri sa snažia pri riešení problémov zvoliť najviac rozpočtových možností. Preto je otázka, ako urobiť rúrku z cínu vlastnými rukami, relevantná pre mnohých amatérskych remeselníkov. Koniec koncov, domáci rúrkový výrobok vyrobený z cínu sa dá celkom porovnať s odkvapmi alebo plášťmi, ktoré ležia na policiach v špecializovaných predajniach.
Preto sa musíte dozvedieť viac o procese výroby plechovej rúry, ktorá má vlastnosti ako továrenské výrobky.
Pokyny na výrobu plechovej rúrky na vetranie s uzáverom s vlastnými rukami
Vyrobiť fajku zo železného plechu znamená dodržať postupnosť akcií. Práca pozostáva z jednoduchých krokov. Najskôr prebehne príprava, ktorá spočíva vo vytvorení značiek dielov a vyrezaní polotovarov.
Vo fáze formovania tela konštrukcie sa vytvorí prvok kruhového prierezu. Pri pripájaní je potrebné prvky zafixovať do jedného produktu.
Adaptéry na pripojenie rúr z plechu
Označenie a prázdne miesto môžete vytvoriť v niekoľkých fázach:
- Plachta sa položí na povrch bez švov. K tomu je vhodná podlahová krytina alebo pracovný stôl.
- Od horného okraja je označený úsek, ktorý sa veľkosťou rovná budúcej diaľnici. Značenie sa vykonáva označovacím zariadením. Prebieha tiež výroba.
- Cez značku sa urobí čiara. V tomto prípade sa použije štvorec.
- Z čiary je označená šírka segmentu, ktorá sa rovná časti potrubia. K výslednej hodnote pripočítajte 15 mm na spoj.
- Výsledné značky sú spojené a obrobok je rezaný.
Pri vytváraní značky stojí za zváženie rozmery produktu. Šírka je veľkosť priemeru plus jeden a pol centimetra navyše. Dĺžka obrobku musí byť väčšia ako rovná časť konštrukcie.
Cínová práca si urobte sami:
- Záhyby sú ohnuté k povrchu plechu v pravých uhloch. Predbežne je pre nich vyrobené čiarové značenie. palička. Plachta sa položí na okraj stola so zostupom na požadovanú dĺžku a ohnutie sa vykoná gumovým kladivom. Práce sa vykonávajú po celej dĺžke produktu.
- Rúrka z cínu s vlastnými rukami naznačuje ďalší ohyb v záhybe. V takom prípade sa vykoná označenie.
- Na konštrukciu potrubia sa používa okrúhly prvok. Na ňom je pozinkovaný plech, ktorý dostane zaoblený tvar. V tomto prípade sú ohnuté konce rúrok spojené.
Ohyby sú vyrobené tak, aby palička presne sedela na povrch rohu. Údery sú presné a jasné, ale nie silné, inak sa šev vyrovná.
Výroba plechových výrobkov je ukončená spájaním. V tomto prípade sú hrany kombinované, a
šev je pripevnený. V tomto prípade sa vodorovná časť ohýba nadol a zakrýva okraj. Vyčnievajúci šev je pomocou paličky ohnutý na povrch. Záhyb sa robí po boku záhybu v tvare písmena L. Ak to urobíte inak, potom voda prenikne dovnútra.
Je potrebné prepojiť plechové výrobky pre domácich majstrov. Okraje sú upevnené hliníkovými alebo oceľovými nitmi.
- Otvory pre nity sa vytvárajú každé tri centimetre.
- Okraje sú prehnuté smerom k sebe.
- Obrobok je zložený dozadu tak, aby okraje boli na vonkajšej strane konštrukcie.
- Okraje sú pripevnené nitmi.
Na uľahčenie spojenia konštrukcie by mal byť prvok na širokej strane mierne rozšírený. Na zaistenie tuhosti na okrajoch produktu. Správne označenie prispieva k ľahkému ukotveniu k iným prvkom, dokonca aj k továrenskej výrobe.
Podobné výrobky sa používajú pre odkvapy, ventilačné systémy a komínové konštrukcie.
Vlastnosti zdrojového materiálu
Predtým, ako začnete vyrábať rúrku z plechu, mali by ste sa oboznámiť s materiálom, z ktorého bude rúrka vyrobená, a s jeho vlastnosťami. Na začiatok stojí za to povedať, že ide o výrobky typu valcovania, inými slovami, cín je oceľový plech, ktorý prešiel valcami valcovne a má hrúbku 0,1 - 0,7 mm.
