

Ako ohýbať potrubie v pravom uhle
Kov pôsobí ako dosť silný materiál, ale pri špeciálnej expozícii sa dá ohýbať. K dnešnému dňu existuje niekoľko spôsobov, ako tento problém vyriešiť. Prvou technológiou je použitie kolíkov. Musíte však pamätať na to, že táto metóda môže potrubie poškodiť alebo dokonca zlomiť. Tomu sa dá vyhnúť vyplnením vnútornej dutiny suchým pieskom. Zástrčky by mali byť inštalované na oboch koncoch.

Ďalším krokom je začať s ohýbaním. Za týmto účelom sú kolíky vykopané do zeme. Použijete ich ako páku. Ak si nie ste istí svojimi schopnosťami, mali by ste najskôr zacvičiť na nepotrebných úsekoch potrubia. Ak sa stretávate s otázkou, ako ohýbať rúrku bez ohýbačky rúr, potom pomocou tejto technológie môžete zmeniť tvar výrobku, ktorého priemer sa pohybuje od 16 do 20 mm. Pre rúry s pôsobivejším priemerom nie je táto technika vhodná, pretože proces bude dosť komplikovaný. Je tiež dôležité vziať do úvahy podkladový materiál. Napríklad na galvanizáciu sa odporúčajú iné metódy.
Ako si sami vyrobiť ohýbačku rúrok
V niektorých prípadoch sa zaobídete bez nákupu ručný ohýbačka profilov. Toto zariadenie si môžete vyrobiť sami. Je vhodný na spracovanie výrobkov z rúrok malého priemeru, napríklad na rám altánkov alebo skleníkov.
Pre potrubné výrobky, ktorých priemer nepresahuje 2 cm, stačí len vytvoriť štruktúry z
betónový blok a oceľové bajonety... 4 otvory sú vyrobené z betónu, do nich sú vložené kovové kolíky, cez ktoré sa vedie profesionálna rúrka a ohýba sa požadovaným smerom.
Pre potrubné konštrukcie s priemerom nad 2,5 cm je potrebné vytvoriť ohyb profilu pomocou valčekov... Sú pripevnené na betónovom podklade. Hodnota polomeru bočných okrajov valčekov sa musí rovnať polomeru ohnutej rúry. Profilovaná rúra umiestnená medzi kolesami je na jednom konci pripevnená. Na druhom konci je pripevnený k navijaku, ktorý je poháňaný a dáva potrubiu potrebný ohyb.
Pri vytváraní domácich ohýbačiek rúrok pre profilové potrubie je potrebné brať do úvahy nasledujúce parametre:
- Vzdialenosť od rúry k hnaciemu kolesu ohýbajúcemu profil závisí od rozmerov potrubia: pre výrobok s polomerom 2,5 cm je potrebná medzera 6 mm, pre väčšie konštrukcie rúr sa tento údaj pohybuje od 6 do 12 mm.
- Príliš malá vzdialenosť medzi kolesom a potrubím spôsobí potrebu vynaložiť oveľa väčšie fyzické úsilie na ohýbanie konštrukcie potrubia.
- Výsledkom bude príliš veľká vôľa nerovnomerné ohýbanie a porušenie celistvosti konštrukcie.
Pomocou vykurovacej technológie
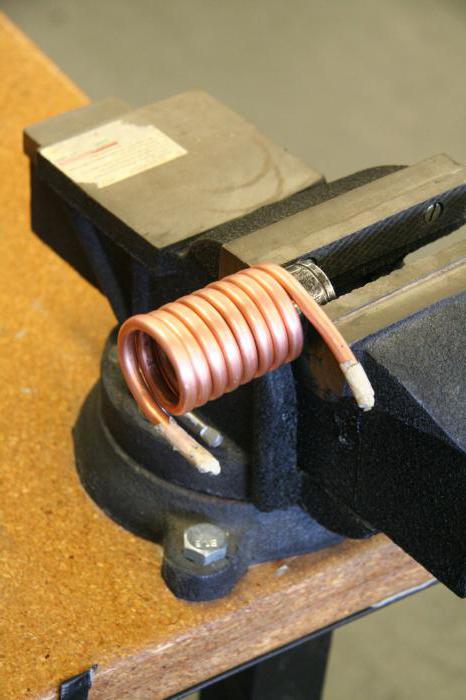
Pred ohnutím rúrky bez ohýbačky rúr by ste si mali premyslieť, ktorá technológia je na to najlepšia. Kúrenie môže byť skvelým riešením. Táto metóda sa bežne používa pre oceľové a hliníkové potrubia. Pri procedúre je výrobok upevnený vo zveráku, ale najskôr musí byť naplnený a ohriaty plynovým horákom na miesto, ktoré sa chystáte ohnúť. Teplota sa určuje pomerne jednoducho: keď sa kúsok papiera priblíži k potrubiu, malo by sa z neho začať fajčiť. Ak sa použije oceľový blok, po zahriatí by mal sčervenať. Z bezpečnostných dôvodov by technik mal nosiť rukavice.

