Заваривање цеви за грејање је главни метод за склапање кућних и индустријских комуникација. Прикључци ове врсте не захтевају никакво одржавање, попут лепљених или навојних спојева, али су подложни сталним топлотним и механичким оптерећењима. На основу овога, морате пажљиво одабрати алате, материјале и пажљиво посматрати технологију заваривања. Кршење правила за спајање метала доводи до појаве пукотина и развоја корозије. Ако планирате да урадите овај поступак сопственим рукама, требало би да схватите које се методе користе за заваривање грејања, као и професионалним техникама за постизање висококвалитетног и трајног резултата.
Сет алата и опреме

Припремите алате и заштитну одећу за заваривање
Заваривање цеви за грејање електричним заваривањем започиње припремном фазом:
- Припрема мајстора. Неопходно је правилно опремити радно место, осигурати поштовање мера безбедности, ако је потребно, поново прочитати упутства за руковање опремом и материјалима. За заваривање цеви електричним заваривањем биће потребни заштитни уређаји. Ту спадају посебно ватроотпорно одело (панталоне, јакна, капа са ливрејом), маска, ципеле и гамаше. Морате се побринути за добру вентилацију.
- Припрема алата и материјала. Треба обратити пажњу на сваки мали детаљ, јер од тога зависе погодност рада и квалитет коначног резултата.
За заваривање грејања потребни су вам следећи алати и уређаји:
- апарат за заваривање са резервним држачем;
- брусилица са резним и брусним дисковима;
- метална четка;
- брусни папир различитих величина зрна;
- чекић;
- залиха електрода;
- порок;
- стезаљке;
- челични или азбестно-цементни лимови за заштиту зидова од металних капи и чађи;
- церада за покривање пода.
Пре заваривања цеви електричним заваривањем потребно је проверити усклађеност каблова, утичница и машина у штитнику са индикаторима припремљеног апарата. Морају бити довољно снажни да поднесу велика оптерећења која намеће чак и опрема за домаћинство.





Редослед рада приликом замене радијатора
Инсталацију грејних батерија помоћу плинског заваривања мора изводити квалификовани заваривач са одговарајућом стручном спремом и дугогодишњим искуством рада. Такође, предуслов је употреба висококвалитетне опреме која омогућава израду завареног шава потребне поузданости и чврстоће и испуњава сигурносне захтеве.
Белешка! Ако би требало да користите плинско заваривање за замену батерија у стану, онда је пре почетка рада неопходно прибавити потребне дозволе. С обзиром на тренутну забрану заваривања у вишестамбеним зградама, без одговарајућих одобрења, уместо топлоте и удобности, од нових радијатора можете добити импресивне новчане казне.
Све што је потребно за рад
- Испуштање расхладне течности из система. Ако се то не уради на прописани начин, тада ће доћи до одвода током демонтаже старог радијатора тачно у просторији у којој се изводе радови. У приватној кући, по правилу, прилично је лако уклонити воду из система грејања помоћу наменске славине.
- Демонтажа старих батерија. Акције су прилично једноставне - цеви се пресецају обичном брусилицом. То треба урадити што је пажљивије могуће тако да уградња нових уређаја за грејање не изазива потешкоће и брзо иде.
- Спаковање нове батерије. То можете и сами. Потребно је само неколико материјала - инвестициона паста, подесиви кључ, лан, сет навртки за цеви у систему. Матице, запечаћене ланом и премазане пастом, зашрафљене су на цеви које вире из радијатора. Затим се са бочне стране везе са цевима система постављају американац (куглични вентил са брисачем) и кран Мајевског.
- Инсталирање нове батерије. По правилу се инсталира на месту старог. Повезивање се врши завртњем вентила у цев, а затим повезивањем са америчким и постављањем цеви за систем грејања за заваривање на успонски вод. Затим следи сам поступак заваривања, а на њему се постављају краткоспојник и дизалица. Преклада ће створити додатну циркулацију воде, а славина се по жељи може поставити на њу.