Okrem valcovacích operácií znamená technológia výroby plechu aj spracovanie hotových valcovaných výrobkov z procesu korózie. Za týmto účelom sa na oceľ po valcovaní nanáša vrstva materiálu, ktorá nepodlieha korózii.
Výsledkom vykonaných akcií je oceľový plech, ktorého šírka sa môže pohybovať od 512 do 1 000 mm, s pochrómovaným alebo zinkovým povlakom. Hotový výrobok je plast, takže s cínom sa dá ľahko manipulovať. V tomto prípade je možné valcované výstuhy porovnávať podľa pevnosti s oceľovými výrobkami. To umožňuje použitie plechu pri výrobe výrobkov zložitého dizajnu.
Vlastnosti materiálu
Pozinkované konštrukcie sú vyrobené z plechu. Materiál je valcovaný oceľový plech s hrúbkou 0,1 - 0,7 mm.
Výrobky zložitých tvarov sú vyrobené z mäkkého materiálu
Výroba plechov sa uskutočňuje na valcovacích strojoch, ale výrobky získané týmto spôsobom potrebujú ďalšiu ochranu. Preto je pokrytý materiálom, ktorý je odolný proti korózii. Spotrebitelia nakoniec dostanú oceľový plech so šírkou 512 - 1 000 mm, ktorý je opatrený mikrónovým povlakom chrómu, cínu alebo zinku.
Výrobok sa vyznačuje plasticitou, ktorá umožňuje ručné spracovanie plechu. Navyše, ak sú na materiáli navinuté výstuhy, nie je ich pevnosť nižšia ako v prípade oceľových náprotivkov. Z týchto dôvodov sa cín používa na výrobu výrobkov zložitých tvarov.
Potrebné nástroje
Zoznam nástrojov a zariadení potrebných na výrobu pozinkovaných komínových rúr vlastnými rukami je spôsobený vlastnosťami cínu, najmä mäkkosti a plastickosti. Spracovanie tohto typu materiálu nevyžaduje použitie osobitného úsilia, ktoré je potrebné pri práci s plošnými materiálmi.
Preto je pri výrobe cínových rúr pre komín potrebná nasledujúca sada nástrojov:
- Nožnice na rezanie kovov. Tento nástroj pomáha ľahko rezať listový materiál na požadované kúsky, pretože najväčšia hrúbka plechu dosahuje 0,7 mm.
- Kladivo s mäkkou hlavou. Môžete tiež použiť drevenú paličku, paličku alebo oceľové náradie s úchytom z mäkkej gumy. Posledná možnosť sa však používa veľmi opatrne alebo sa nevyužíva vôbec, pretože môže spôsobiť deformáciu tenkého plechu a zničiť celú prácu.
- Kliešte. Pomocou tohto nástroja riešia otázku, ako ohýbať rúrku z cínu, pretože je oceľová, aj keď je tenká, preto je nemožné ju ohýbať rukami.
- Pracovný stôl. Toto zariadenie je nevyhnutné pri rezaní materiálu a pri nanášaní značiek.
- Kalibračný prvok. Môže to byť rúrkový výrobok s priemerom viac ako 10 centimetrov, ako aj roh s okrajmi 7,5 centimetra. Tieto prvky musia byť dobre pripevnené, pretože na ich povrchu sa uskutoční nitovanie tupého spoja.
Okrem týchto nástrojov by ste si mali pripraviť pravítko alebo zvinovací meter a značkovač, ktorým je oceľová tyč s ostrým okrajom.
Inštalácia pozinkovaných potrubí spalín
Väčšina výrobcov pri predaji súpravy pre systém spalín pripojí podrobné pokyny na inštaláciu vlastnými rukami. Nie je ťažké namontovať štruktúru sami, stačí vziať do úvahy niektoré z funkcií, ktoré sú dobre známe profesionálom:
- Je potrebné spojiť komínové prvky metódou potrubia od potrubia, počnúc od spodného segmentu konštrukcie.
- Na čistenie pozinkovaných komínov je potrebné zabezpečiť niekoľko kontrolných vrtov.
- Každých pol metra sú kvôli inštalácii pripevnené nástenné konzoly, aby sa zabezpečila maximálna odolnosť proti zaťaženiu vetrom.
- Pri prechode podlahových dosiek a striech je namontovaná komínová priechodná zostava.
Inštalácia sa vykonáva v súlade s existujúcimi požiarnymi predpismi a SNiP.