Rovinne rovnobežná doska
Ak stojíte pred úlohou, ako ohýbať rúru bez ohýbačky rúrok, môžete použiť platňu rovnobežnú s rovinou. Táto technika spočíva v zafixovaní produktu do svorky. Potom sa môžete ohýbať a musí sa to robiť pozdĺž dosky. Táto technika sa považuje nielen za ekonomickú, ale aj za jednoduchú. Aby sa dosiahol pozitívny výsledok, malo by sa použiť niekoľko platní, z ktorých každá má iné zakrivenie. Hlavnou podmienkou je použitie oceľovej rúry. Dĺžka produktu by mala byť dosť pôsobivá.

Pomocou kovovej pružiny
Domáci remeselníci pomerne často premýšľajú nad otázkou, ako ohýbať potrubie bez ohýbačky rúr doma. Môže sa na to použiť kovová pružina. Táto technika je vynikajúca pre neželezné rúry, ktoré majú dobrú tvárnosť.
Aby sa zabránilo deformácii, použije sa pružina. Pre získanie dobrého výsledku je potrebné brať do úvahy veľkosť pružiny, ktorá musí zodpovedať vnútornému priemeru kovovej konštrukcie. Táto požiadavka je spôsobená skutočnosťou, že rúrka sa má vložiť do dutiny. Potom je možné ohýbať viazanie pružiny pomocou drôtu, aby sa uľahčilo jej neskoršie vytiahnutie.
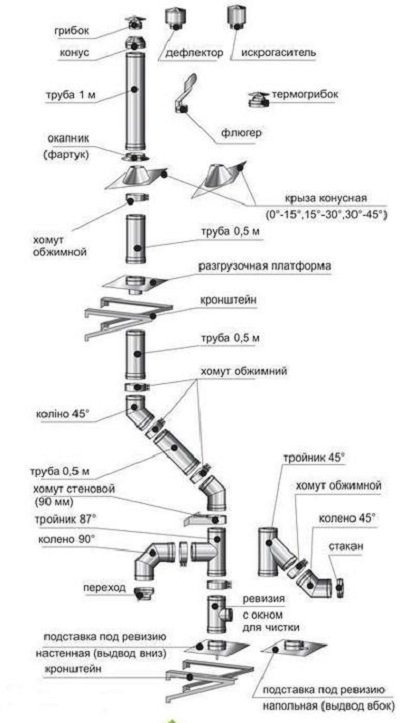
Ako vyrábať komíny z nehrdzavejúcej ocele vlastnými rukami - dizajn a technológia
Návrh komína by mal byť vždy profesionálny. K tomu je potrebné vziať do úvahy špecifiká prevádzky ohrievača, poznať parametre budovy a klimatické vlastnosti oblasti. Iba po zohľadnení všetkých týchto parametrov si môžete zvoliť optimálnu technológiu a materiál na výrobu komína (viac podrobností o typoch bolo napísaných tu).
S príchodom modulárnych sendvičových komínových systémov sa mnoho remeselníkov pustilo do výroby vlastných analógov. Je to však možné aj doma? Na zodpovedanie tejto otázky je potrebné analyzovať použité materiály a nástroje.