- највећи могући пренос топлоте;
- отпор на падове притиска;
- импресиван радни век;
- технолошка прилагодба условима рада;
- сигурност повреда, обезбеђена заглађеним угловима решетке хладњака и оптималном температурном баријером;
- грациозан изглед.
Користимо савијање цеви
Квалификовани специјалисти
Квалитетни потрошни материјал
Замена радијатора грејања са 5000р.
Замена 5 или више сакеа - 5000 ₽ / ком *
Замена 4 радијатора - 5500 ₽ / комад * Замена 3 радијатора - 5800 ₽ / комад * Замена 2 радијатора - 6000 ₽ / комад *
Замена првог радијатора - 6300 ₽ / ком *
* Потпуна конструкција;
- Рад (демонтажа - уградња)
- Потрошни материјал (цев, Унипак паста и санитарни материјал)
* Гарантовано против цурења - 5 година
* Фиксна цена (не мења се по завршетку посла)
* Трошкове рада израчунаћемо за 10 минута помоћу фотографије
Јефтино не значи висок квалитет - Штампа!
Коначни трошак уградње израчунава се појединачно, према фотографији или након одласка мајстора до објекта, а такође зависи од сложености обављеног посла!
Заваривање каблова за радијатор са уградњом дизалица од 4000р.
Да бисте демонтирали старе уређаје за грејање, потребно је испразнити расхладну течност из система грејања. Најлакши начин за извођење овог поступка је у приватној кући помоћу дизалице, чије је присуство обезбеђено у фази дизајнирања аутономног система грејања. У стамбеној згради мораћете да позовете представника услужне организације или компаније за управљање.
Демонтажа старог уређаја за грејање уз помоћ брусилице, која је доступна сваком љубитељу самосталних поправних радова. У овом случају, мајстор ради без заштитне опреме - то се не може учинити
Након пражњења расхладне течности почињу да демонтирају батерије које су им служиле за живот. За сечење цеви користи се уобичајена брусилица. Рез мора бити уредан и директан, тако да се уградња нових уређаја за грејање може извести без непотребних потешкоћа.
Тада се нова батерија спакује, а овај поступак власник стана може самостално обавити. У овом случају, потребно је залихе неких материјала: инвестициона паста, лан, сет навртки за цеви, подесиви кључ. Матице су запечаћене ланом, премазане пастом, а затим зашрафљене на цеви које вире из радијатора. Затим се са бочне стране причвршћивања са цевима система грејања поставља кугласти вентил са брисачем, који се назива амерички, као и кран Мајевског.
Састављање новог биметалног радијатора за грејање из засебних одељака помоћу брадавица са заптивком
Даље, почињу да инсталирају нову батерију, постављајући је на место старог радијатора. Почињу да заварују брисач заврнут у батерију на систем грејања. За бољу циркулацију расхладне течности између цеви (погодна за батерију и одлазећу од ње), заварена је краткоспојна цев.
Прави мајстор свог заната пажљиво ће инсталирати нову батерију попут ове. Власници морају само да фарбају замењене делове цеви, након чега нико неће ни да наслути о инсталацијским радовима
Као што видите, процес замене уређаја за грејање је озбиљан и врло одговоран посао. Стога, за обављање посла, вреди писмено контактирати стамбену канцеларију.Власник стана пише изјаву о захтеву у којој описује проблем и потребу за искључивањем система грејања у стамбеној згради.
Запослени у стамбеној канцеларији размотриће пријаву, дати дозволу и сложити се са подносиоцем захтева о датуму инсталационих радова. Даље, требате сачекати водоинсталатера, којег ће стамбена канцеларија послати на адресу назначену у пријави. Водоинсталатер ће искључити систем грејања и обавити све потребне радове. По завршетку поступка замене радијатора, специјалиста ће нужно тестирати систем у тестном режиму како би осигурао квалитет услуге која се пружа подносиоцу захтева.