Pravidlá pre vonkajšie a vnútorné usporiadanie potrubí

Ako a čo izolovať pozinkovaný komín
Ak nezávisle izolujete komínové potrubie z pozinkovanej ocele od kondenzátu, môžete znížiť náklady na konštrukciu o 1,5-2 krát. Na dokončenie práce budete potrebovať:
- Tepelná izolácia - používa sa minerálna nehorľavá izolácia s nízkym stupňom absorpcie vlhkosti. Hrúbka materiálu nie je menšia ako 5 mm.
- Ochranná vrstva - vrch minerálnej izolácie je pokrytý fóliovým materiálom. Vrstvy sú upevnené pletacím drôtom alebo svorkami.
Prípravná fáza
Najskôr sa na plechovú vrstvu nanesú značky, pozdĺž ktorých sa polotovar vyreže. Inými slovami, potrebná časť je vyrezaná z určitého plechu, z ktorého sa vytvorí obrys budúcej rúry. Proces značenia sa vykonáva nasledujúcim spôsobom: hárok sa položí na pracovný stôl a od horného okraja sa meria úsek rovný dĺžke potrubia. Tu je značka urobená značkou.
Potom sa pomocou štvorca nakreslí čiara pozdĺž tejto značky kolmo na bočný okraj. Teraz pozdĺž tejto čiary obvod potrubia, to isté sa deje pozdĺž horného okraja. Zároveň sa pozdĺž oboch okrajov pridá asi 1,5 cm, aby sa vytvorili spojovacie okraje. Horná a dolná značka sú spojené a obrobok je vyrezaný.
Ako sa vyrába telo rúry z cínu
Účelom tejto etapy je vytvorenie profilu potrubia. Po dĺžke obrobku v spodnej a hornej časti je nakreslená čiara, pozdĺž ktorej sa ohnú záhyby. V takom prípade sa meria 5 mm na jednej strane a 10 mm na druhej strane. Záhyby musia byť ohnuté pod uhlom 90 0. Za týmto účelom je obrobok položený na oceľovom rohu, pričom je línia skladania zarovnaná s okrajom rohu. Okraj paličkou štrajkujte, ohnite ho na kolmú stranu rohu.
Odporúča sa ohýbať výrobok postupne, prechádzať kladivom po celej jeho dĺžke. V takom prípade môžete začať ohýbať pomocou klieští.
Teraz pri ohybe, ktorého veľkosť je 10 mm, sa vytvorí ešte jeden ohyb, aby sa vytvorilo akési písmeno G. Pri skladaní ohybu musíte zabezpečiť, aby horný ohyb bol rovnobežný s obrobkom, a jeho dĺžka je 5 milimetrov. Preto pri kreslení čiary ohybu záhybu merajte na jednej strane raz 0,5 cm a na druhej strane - dvakrát po 0,5 cm.
Po dokončení formovania záhybov môžete pokračovať k formovaniu tela rúry. Za týmto účelom sa na kalibračný prvok položí prázdny list a poklepáva sa paličkou alebo iným vhodným nástrojom, aby sa získal profil určitého tvaru. Obrobok má najskôr tvar U a potom sa zaoblí. V takom prípade musia byť záhyby spojené dohromady.
Ako vyrobiť pozinkované potrubie vlastnými rukami: pokyny krok za krokom, výpočet podľa schémy a výkresu
Dobrý deň, drahý hosť!
Prvý pozinkovaný plech zišiel z montážnej linky jednej z britských tovární už v roku 1867. Je pravda, že v tom čase bol kov pokrytý výlučne zlatom a striebrom. Ale pred prvou svetovou vojnou sa začala vyrábať výroba dielov s ochrannou vrstvou zinku a odvtedy sú neuveriteľne populárne.
To nie je prekvapujúce - zinok predlžuje životnosť železa 20 - 30 krát. Výrobky z pozinkovanej ocele sú odolné, nepoddávajú sa hrdze a v každodennom živote sa správajú nie horšie ako nehrdzavejúca oceľ, hoci sú oveľa lacnejšie.
V dnešnom článku navrhujem venovať väčšiu pozornosť tomuto skromnému materiálu a povedať vám, ako si vyrobiť pozinkované potrubie vlastnými rukami.
Výhody a nevýhody takejto rúry
Pozinkovanie je primárne oceľ, materiál, ktorý má mnoho nepopierateľných výhod.