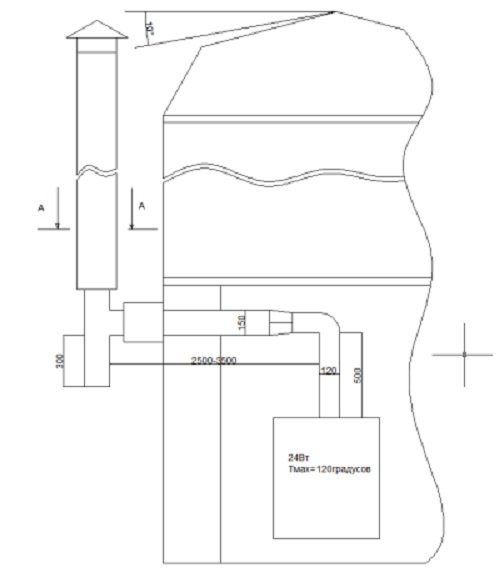
Vypracovanie komína
Pred zhotovením komína musíte poznať presnú spotrebu materiálu. Za týmto účelom je vypracovaný plán zohľadňujúci špecifiká budovy a umiestnenie kotla.
Ďalej je potrebné brať do úvahy priemer potrubia, ktorý musí zodpovedať vlastnostiam ohrievača. V takýchto prípadoch sa často robia chyby pri plánovaní dlhých vodorovných častí potrubia.
To vedie k výraznému zníženiu ťahu a rýchlej tvorbe sadzí v horizontálnom potrubí.
Požiadavky na nerezové komíny
Materiál
Ako materiál na výrobu priemyselných komínov sa používa špeciálna žiaruvzdorná nehrdzavejúca oceľ.
Pri jeho výrobe prebieha proces legovania chrómom, niklom a molybdénom. To mu dáva špeciálne vlastnosti, ktoré mu umožňujú udržiavať celistvú štruktúru materiálu pri vystavení vysokým teplotám. Patria sem nasledujúce značky - AISI 316 L, AISI 310 S, AISI 304 a AISI 321.

V závislosti od percenta legovaných prvkov sa menia určité vlastnosti materiálu:
- Chróm významne zlepšuje tvrdosť a odolnosť proti korózii.
- Nikel je zodpovedný za ťažnosť a pevnosť.
- Molybdén - zvyšuje pevnosť pri vystavení vysokým teplotám.
To všetko naznačuje dôležitosť výberu materiálu pri výrobe vlastného komína z nehrdzavejúcej ocele. Boli urobené pokusy o ich výrobu z obyčajnej potravinárskej ocele. Jeho hlavnou nevýhodou je vysoký obsah chrómu, t.j. pri vystavení vysokým teplotám sa rýchlo zhorší.
Príklady výroby takýchto štruktúr sú uvedené nižšie:

Ako môžete vidieť na fotografiách, plátna sú jednoducho skrútené do niekoľkých vrstiev a držané množstvom nitov. Tento dizajn však vyvoláva množstvo otázok:
- Ak nity nie sú vyrobené z tepelne odolnej nehrdzavejúcej ocele, potom vplyvom tepla stratia svoj tvar a jednoducho vypadnú z konštrukcie.
- Nedostatok spojovacej zásuvky. Ak sa inštalácia vykonáva „na tupo“, je vysoká pravdepodobnosť vnikania spalín do priestoru medzi oceľovými vrstvami. To povedie k rýchlemu opotrebovaniu.
- Oceľová trieda. Inštalácia takejto konštrukcie by sa mala vykonávať až po hlavnom, spoľahlivom komíne. V opačnom prípade sa inak potrubie rýchlo zhorí v dôsledku vysokých teplôt.
Ak si chcete vyrobiť nerezový komín sami, mali by ste zvoliť správny stupeň ocele. Vlastnoručne vyrobený sendvičový komín by mal pozostávať z tepelne odolnej oceľovej vnútornej a vonkajšej rúry s dobrou odolnosťou proti poveternostným vplyvom.
Priestor medzi rúrami je izolovaný čadičovou vlnou.
Výrobná technológia
Po zakúpení materiálu by ste mali zvážiť spôsob jeho spracovania. Pri výrobe sa na výrobu valcových prvkov používajú špeciálne valčeky a zváracie stroje. Doma je dosť problematické „vyrovnať sa“ s plechom z nehrdzavejúcej ocele. Na niektorých zdrojoch sa odporúča urobiť to pomocou širokých svoriek a spoj plechu ošetriť špeciálnym žiaruvzdorným tmelom. Ale táto výrobná metóda nespĺňa najzákladnejšie bezpečnostné požiadavky na komíny.
