

Како савити цев под правим углом
Метал делује као прилично јак материјал, али уз посебно излагање може се савити. До данас постоји неколико начина за решавање овог проблема. Прва технологија је употреба клинова. Али морате запамтити да овај метод може оштетити цев или чак сломити. То се може избећи пуњењем унутрашње шупљине сувим песком. Чепове треба инсталирати на оба краја.

Следећи корак је почетак савијања. За ово се клинови копају у земљу. Користићете их као полугу. Ако нисте сигурни у своје способности, прво би требало да вежбате на непотребним деловима цеви. Ако се суочите са питањем како савити цев без савијача цеви, онда помоћу ове технологије можете променити облик производа, чији пречник варира од 16 до 20 мм. За цеви импресивнијег пречника, ова техника није погодна, јер ће поступак бити прилично сложен. Такође је важно узети у обзир основни материјал. На пример, за поцинковање се препоручују друге методе.
Како сами направити савијање цеви
У неким случајевима можете и без куповине машина за савијање ручног профила. Овај уређај можете сами направити. Погодан је за прераду производа цеви малих пречника, на пример, за оквир сјеница или стакленика.
За цевне производе, чији пречник не прелази 2 цм, довољно је само створити структуре од
бетонски блок и челични бајонети... У бетону су направљене 4 рупе, у њих се убацују метални клинови кроз које се пролази и савија у жељеном смеру професионална цев.
За цевне конструкције пречника преко 2,5 цм потребно је створити завој профила помоћу ваљака... Фиксирани су на бетонској подлози. Вредност полупречника бочних ивица ваљака мора бити једнака полупречнику савијене цеви. Профилирана цев, постављена између точкова, причвршћена је на једном крају. На другом крају је причвршћен за витло, које се покреће и даје цеви неопходан завој.
Приликом израде домаћих савијача цеви за профилну цев, морају се узети у обзир следећи параметри:
- Удаљеност од цеви до погонског точка за савијање профила зависи од димензија цеви: за производ радијуса од 2,5 цм потребан је размак од 6 мм, за веће структуре цеви ова цифра варира од 6 до 12 мм.
- Премала удаљеност између точка и цеви резултираће потребом за уложити много више физичког напора за савијање конструкције цеви.
- Резултат ће бити превише одобрења неравномерно савијање и кршење интегритета конструкције.
Користећи технологију грејања
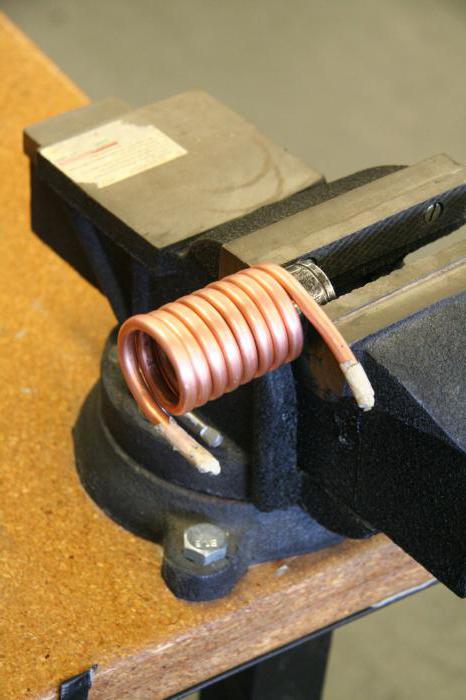
Пре савијања цеви без савијача цеви, требало би да размислите која је технологија најбоља за ово. Грејање је можда одлично решење. Ова метода се обично користи за челичне и алуминијумске цеви. За поступак, производ је фиксиран у шкрипцу, али прво мора да се напуни и загреје плинским гориоником до места које планирате да савијете. Температура се одређује прилично једноставно: када се комад папира приближи цеви, требало би да почне да пуши. Када се користи челична гредица, при загревању треба да поцрвени. Из безбедносних разлога техничар треба да носи рукавице.