Tie obsahujú:
- Sila;
- Schopnosť odolávať vysokým teplotám;
- Vynikajúca tepelná vodivosť;
- Nízke náklady v porovnaní s inými materiálmi.
Ale bez ochranného povlaku podlieha železný kov korózii, rýchlo hrdzavie a stáva sa nepoužiteľným. Pozinkovanie tento problém úspešne vyriešilo. A napriek tomu, že pozinkované a oceľové rúry majú rovnaký tvar, pozinkovaný výrobok má množstvo výhod.
Ďalšie výhody pozinkovaného výrobku:
- Odolnosť proti korózii, schopnosť odolávať negatívnym vplyvom prostredia;
- Predĺžená životnosť;
- Zvýšená sila;
- Široký rozsah prevádzkových teplôt;
- Vysoká odolnosť proti mechanickému namáhaniu;
- Pozinkované potrubie odoláva vysokému vnútornému a vonkajšiemu tlaku;
- Jednoduchosť a ľahká inštalácia;
- Vysoká odolnosť proti ohňu;
- Zinok ničí všetky patogénne mikroorganizmy;
- Galvanické zinkovanie nie je prakticky horšie ako nízkolegovaná nehrdzavejúca oceľ, ale stojí rádovo lacnejšie.
Ale ako každé technické riešenie, ani potrubie z pozinkovaného železa nie je ideálne.
Nevýhody produktu:
- Nie veľmi atraktívny dizajn;
- Drahé v porovnaní s konvenčnou oceľou;
- Zinok komplikuje proces zvárania;
- Na rozdiel od plastu je za prítomnosti výčnelkov na stenách takmer nemožné zabezpečiť plynulý prechod v konštrukcii z pozinkovaných rúr.
Urobte to sami alebo si objednajte
Čo je lepšie, kúpiť pozinkovaný plech požadovanej hrúbky a ohýbať potrubie sami, alebo ísť do obchodu a kúpiť hotový výrobok?
Tipy na výber
Ako obvykle, začnime s cenou. Hotová rúra s priemerom 100 mm a dĺžkou 3 metre nás bude stáť asi 500 rubľov. Náklady na materiál sú v tomto prípade 150 rubľov, zvyšok tvoria mzdové náklady a marža predajcu.
A ak plánujete zorganizovať celý odvodňovací systém? Sami vidíte, že za hotové výrobky budete musieť preplatiť 2,5 - 3-krát. Svojpomocne vyrobené rúry výrazne zmiernia finančné zaťaženie.
Navyše, továrenské výrobky majú prísne definované rozmery a niekedy je ťažké nájsť ten pravý pre váš systém. A hrúbka hotovej rúry zvyčajne nepresahuje 1 mm.
Je nevyhnutné pamätať na to, že akýkoľvek továrenský výrobok, na rozdiel od domáceho, prechádza prísnou kontrolou kvality, má dokonale guľatý povrch a presnosť zvaru.
Či bude domáci remeselník schopný zabezpečiť splnenie všetkých týchto podmienok, zďaleka nie je skutočnosť.
Aký materiál zvoliť
Ak sa rozhodlo, že si diel vyrobíte svojpomocne, mali by ste začať výberom materiálu, v našom prípade pozinkovaného plechu požadovanej hrúbky.
Vlastnosti materiálu
Továrensky pozinkovaný oceľový plech musí zodpovedať GOST 14918-80. Hlavné charakteristiky, ktorým by ste mali venovať pozornosť pri výbere:
Najbežnejšia pozinkovaná hrúbka sa pohybuje od 0,35 do 3 mm. Čím tenší je plech, tým ľahšie sa spracováva, čo je dôležité pre domácu výrobu výrobkov. Ale nezabudnite - menšia hrúbka - menšia pevnosť.
- Hrúbka zinkového povlaku
Existujú 3 triedy materiálu podľa hrúbky zinkovej vrstvy. Pohodlne zhrňme údaje v tabuľke.
| Trieda ocele podľa hrúbky zinkovej vrstvy | Hmotnosť ochrannej vrstvy, ktorá je k dispozícii na oboch stranách (g) | Hrúbka povlaku (μm) |
| P (zvýšené) | 570 — 855 | 40-60 |
| Ja | 258-570 | 18-40 |
| II | 142.5-258 | 10-18 |
GOST umožňuje určité odchýlky v hrúbke a prítomnosti niektorých chýb
Značenie:
- НР - normálny rozdiel v hrúbke;
- UR - zmenšená zmena hrúbky.