У неким стамбеним канцеларијама могу захтевати документе из којих можете сазнати техничке карактеристике уграђених грејних елемената. Такви документи могу да садрже технички пасош, као и опис цеви и батерија.
Данас наша компанија ради са биметалним радијаторима, представљеним најуспешнијим иновацијама на тржишту опреме за грејање. Управо се ови производи с правом сматрају лидерима модерних система грејања, способних да дуги низ година пружају оптималну микроклиму са високом ефикасношћу. Главни приоритети биметалних радијатора:
Прочитајте још: Уградне машине за судове Елецтролук 45 цм: коју је боље изабрати
Сви радијатори ове врсте произведени су у условима аутоматизоване контроле квалитета, тако да корисник на располагању има поуздане, тестиране модуле грејања.
Покушајмо да схватимо како се међусобно разликују, које су њихове предности и недостаци. Помоћу ових информација моћи ћете да изаберете радијатор који одговара вашим потребама и погодан је за употребу под одређеним условима.
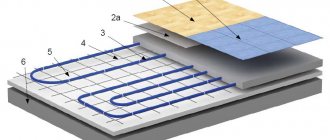
Технологија заваривања пластичних цеви

За заваривање полипропиленских цеви користи се посебан апарат
Полипропилен постепено замењује челик, пошто има низ позитивних карактеристика по релативно ниским трошковима. Пластичне цеви су дизајниране за висок притисак, лагане, глатке унутрашње зидове и одличан изглед. Али цевовод ће ефикасно обављати своје функције ако су сви спојеви чврсти и чврсти. Треба имати на уму да када се прође топла вода са температуром од преко 110 степени, полимер постаје мекан и почиње да се повећава у величини. Због тога се за уградњу грејања користе само производи ојачани фибергласом или алуминијумском фолијом.
За спајање веза користи се посебно лемило. Уређај је двострани, на једној ивици постоје млазнице за спољашње, а са друге - за унутрашње грејање спојених делова.
За њихово повезивање користе се следећи елементи:
- спојнице;
- адаптери;
- углови;
- теес;
- крстови;
- навојне прирубнице за прикључак на грејну батерију.
При лемљењу полипропиленских комуникација користи се принцип дифузије под утицајем топлоте. Ивице суседних веза се топе, супстанца се меша и формира монолитно једињење.

Током процеса заваривања, спој се претвара у монолитни спој
Процес заваривања полимерних делова врши се према следећој методи:
- Израда дијаграма цеви за систем грејања.
- Тестерисање радних предмета одређене дужине. Корекција се врши за количину потапања цеви у рупе фитинга и димензије самих фитинга.
- Загрејте лемилицу док зелени индикатор не засвети. Ово је доказ да монтажа може почети.
- Причвршћивање делова на уређају на одвојним цевима одговарајућег пречника. Треба их загрејати у складу са индикацијама табеле којом је опрема комплетирана.
- Прикључак цеви и фитинга. То се ради строго у једном смеру, све док се унутрашњи део не наслони на језичак за закључавање у фитингу. Не можете ротирати производе, померати их напред-назад. Дозвољена је корекција угла зглоба.
- Хлађење. Зглоб је потребно одржавати у статичном положају онолико дуго колико је прописано упутством за уређај. Тек тада се скуп може наставити.
За разлику од металних цеви, полимерним цевима је потребан носач за вертикалне и хоризонталне преграде. На сваких 100-150 цм причвршћени су за зидове пластичним одстојним стезаљкама. Након монтаже, полипропиленске комуникације не требају додатну завршну обраду и накнадно одржавање.



Шта је потребно за заваривање
Да бисте довршили поступак заваривања, требат ће вам посебна опрема и неке вештине:
- За заваривање се користе машине следећег дизајна:
- са електродама за повезивање металних цеви;
- апарат налик лемилици за спајање пластичних делова.
- Захтеви за професионалне вештине:
- електрично заваривање металних цеви захтева искуство са прилично сложеном опремом за заваривање;
- чак и непрофесионалац може квалитетно да изведе поступак повезивања полипропиленских цеви електрофузијом.