Preto ak nie je možné spracovať oceľový plech pomocou profesionálneho zariadenia, odporúča sa použiť hotové prvky prefabrikovaného komína z nehrdzavejúcej ocele.
Aby ste sa presvedčili o náročnosti výroby nehrdzavejúcich komínov, môžete si pozrieť video o procese ich výroby:
Profilové potrubie a jeho modifikácia
Tento typ kovovej konštrukcie je dosť populárny pri stavbe skleníkov a altánkov na osobnom pozemku. Hlavnou vlastnosťou stavebného materiálu je, že sa môže pri ohýbaní poškodiť. Východiskom z tejto situácie môže byť vyplnenie vnútornej dutiny jemným pieskom alebo vodou. Tieto činnosti eliminujú možnosť poškodenia potrubia a dosahujú vynikajúci výsledok. Táto technika je vhodná pre mosadzné a duralové potrubie.
Ak uvažujete o otázke, ako ohýbať rúrku bez ohýbačky rúr pre vrchlík, potom na to môžete použiť gumovú paličku. Používa sa na výrobky štvorcového tvaru. Potrubie je inštalované na spoľahlivých podperách a potom sa použije palička. Akcie musia byť presné a plynulé, aby sa vylúčila možnosť poškodenia. Ak je potrebné dosiahnuť veľký uhol, potom je na uľahčenie procesu potrebné potrubie zahriať na mieste, kde by sa malo ohýbať.
Tvar rúr z nehrdzavejúcej ocele pre komíny, sendviče, kachle, vane: štvorcový, okrúhly
Okrúhla rúrka je typom produktu, ktorý je v priemyselných podnikoch požadovaný. Používa sa pri stavbe potrubí v ropnom a plynárenskom priemysle, v stavebníctve, zásobovaní vodou a kúrením, v strojárstve, pri stavbe nádob a valcov.

Formuláre môžu byť veľmi odlišné, ak potrebujete niečo neobvyklé, objednajte sa k špecialistovi
Antikorózne obdĺžnikové rúry sú bežné pre nosné konštrukcie, podpery a stojany na zariadenia. Hlavným plusom je ľahkosť v porovnaní s okrúhlymi výrobkami. Odborníci tiež zaznamenávajú taký indikátor ako vynikajúcu pevnosť - kvôli vystužujúcim rebrám profilu.
Štvorcová trubica je nevyhnutná pri vytváraní štruktúr pre potravinársky priemysel, farmaceutický a chemický priemysel. Pohľad na produkt je schopný vydržať slušné zaťaženie, napríklad vo ventilačných systémoch. Často ich kupujú súkromní obchodníci na stavbu plotov, skleníkov a iných letných chát.Ľahký a odolný profil je navyše vhodný na výrobu hojdačiek a šmýkačiek.
Rozdiely sú čisto vonkajšie a nijako neovplyvňujú kvalitu tovaru.
Metódy ohýbania kovoplastov
Docela často sa majitelia predmestských nehnuteľností pýtajú, ako sami ohýbať potrubie bez ohýbačky rúr. Ak je k dispozícii kovoplast, môžete použiť svoju vlastnú silu bez použitia nástrojov. Výrobok je upnutý a hladko ohnutý. V tomto prípade je dôležité vylúčiť pravdepodobnosť skloňovania. Je dôležité riadiť sa pravidlami, ktoré stanovujú, že na každé 2 cm obrobku môže byť uhol ohybu 15 °.
Ak sa stretávate s otázkou, ako ohýbať rúrku bez ohýbačky rúrok pre skleník, potom môžete použiť kúsky drôtu, ktoré vyplnia vnútornú dutinu. Takto môžete dosiahnuť rovnomerné a hladké ohyby v čo najkratšom čase. Ako plnivo sa môže použiť suchý jemný piesok. Naleje sa dovnútra a okraje sú uzavreté zátkami. Potom musí byť jeden koniec výrobku zafixovaný, čím sa zabezpečí spoľahlivosť a pevnosť upevnenia. Na zahriatie záhybu použite plynový horák alebo horák. Materiál sa skontroluje na pripravenosť pomocou kúska papiera.