Možnosti vzhľadu hárka:
- KR - S kryštalizačnými vzormi (niektoré praskliny a stmavnutie);
- MT - žiadne vzory.
Dôležitou charakteristikou pre výrobu rúr je schopnosť plechu ťahať:
- H - normálna kapucňa;
- G - hlboká kresba;
- VG - veľmi hlboká kresba.
Oceľové značenie VG má najvyššiu ťažnosť, H - zodpovedajúco najnižšiu.
Čo potrebujete na prácu
Po zakúpení hárku s potrebnými vlastnosťami by ste sa mali zásobiť potrebným inventárom.
Potrebné nástroje:
- Nožnice na kov. Vyberte vhodný nástroj na rezanie širokého plechu;
- Ručné kladivo (al. Palička) s gumovou alebo drevenou špičkou. Palička by mala byť pevná, ťažká, ale bez ostrých hrán;
- Predvalok z oceľovej rúry na tvarovanie tela rúry („pištoľ“). Jeho dĺžka je najmenej 1 meter, jeho priemer závisí od požadovaného priemeru hotového výrobku;
- Pravítko;
- Pozinkovací značkovací nástroj (ostrá kovová tyč);
- Pracovný stôl. V rohu stola pracovného stola by mal byť kovový roh, dlhý najmenej 1 m. Bude sa používať na ohýbanie okrajov potrubia, takže musí byť pripevnená veľmi bezpečne;
- Kliešte.
Výpočet veľkosti
Štandardný pozinkovaný plech je buď 1 000 × 2 000 mm alebo 1 250 × 2 500 mm, aj keď možno nájsť aj iné rezy.
Šírka obrobku sa vypočíta podľa vzorca:
L (obvod, je to šírka obrobku) = 2 * 3,14 * R (R je požadovaný polomer rúrky, mm).
Teda na výrobu rúrky s priemerom 100 mm musí byť vyrobený obrobok so šírkou
2 × 3,14 × 50 mm = 314 mm.
Pridajte 15 mm ohyb k výslednej výslednej dĺžke a získajte požadovanú veľkosť pre rezanie -300 mm.
Dôležitým bodom - šírkou obrobku - nie je hodnota konštantná. Na jednej strane je to 330 mm, na druhej strane 340 (pre rúrku s priemerom 100 mm). Toto sa vykonáva pre pohodlie následnej inštalácie potrubí navzájom alebo s inými prvkami systému.
Výkres a schéma
Obr. 1. Vzor plachty na fajku s priemerom 100mm.
Schéma formovania skladania je nasledovná:
Obr. 2
Vystrihnutie obrobku
Po vypočítaní požadovaných rozmerov sa vyrezá polotovar budúceho produktu. Pre to:
- Na vodorovnom povrchu je položený plechový plech, značenie sa nanáša v priamych líniách, striktne podľa veľkosti polotovaru.
Pre rúrku s priemerom 100 mm sa pozdĺž jedného okraja plechu merajú jeden za druhým segmenty 340 a 330 mm (pozri obrázok 1). Rovnaké segmenty, ale v opačnom poradí, sú označené na opačnej strane. Všetky kolmé čiary by mali byť nakreslené pomocou štvorca.
Nezabudnite pridať 15 - 20 mm k šírke produktu pre sklad!
- Plech sa rozrezáva na obdĺžniky podľa výkresu.
Formovanie profilu
Výsledné obdĺžnikové polotovary musia byť "zmenené" na rúrku. Za týmto účelom vytvorme jeho profil.
Fázy formovania profilu:
- Po celej dĺžke obrobku sú nakreslené dve čiary, s odsadením 5 mm od jedného okraja a 10 mm od druhého. Tieto čiary sú hranicami záhybu záhybu.
V našom prípade šev alebo zámok švu znamená typ spojenia okrajov rúrok;
- Ohnite okraje pozdĺž vyznačenej čiary, striktne pod uhlom 900. Použite na to kovový roh a líniu skladania zarovnajte s okrajom rohu. Začíname kliešťami, pokračujeme paličkou;
- Prechádzame kladivom po celej dĺžke, postupne formujeme budúci šev;
- Pri záhybe širokom 10 mm urobíme ďalší záhyb v tvare písmena G. Šírka hornej lišty je 5 mm, umiestnenie je striktne rovnobežné s obrobkom;
- Po vytvorení záhybov prejdite na telo potrubia. Položíme polotovar na delo a kladivom dáme listu guľatý tvar.