Технологија заваривања металних цеви

За бакарне цеви користи се технологија заваривања гасом
Да би веза била чврста и чврста, потребно је припремити делове система пре уградње. Потребно је проверити равномерност ивица, скошење и брушење метала на растојању од 10 мм од реза. После тога, треба да третирате очишћена подручја растварачем како бисте их одмашћивали.
За заваривање цеви за различите намене користе се електроде следећег састава премаза:
- рутилна киселина (РА) - за инсталацију снабдевања хладном и топлом водом у јавном сектору;
- рутил (РР) - за монтажу система грејања који раде под високим притиском;
- рутилна целулоза (РЦ) - користи се у структурама које захтевају високу поузданост спојева;
- универзални (Б) - за монтажу свих врста цевовода у стамбеном сектору и у производњи.

Хладно заваривање се може користити за привремено спајање цеви
Металне цеви можете да кувате користећи следеће технологије:
- Електрично заваривање. Изводи се ручно или помоћу машине. Принцип рада заснован је на стварању електронског лука који се јавља током кратког споја. Овај процес прати ослобађање велике количине топлоте, због чега се метал топи. Потрошне или непотрошне електроде користе се за стварање шава.
- Заваривање гасом. Зглобови цеви се топе под утицајем горућег гаса, истовремено са наметањем метала на њега, који делује као спојница. Формиран је монолитни зглоб, који има хомогену структуру са суседним деловима.
- Хладно заваривање. Ова метода се користи при постављању цевовода ниског притиска или њиховој поправци на тешко доступним местима. Суштина методе састоји се у омотавању завоја импрегнираног брзовезујућим лепком око куцања.
Избор опције је тачан ако одговара карактеристикама система и карактеристикама расхладне течности.
пВЦ цеви
| ПВЦ цев 160х3,6х1,000м | ПЦ | 264,37 |
| ПВЦ цев 160х3,6х2,000м | ПЦ | 503,75 |
| ПВЦ цев 160х3,6х3,000м | ПЦ | 775,41 |
| ПВЦ цев 50х3,2х0,500м | ПЦ | 42,30 |
| ПВЦ цев 50х3,2х1.000м | ПЦ | 70,68 |
| ПВЦ цев 50х3,2х2,000м | вт | 131,85 |
| ПВЦ цев 110х2,7х1,000м | ПЦ | 104,87 |
| ПВЦ цев 110х2,7.000м | ПЦ | 195,12 |
| ПВЦ цев 110х2,7.000м | ПЦ | 298,25 |
Израчунавање трошкова грејања
Трошкови поправке система грејања
Трошкови инсталације водовода
Инжењерски системи: снабдевање водом за грејање:
- Заваривање цеви Успех тако сложене везе у великој мери зависи од правилног избора начина заваривања цеви, који је изабран за одређену врсту метала. Генерално, електролучно заваривање је препознато као најбоља опција за повезивање цеви. Али то може да уради само заваривач који има најмање минимум ...
- Заваривање челичних цеви Заваривање челичних цеви остаје најпопуларније - како у производњи, тако и у свакодневном животу. Квалификације заваривача овде играју суштинску улогу. Што се тиче опреме за заваривање, користе се електрично заваривање, заваривање гасом и полуаутоматски уређаји. Пре почетка заваривања врши се претходно темељно чишћење ивица од контаминације ...
- Заваривање вертикалних цеви У неким случајевима заваривање може бити веома тешко. Тако је, на пример, тешко кувати цеви које су у усправном положају. Такво заваривање може се изједначити са заваривањем хоризонталних цеви, али морате непрестано мењати угао нагиба електроде у односу на цев, ротирајући је око периметра ...
- Заваривање поцинкованих цеви Посебна технологија заваривања поцинкованих цеви омогућава њихово спајање без оштећења цинка. На место спајања наноси се флукс који пружа заштиту од сагоревања премаза. Под слојем флукса, цинк прво постаје вискозно-течан услед топлоте, а затим се топи, али не сагорева и ...