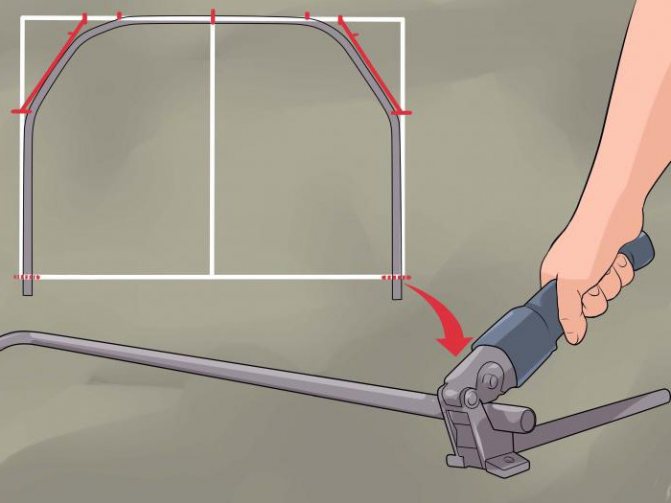
Zariadenia na ohýbanie rúrok
Existuje mnoho spôsobov, ako ohýbať potrubie, a to aj ručne, existuje však veľké riziko zlomenia. Preto je najlepšie na ohýbanie použiť špeciálne vybavenie alebo materiály, ktoré sú po ruke, čo výrazne uľahčí postup ohýbania.
Ohýbačka rúrok
Na ohýbanie kovovej rúry sa používajú špeciálne zariadenia - profesionálne ohýbačky rúrok, ktoré sa líšia dizajnom:
- Ručný ohýbač rúrok sa používa na ohýbanie rúrok s malými priemermi prierezu. Toto zariadenie spravidla môže ohýbať rúry vyrobené z farebných kovov a nehrdzavejúcej ocele. Pred ohýbaním rúr z hliníka alebo nehrdzavejúcej ocele vložte jeden jej koniec do ohýbačky rúr a pomocou páky výrobok postupne ohýbajte do požadovaného uhla.
- hydraulické ohýbačky rúrok sú zariadenia určené na ohýbanie rúrok veľkého priemeru. V tomto zariadení sú všetky sily pôsobiace na ohyb kompenzované hydraulickými valcami. Ako ohýbať rúru veľkého priemeru pomocou hydraulického ohýbača rúrok? Najskôr musíte určiť miesto ohybu, potom upevniť jeden koniec potrubia do drážok ohýbačky rúr a pomocou páky vykonať translačné pohyby.

- na ohýbanie rúrok s rôznymi priemermi prierezu sa používajú elektromechanické ohýbačky rúrok. Vyznačujú sa vysokou produktivitou, presným ohýbaním rúr a bez potreby fyzickej sily obsluhy. Takéto zariadenia sú drahé, preto by ste si ich nemali kupovať na súkromné účely.


Rovinne rovnobežná doska
Ak je mimoriadne potrebné ohýbať rúrku a nemáte po ruke ohýbač rúrok, môžete na ohnutie rúrky použiť dosku - už ohnutý obrobok s drážkou, ktorý je vhodný na ohýbanie kovových a kovoplastových rúr s priemer až 45 mm. Rúra, ktorá sa má ohýbať, sa vloží do špeciálnej svorky na doske, upne sa a ohne pozdĺž dosky pozdĺž drážky. Táto metóda ohýbania bez ohýbačky rúr je dosť primitívna, ale ako ukazuje prax, je veľmi spoľahlivá.
Dôležité! Iba rovné rúrky je možné ohýbať pomocou rovinnej rovnobežnej dosky.