Spracovanie tupým zvarom
Konečnou fázou je spracovanie (zvlnenie) tupého švu.Za týmto účelom ohnite hornú časť záhybu v tvare písmena L nadol a omotajte protiľahlý okraj okolo nej. Výsledkom je záhyb niekoľkých vrstiev kovu, ktorý musí byť po celej dĺžke stlačený proti rúrke.
V továrni sa švu dodáva dodatočná pevnosť špeciálnymi kovovými nitmi.
U ručne vyrobených predmetov sa nevyžaduje ďalšie spracovanie.
výroba
Prezrite si užitočné súvisiace videá.
Výroba rúr:
Rovný rez rúrky:
Odborná rada
Pre pohodlie spojenia hotového potrubia s ostatnými prvkami systému je potrebné na konci produktu urobiť zásuvku.
Ako urobiť zásuvku na pozinkovanej kovovej rúre
Zvonček je technologické rozšírenie určené pre pohodlie vzájomnej montáže komunikačných prvkov a zasunutie v rovine. Objímka na hotovej rúre je vyrobená pozdĺž širokého okraja rozšírením okraja do hĺbky 15-20 mm. V továrni sa na spaľovanie používa špeciálny nástroj - rozširujúci sa kužeľ.
Doma si môžete okraj rúrky sami predĺžiť pomocou klieští. V ideálnom prípade - nainštalujte špeciálne krúžky na konce obrobku - výstuhy.
Obr. Rozšírenie vzoru:
Vlastnosti práce s cínom
Pozinkovaný plech je lacný a spoľahlivý materiál. Jeho hlavnou črtou je malá hrúbka (doma sa najčastejšie používa plech s hrúbkou 0,3 až 1 mm) a plastickosť. Vďaka svojej mäkkosti je pohodlné pracovať s pozinkovaním a pre začínajúceho klampiara nebude ťažké vyrobiť požadovaný produkt svojpomocne.
Zároveň je napriek mäkkosti ocele získaný ševový šev veľmi spoľahlivý a je schopný vydržať značné mechanické namáhanie.
Záver
Rozsah použitia pozinkovaných rúr je rozsiahly. Používajú sa na odvodnenie, komín, ventilačné systémy, takže schopnosť samostatne vyrábať diely určite nebude nadbytočná.
Osobne zisťujem, že akákoľvek zručnosť, ktorú sa naučíte, je vždy užitočná. Preto na vás čakám v našej skupine a komunitách. Lekcie, školiace videá, odborné rady - všetko je tam. Pripoj sa k nám!
(2 5,00 z 5) Načítava sa ...
Zdroj: https://vseotrube.ru/materialy/metallicheskie/kak-sdelat-trubu-iz-otsinkovki
Spracovanie spoja švu
Konečná fáza zahŕňa spracovanie zadného švu, to znamená jeho zvlnenie. Za týmto účelom je horná časť záhybu v tvare písmena L sklopená nadol, pričom sa obalí okrajom druhého záhybu. Výsledkom by mal byť akýsi sendvič kolmý na potrubie. Ak chcete získať tupý zvar, musíte sendvič pritlačiť k produktu.
Pre väčšiu spoľahlivosť je tupý šev vystužený nitmi. Rúry pre domácich majstrov z cínu, ktoré používajú tento spôsob spájania, však nepotrebujú ďalšie vystuženie.
Ako vyrobiť pozinkované potrubie vlastnými rukami?
Môžete si voľne kúpiť pozinkované rúry, ale náklady na tieto výrobky sú dosť vysoké, takže túžba vyrobiť pozinkovanú rúru vlastnými rukami je diktovaná predovšetkým ekonomickými dôvodmi.
Výroba pozinkovaných rúr zároveň nevyžaduje použitie osobitného úsilia, špeciálnych drahých prípravkov a nástrojov a nejakých odborných znalostí, takže sa s tým môže vyrovnať každý domáci remeselník, v ktorého arzenáli je súbor štandardného tesárstva nástroje.
Proces montáže rámu
Po príprave všetkých častí pre čln pokračujeme k priamemu procesu montáže člna z pozinkovanej ocele a dosiek vlastnými rukami. Ak to chcete urobiť, musíte urobiť nasledovné:
Odporúčame prečítať: Klady a zápory gumových člnov s tvrdým dnom pod motorom
- V luku je potrebné kombinovať dve strany a trojuholníkový polotovar na mašľu. Ako spojovacie prvky je možné použiť klince alebo samorezné skrutky.Ak blok vyčnieva nad boky, potom ho treba rozrezať na jednu úroveň.