- Заваривање обликованих цеви Главни начин заваривања обликованих цеви је уобичајени међусобни спој. Изводи се методом лука или гаса, али због своје једноставности и висококвалитетног шава, први од њих је чешћи. Међутим, електрично заваривање обликоване цеви захтева бар мало искуства заваривача. Много зависи ...
- Заваривање гасних цеви За прави професионализам потребно је заваривање гасних цеви, што је прилично опасно. Треба радити брзо и ефикасно. Пре започињања везе обрађују се ивице цеви: оне се чисте од загађења. Ако је цев дебелих зидова - више од 4 мм, тада су ивице укошене како би се олакшало загревање метала на месту ...
- Заваривање цеви ручним електролучним заваривањем Професионалци саветују да направе троструки шав приликом заваривања цеви ручним електролучним заваривањем - то ће бити поузданије од појединачног. Најприкладније је заваривачу да ради са закретном цеви. Заваривање такозваних ротационих спојева врши се на следећи начин: прво се повеже једна четвртина пречника цеви, а затим се цев окреће ...
- Аутоматско заваривање цеви и припрема за заваривање Савремене технологије заваривања направиле су велики напредак. Један од праваца је аутоматско заваривање цеви. Коришћењем аутоматског заваривања постало је могуће уклонити значајан број недостатака које ручно електролучно заваривање омогућава (хетерогеност шава, ниска поузданост обављеног посла). Квалитетно ручно електролучно заваривање могуће је само ...
- Заваривање вертикалних цеви Други и трећи шав се изводе спорим покретима. Почетак и крај шава помакнути су за 3 центиметра. Последњи шав је направљен равно и на крају иде до саме цеви - до чистог метала. Ако су вертикалне цеви заварене у неколико слојева, онда је потребно ...
- При заваривању фиксне цеви При заваривању круто фиксиране цеви користи се другачија техника: први шав се води одоздо до половине пречника цеви, а затим се спушта, натраг на почетак, примена друге шав такође почиње одоздо, али води са друге стране и у супротном смеру. Други ...
- Процес заваривања Цеви за грејање треба заварити лепљивима. Ово је технологија спојница. Они су део шава. За њихову примену користе се електроде исте врсте, које ће се користити за главно заваривање. Ако је пречник производа до 30 цм, можете направити четири ...
- Заваривање склопова и делова Након ове фазе, осигуравајући правилно поравнање спојева, шав је заварен. Пре првог проласка користите електроде мањег пречника, на пример 3 мм.У овом случају, фаза се пуни материјалом за заваривање до дубине 2/3 висине фазе. Када је поступак завршен, потребно је очистити заварену површину ...
- Заваривање цевовода Метода електролучног заваривања цевовода често се користи у уградњи или производњи технолошких линија. Производе се у директној или наизменичној струји. Економично, а самим тим и исплативије је заваривање наизменичном струјом, јер се троши мање енергије. А потребна је и опрема више ...
- Карактеристике ручног електролучног заваривања Изводи се у неколико пролаза, након сваког је потребно уклонити шљаку. Сваки следећи шав је направљен тако да се преклапа са претходним. Ова метода вам омогућава да постигнете максималну непропусност и смањите вероватноћу фистула. Радимо даноноћно ДЕСИГН ПРЕСТИГЕ ЛЛЦ +7 495 ...
- Припрема за заваривање Прво морате започети припрему цеви. Површине које се заварују морају се очистити и одмастити. Ово је једини начин да се избегну недостаци на шавовима. Производи морају имати одговарајући угао отварања ивице; мора се поштовати окомитост на раван крајње површине осовине производа. Припрема цеви за грејање за велике ...