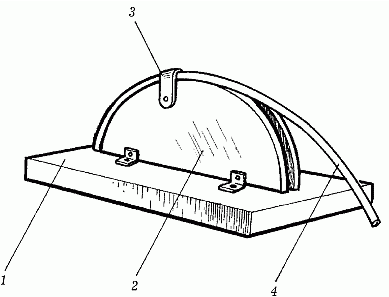
Obrázok ukazuje najjednoduchšiu konštrukciu rovinnej rovnobežnej dosky, kde 1 je doska, 2 je doska, 3 je svorka, 4 je rúrka, ktorú je potrebné ohýbať. Takéto zariadenie si môžete vyrobiť sami.
Oceľová pružina
Na ohýbanie rúrok vyrobených z neželezných kovov, ktoré sú dostatočne mäkké a poddajné a ktoré sú pri ohýbaní často poškodené alebo prasknuté, sa používa oceľová pružina strednej tvrdosti, ktorej priemer by mal umožňovať vstup do vnútra rúry.Pružina sa zavádza na miesto budúceho ohybu, po ktorom je možné potrubie ohnúť na koleno alebo upevniť pomocou zveráka. Oceľová pružina umožní, aby sa steny rúr ľahko ohýbali bez toho, aby sa deformovali alebo praskli, pretože na seba berú všetky sily stlačenia a natiahnutia kovu.
Pamätajte! Pred vložením oceľovej pružiny do rúry pripevnite na jej koniec dlhý drôt alebo silnú šnúru, pomocou ktorej pružinu po ohnutí ľahko vytiahnete z rúry.
Metódy ohýbania rúr z polypropylénu
Ak je potrebné zmeniť smer ohýbania polypropylénovej rúrky, môže sa použiť jedna z dvoch možných metód. Prvý spočíva v zahrievaní záhybu. Na to sa zvyčajne používa stavebný sušič vlasov. Optimálna teplota ohrevu je 150 ° C. Ruky by mali byť chránené rukavicami, ktoré sú odolné voči vysokým teplotám.
V záverečnej fáze sa výrobok ohne do požadovaného tvaru. Zhrubnutá stena by mala byť umiestnená na vonkajšej strane zákruty. Po ochladení materiálu bude potrebné skontrolovať, či nemá praskliny a priehlbiny. Ďalším spôsobom, ako ohýbať také potrubie, je zima. Polomer ohybu by však nemal byť väčší ako 8 priemerov, inak by sa výrobok mohol zlomiť.
Metódy ohýbania rúrok bez ohýbačky rúrok z rôznych materiálov
Často sa stáva, že je potrebné okamžite ohýbať potrubie, aby ste mali čas na dokončenie kladenia vodovodného systému, inštaláciu teplej podlahy alebo dokončenie vytvorenia zakriveného výrobku, ale po ruke nie je ohýbačka rúrok a je veľmi ďaleko do najbližšej dielne. Čo robiť v takejto situácii? A ako to ohýbať bez ohýbačky rúr?
Tipy na ohýbanie kovovo-plastovej rúry
Pri stavbe súkromných domov sa často používajú kovoplastové rúry, spravidla ohnuté. Ale ich ohýbanie pomocou ohýbačky rúr sa neodporúča! Preto je lepšie ich ohýbať ručne - je to jednoduchšie a rýchlejšie. Ale neoplatí sa ohýbať potrubie jedným ťahom. Nakoniec existuje veľké riziko jeho poškodenia. Najlepšie je preto flexiu vykonávať postupne, pomaly, pohybom vpred. Aby ste to dosiahli, musíte vziať potrubie do rúk a ohýbať ho v požadovanom uhle v 5-6 prístupoch.
Ohýbame polypropylénovú rúrku
Ohnuté polypropylénové rúry sa spravidla používajú pri pokládke vodovodu, kúrenia, kanalizácie obchádzajúcej nejaký druh prekážky. Ale polypropylén je pomerne tvrdý materiál, ktorý sa nedá ohýbať; pri ohýbaní je pružný a vracia sa do svojej pôvodnej polohy.
Ako potom ohýbať polypropylénovú rúrku? Pomocou priemyselného sušiča vlasov! Postupným zahrievaním v mieste záhybu ho môžete ohýbať v ľubovoľnom uhle. Hlavnou vecou je neustále sa zahrievať a zároveň ju ohýbať plynulými pohybmi. Pamätajte však, že je tiež nemožné silne zahriať polypropylénové potrubie, pretože sa začne topiť.