- Ďalším krokom je inštalácia dočasného medzikusu. K tomuto procesu je potrebné pristupovať opatrne. Aby pri ohýbaní strán nedošlo k prasknutiu, rozpera sa založí v nie príliš veľkom uhle.
- Po inštalácii rozpery je potrebné bočné strany ešte prehnúť. Prácu urobí lano alebo dvojica pomocníkov.
- Zadnú časť dosadíme, upravíme, odstránime potrebné skosenie. Musíte dobre zapadnúť, aby ste nezanechali medzery. Všetko by malo tesne priliehať.
- Po dokončení uchytenia sme kladivom bili a odpílili všetky výčnelky.
- Po zložení strán namontujeme trvalé vzpery, zatiaľ čo demontujeme dočasné. Koľko podrobností je potrebné nastaviť, závisí od preferencie majiteľa.
Pred upevnením drevených častí klincami alebo samoreznými skrutkami stojí za to predvŕtať otvory vŕtačkou. Táto metóda zabraňuje praskaniu dosiek.
Konečnou fázou montáže drevenej konštrukcie bude zrazenie hrán na spodných častiach bočných strán, rozpery a poťahovanie ochrannou antiseptickou vrstvou.
Vlastnosti pozinkovaných rúr
Na vybavenie komínov sa používajú pozinkované kovové rúry, ktoré sú populárne vďaka svojej nízkej hmotnosti a teda ľahkej inštalácii. Pozinkované komíny nevyžadujú konštrukciu základu, a to výrazne znižuje náklady na komínové zariadenie.

Takéto potrubia spĺňajú normy požiarnej bezpečnosti, odolávajú teplotám až do 900 °, takže sa dajú použiť dokonca na odvod dymu z vykurovacích kotlov a sporákov na tuhé palivá.
Na vybavenie žľabov sa tiež používajú pozinkované rúry v domácej konštrukcii. Takéto rúry sú už z hľadiska nákladov dosť dostupné, ale zároveň sa dá tento proces ešte lacnejšie vyrobiť použitím ručne vyrábaných výrobkov.
Môžu byť použité pozinkované rúry pre komín
Za určitých podmienok sa používajú komíny pozinkované.
Keď sa zinok zahreje na 419 °, začne uvoľňovať látky škodlivé pre človeka. Preto sa odporúča inštalovať ohyby z tohto materiálu do dymovodov, kde teplota nepresahuje 350 ° C.

Podľa pravidiel ministerstva pre mimoriadne situácie z roku 2009 je použitie kovových prostriedkov na odstraňovanie dymu pre kachle na uhlie zakázané.
Navyše, jednostenný pozinkovaný vývod vyhorí po jednej alebo dvoch sezónach. V praxi sa používa ako vonkajší plášť v dvojplášťových konštrukciách s izoláciou.
Čo potrebujete na výrobu pozinkovaného potrubia
Doma, aby ste vyrobili pozinkované potrubie, potrebujete plechový plech, materiál kvôli svojej mäkkosti a ťažnosti nevyžaduje použitie osobitného úsilia.
Cín sa priemyselne vyrába z tenkého oceľového plechu s hrúbkou 0,1 až 0,7 mm na valcovacích strojoch, potom sa pokryje antikoróznou ochrannou vrstvou z chrómu, cínu alebo zinku. Nakoniec sa obrobky narezú na štandardné veľkosti so šírkou od 512 mm do 2 000 mm.

Pevnosť takýchto výrobkov nie je nijako nižšia ako u oceľových náprotivkov, najmä ak má materiál ďalšie výstuhy, ale zároveň je veľmi plastový a umožňuje vám ručne namontovať potrubia zložitého tvaru. Antikorózny náter chráni potrubie pred vonkajším prostredím.
Problémom takýchto rúrok je nedostatočná pevnosť v ohybe, preto sa na výrobu otvorených častí do konštrukcie zavádzajú výstuhy, ktoré spevňujú výrobok.
- v obchodoch je prezentovaná široká škála takýchto potrubí rôznych veľkostí: jednokruhové;
- dvojitý okruh (vyrobený vo forme sendviča a pozostávajúci z vnútornej a vonkajšej rúry);
- zvlnené, vyznačujúce sa zvýšenou pružnosťou.
Poznámka! Doma je technicky možné vyrobiť iba jednookruhové potrubie.