- Заваривање водоводних цеви и фитинга Садржај: [сакрити] Заваривање цевовода: класификација Поступак чеоног заваривања цеви Заваривање цеви: припрема ивица Предгревање приликом заваривања цеви Заваривање цеви: ручно лук Заваривање водоводних производа Заваривање је најпопуларнији начин уградње цевни прикључци, што је и разумљиво. Ово је најпоузданији носач, ...
- Заштита металних цеви од корозије Заштита металних цеви од корозије Успешна заштита металних водоводних цеви од ... ...
- Заваривање грејних цеви Услуге за уградњу водовода за грејање ДЕСИГН ПРЕСТИГЕ ЛЛЦ 8 (495) 744-67-74 Поред брзе и квалитетне поправке грејних цеви, пружамо професионалну уградњу система грејања по систему „кључ у руке“. На нашој страници о грејању> ресант.ру/отопление-дома.хтмл <можете видети и упознати се са примерима нашег рада….
- Заваривање лемљених бакарних цеви Од тада је лемљени бакар остао у Русији. У Москви се свака организација не бави производњом водоводних цеви користећи бакарно лемљење, ово је врло одговоран процес и захтева квалификовану радну снагу. За професионалца лемљење бакарне цеви неће представљати превише напора, ...
- Намена металних цеви за котларнице Димњак је врста вертикално постављеног уређаја чија је сврха уклањање насталих производа сагоревања у атмосферу. Цеви имају различите облике, разликују се у дизајнерским карактеристикама, али генерално обављају готово исту функцију. Главна сврха структура таквог плана ...
Претходни пост Радови на ископима компаније ИУСТЕЦХ.
Следећи пост Припрема за заваривање
Класификација завара

Код неквалитетног заваривања, оштећења шава се временом појављују
Спој се може заварити на различите начине на основу карактеристика дизајна и дебљине метала који се обрађује.
Постоји таква класификација завара:
- По изгледу су равни (нормални), ослабљени (удубљени) и ојачани (конвексни).
- По дужини - чврсти (континуирани, затворени), испрекидани (тачке, сегменти). Што се тиче дужине, шавови су подељени на кратке (до 25 цм), средње (26-100 цм) и дуге (више од 101 цм).
- На извршењу - хоризонтално (на вертикалним деловима), вертикално (на хоризонталним носачима), плафон (када је спој направљен одоздо), дно (електрода на врху шава).
- Према ефективној сили - бочна (дуж осе), фронтална (преко осе), коса (преко), комбинована (комбинација типова).
- По броју слојева и пролаза - једнослојни (један пролаз) и вишеслојни (неколико пролаза).
Правилном уградњом система грејања могу се извршити сви наведени шавови. Ако је потребно, заваривање се врши и на унутрашњој страни цеви.
Алгоритам за заваривање гасом
Радови на гасном заваривању изводе се према следећем алгоритму:
- прво се челични делови припремају за заваривање сечењем шава;
- затим обављају заваривачке радове, бирајући најприкладнију врсту шава за заваривање од три постојећа - плафонска, хоризонтална или вертикална;
- затим пажљиво прегледајте прекривени и охлађени шав како бисте идентификовали слабе тачке које треба поново прокувати како би се спречила појава микропукотина;
- површина завара се чисти.
За повезивање металних делова може се користити плинско заваривање, без обзира на њихову величину и облик. У процесу заваривања гасом растварају се ивице делова који се спајају, на које се таложи посебна жица за пуњење. Перформансе се постижу употребом ацетилена и кисеоника, као и доказаним лемљењем.
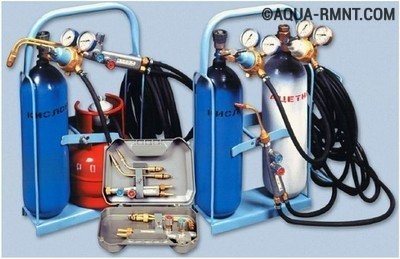
Комплет опреме и потрошног материјала за заваривање гасом. Ацетиленски и кисеонички цилиндри довољни су за уградњу четири грејне батерије
Растопљени метал, хладећи се, ствара снажну и врло поуздану везу међусобно заварених делова. Најчешће, помоћу заваривања гасом, причвршћене су челичне цеви, чији пречник не прелази 100 мм. Компетентно изведена замена грејних батерија заваривањем на гас смањује на нулу вероватноћу пробијања система грејања у завареним деловима, пошто је шав услед фузије лема много јачи од материјала главних цеви.