Ako ohýbať plastové potrubie
Aby ste mohli ohýbať PVC rúrku, musíte si kúpiť drevovláknitú dosku. Z nich môžete zostaviť rám, ktorý je potrebný na to, aby štruktúra získala určitý tvar. Akonáhle dáte doske požadovaný tvar, treba ju prebrúsiť, je lepšie na to použiť jemný brúsny papier.
Ďalším krokom je vytvorenie silikónového obalu pre plastový polotovar. Bude slúžiť ako spojovací prvok pre štruktúru z PVC v ráme. Okrem toho bude hrať ochrannú úlohu pred trieskami, mechanickým poškodením a poškriabaním. Objekt sa vloží do pripraveného ochranného plášťa a potom sa ohýba miesto ohybu. Plast zmäkne a sedí na ráme. Týmto spôsobom dosiahnete požadovaný tvar plastového polotovaru. Produkt sa nechá stáť, kým nevychladne. Bude to trvať 15 minút. Potom je možné z rámu vybrať PVC rúrku a nechať ju úplne vychladnúť.
Odporúčania špecialistov
Ak sa stretávate s otázkou, ako ohýbať hliníkovú rúrku bez ohýbačky rúr, potom môžete na vykonanie práce použiť brúsku, pomocou ktorej je potrebné v mieste zamýšľaného ohybu urobiť niekoľko tenkých rezov. Produkt je predbežne upnutý vo zveráku. Akonáhle sú rezy urobené, mali by byť očistené od triesok, až potom môžete začať ohýbať potrubie.
Niekedy je potrebné výrobok ohýbať do kruhu. Len čo sa krúžok uzavrie, otvory sa zvárajú a niektorí remeselníci na to dokonca používajú spájkovačku. Aby bolo miesto záhybu úhľadné, je dodatočne prebrúsené a pokryté ochranným prostriedkom. Tým sa eliminuje korózia a predčasné zničenie spoja.
Vlastnosti ohýbania rúrok

Všetky spôsoby ohýbania obrobkov možno rozdeliť na ručné a mechanické, ako aj teplé a studené. Niekedy je proces ohýbania sprevádzaný nežiaducimi následkami pre rúrkový výrobok, ktoré majú výrazný vplyv na následnú činnosť prvku. Stupeň prejavu týchto následkov závisí od materiálu, z ktorého je rúrka vyrobená, od jej priemeru, polomeru ohybu, ako aj od spôsobu, ktorým sa postup ohýbania vykonal.
Medzi negatívne dôsledky ohýbania patria nasledujúce body:
- Zníženie hrúbky steny obrobku umiestneného pozdĺž vonkajšieho polomeru ohybu.
- Tvorba záhybov a záhybov na stene, ktorá sa nachádza pozdĺž vnútorného polomeru ohybu.
- Zmena konfigurácie úseku (zmenšenie veľkosti lúmenu a jeho tvarová ovalizácia).
- Zmena polomeru ohybu v dôsledku pružiaceho účinku materiálu.
Najbežnejšou nevýhodou ohýbania je zmena konfigurácie profilu a hrúbky steny. V dôsledku namáhania kovu sa vonkajšia stena v ohybe stenčuje a vnútorná stena sa naopak zahusťuje. To má za následok znateľné oslabenie rúrkového prvku. Tento jav je nebezpečný pretrhnutím vonkajšej steny potrubia, pretože je vystavený väčšiemu tlaku prepravovaného média.
Taktiež výrazne oslabuje ovalizáciu obrobku. Takýto jav je obzvlášť nebezpečný pri ohýbaní potrubia určeného na prepravu látky v podmienkach pulzujúcej záťaže. Ak sa tieto prvky používajú ako stavebné konštrukcie, potom ovalizácia ovplyvní vzhľad prvku. Preto sa v procese ohýbania snažia čo najviac minimalizovať takéto javy.
Ak sa na vnútornej stene vytvoria záhyby v dôsledku zahustenia materiálu, bude to mať za následok nielen zmenšenie prierezu, ale aj vytvorenie odporu pre pohybujúci sa prúd. To následne zvýši pravdepodobnosť korózie. Okrem toho sa zníži únosnosť rúrkového konštrukčného člena.