Pri výbere hrúbky plechu by sa mal brať do úvahy účel potrubia. Napríklad pozinkované potrubie na odvod spalín zo sporákov na tuhé palivo a krbov musí mať zvýšenú odolnosť voči vysokým teplotám a zároveň vysoké protikorózne vlastnosti.
To je dôležité! Čím vyššia je teplota pracovného média, tým hrubšie musia byť steny potrubia.
Náradie
Pre prácu sú potrebné špeciálne nástroje na ohýbanie, správne meranie uhla ohybu a rezanie potrubia na požadovanú dĺžku.
Typy výfukového potrubia dymu z pozinkovaného železa
Spotrebiteľovi sú ponúkané pozinkované rúry jednostenné a dvojstenné. Pre ľahšiu inštaláciu vyrábajú výrobcovia všetky potrebné komponenty: odpaliská, kontrolné kanály a odlučovače kondenzátu. Podporovaný je štandardný rozsah priemerov. Bude dosť problematické objednať si v továrni potrubie alebo adaptéry neštandardných veľkostí.
Pri výbere potrebného materiálu pre výfukový systém dymu budete musieť brať do úvahy technické vlastnosti, odolnosť materiálu proti vyhoreniu a účinky kyslého prostredia, ako aj hlavné možnosti prevádzky.
Pozinkované komínové sendvičové rúry
Dvojokruhové izolované komínové rúry z pozinkovaného plechu sú k dispozícii v dvoch verziách:
- Sendvičové rúry - konštrukcia, kde je vnútorná a vonkajšia vrstva vyrobená z pozinkovaného kovu. Konštrukcia znižuje produkciu kondenzátu, ale nie je schopná odolávať výraznému teplu. Deformácia nastáva, keď sa vnútorná vrstva zahreje na 500 ° C.
- Modulárne komíny vyrobené z kyselinovzdornej nehrdzavejúcej ocele s vonkajšou izoláciou a pozinkovaným plášťom. Takéto zariadenie výrazne znižuje náklady na konštrukciu a zvyšuje životnosť takmer dvakrát.
Vnútorná vrstva potrubia by mala byť vyrobená z kovu s hrúbkou 1 mm, pre vonkajšiu vrstvu stačí 0,5 mm.
Pozinkované jednostenné komíny
Pozinkovaný komín rýchlo zhorí v nasledujúcich prípadoch:
- Nie je tam žiadna izolácia.
- Nesprávne zvolená hrúbka potrubia.
- Nedodržanie alebo prerušenie výrobného procesu. Galvanické zinkovanie je vyrobené z uhlíkovej ocele podľa GOST 14918-80.
Ak sú splnené všetky tieto podmienky, jednovrstvové pozinkované potrubie môže pracovať až 10 rokov.
Pokyny na výrobu pozinkovaných rúr
Najskôr je potrebné označiť železný plech tak, že na jednej strane použijete línie skladacích línií o veľkosti 5 mm, na druhej dvakrát dvakrát po 5 mm, aby bol záhyb na jednej strane širší ako druhý, aby sa vytvoril silný šev v budúcnosti. Roh a štipce ohnite hárok z oboch strán v uhle 90 °.

To je dôležité! Tvar ohýbajte postupne, pohybujte sa od jedného okraja k druhému pozdĺž línie preloženia.
Potom sa otočením obrobku vytvoria záhyby, uhol sa nastaví na 135 - 140 °, poklepaním na okraje plechu paličkou alebo kladivom s mäkkým úderníkom tak, aby nedošlo k poškodeniu materiálu výrobku. Po vytvorení záhybov môžete pokračovať k vytvoreniu samotného potrubia.
Pripojte obrobok k šablóne na prispôsobenie veľkosti, aby ste ho tvarovali, a znovu na ňu klepajte, kým sa záhyby nespoja.
Široký okraj je opäť ohnutý rovnobežne s rovinou výrobku v uhle 90 °.
Poslednou etapou je spojenie koncov pomocou plochého švu pomocou paličky.
Zarovnajte záhyby, ohnite vodorovnú časť druhého záhybu, omotajte ním prvý záhyb a potom ohnite tento šev a silno ho pritlačte na rovinu potrubia.
Spoj môžete dodatočne spevniť kovovými nitmi pomocou zváracieho stroja, aj keď najčastejšie pozinkované rúry spojené plochým švom nepotrebujú ďalšie vystuženie.