Само професионални заваривачи на гас који имају потврду о образовању из ове специјалности смеју да инсталирају грејне батерије помоћу заваривања на гас. Поред тога, заваривач мора имати важећу дозволу за заштиту од пожара. Препоручљиво је да стручњак има искуство (одлично, иако дугогодишње) у заваривању гасом.
Радови на гасном заваривању изводе се у комбинезонима, у специјалним наочарима са заштитним штитником који спречава очи да ухвате „зечиће“, како кажу искусни заваривачи. Не смемо заборавити на рукавице које штите кожу руку од утицаја негативних фактора.

Обавезна опрема заваривача за гас укључује такву заштитну опрему као што су наочаре, визир и радне рукавице. Сви ови предмети намењени су заваривању гасом.
Имајте на уму да у овом тренутку у вишестамбеним зградама постоји забрана извођења заваривања на гас без добијања дозволе од надлежних органа. Прекршитељи ове законске одредбе суочени су са импресивном новчаном казном.
Обавезна опрема заваривача за гас укључује такву заштитну опрему као што су наочаре, визир и радне рукавице. Сви ови предмети намењени су заваривању гасом.
Главне врсте заварених спојева
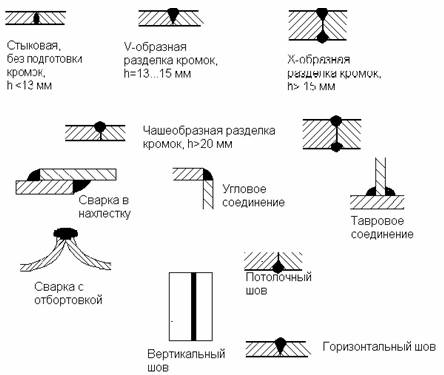
Врсте заварених спојева
Према њиховом положају у свемиру, шавови су подељени у следеће врсте:
- угаоне - делови су под углом;
- Т-облик - веза краја и бочне стране елемената;
- кундачне цеви су повезане у једној равни;
- преклапање - делови се налажу један на други;
- крај - прислоњен уз бочне површине фрагмената.
Током рада, мајстор за себе бира најприкладнији и најприкладнији начин заваривања делова.
Аргон-арц метода
Потребно је заварити гасоводе помоћу технологије ТИГ (гас за уметање волфрама) користећи ватросталне електроде на бази волфрама. Ствара електрични лук, под чијим утицајем:
- ивице задњег зглоба се топе (при раду на танкослојним цевима и ваљаним производима од ст.10, ст.20);
- талина настаје загревањем жице за пуњење.
При заваривању главних цевовода користе се исправљачи или претварачи.На целој радној површини ствара се облак заштитног гаса, аргон се јонизује при обрнутом поларитету.
Карактеристике посла:
- зидови до 4 мм кувају се од врха до дна, тако да талина равномерно испуњава спој;
- ваљане производе са дебелим зидовима најбоље је кувати у доњем положају или одоздо према горе;
- сваки продор започиње у другој тачки са преклапањем до 30 мм;
- аргон се испоручује пре паљења лука, довод се завршава након учвршћивања горњег дела везе (минимална изложеност 20 секунди);
- за заваривање високолегираних нехрђајућих легура користим ФП 8-2 флукс, заштитни гас се доводи у унутрашњост цеви да би заштитио унутрашњу површину шава;
- одстојни прстенови за ваљане производе са зидом преко 10 мм се не користе.
Снага радне струје зависи од хемијског састава легуре, дебљине ваљаног производа. Могуће вредности су од 150 до 500 А. Према јачини струје бира се пречник електроде.