Равно-паралелна плоча
Ако сте суочени са задатком како да савијете цев без савијача цеви, можете користити равни паралелну плочу. Ова техника укључује фиксирање производа у стезаљку. После тога, можете се савити, а то се мора урадити дуж плоче. Ова техника се сматра не само економичном већ и једноставном. Да би се постигао позитиван резултат, треба користити неколико плоча, од којих свака има другачију закривљеност. Главни услов је употреба челичне цеви. Дужина производа би требала бити прилично импресивна.

Коришћење металне опруге
Прилично често домаћи мајстори размишљају о питању како савити цев без савијача цеви код куће. За ово се може користити метална опруга. Ова техника је одлична за обојене цеви које имају добру пластичност.
Опруга се користи за спречавање деформација. Да би се добио добар резултат, мора се узети у обзир величина опруге, која мора одговарати унутрашњем пречнику металне конструкције. Овај захтев је због чињенице да цев треба уметнути у шупљину. Тада се савијање може извршити везивањем опруге жицом како би се олакшало њено касније преузимање.
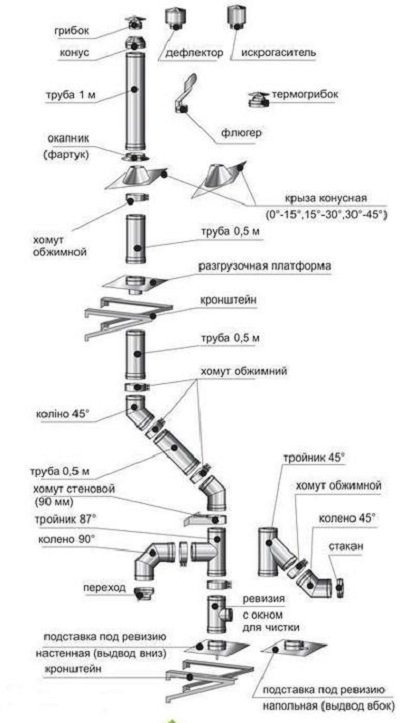
Како направити димњаке од нерђајућег челика сопственим рукама - дизајн и технологија
Дизајн димњака увек треба радити професионално. Да бисте то урадили, потребно је узети у обзир специфичности рада грејача, знати параметре зграде и климатске карактеристике подручја. Тек након што узмете у обзир све ове параметре, можете одабрати оптималну технологију и материјал за израду димњака (више о врстама овде написано).
Појавом модуларних система сендвич-димњака, многи занатлије су кренули у израду сопствених аналога. Али да ли је могуће код куће? Да бисте одговорили на ово питање, потребно је анализирати материјале и алате који се користе.
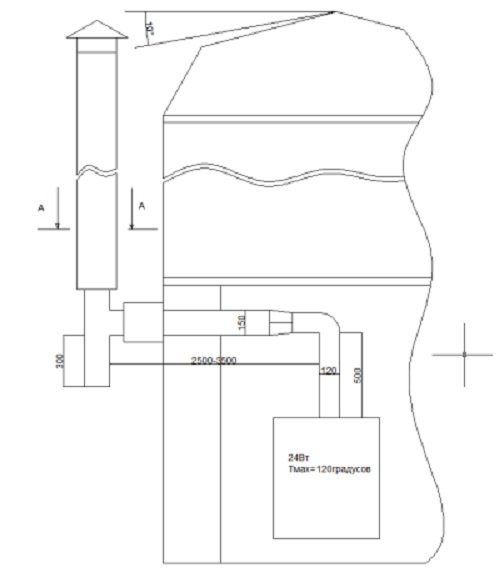
Израда димњака
Пре израде димњака, морате знати тачну потрошњу материјала. За ово се израђује план узимајући у обзир специфичности зграде и локацију котла.
Штавише, потребно је узети у обзир пречник цеви, који мора одговарати карактеристикама грејача. Често се у таквим случајевима праве грешке приликом планирања дугих хоризонталних делова цевовода.
То доводи до значајног смањења потиска и брзог стварања чађи у хоризонталној цеви.
Захтеви за димњаке од нерђајућег челика
Материјал
Као материјал за производњу индустријских димњака користи се специјални нерђајући челик отпоран на топлоту.
Током његове производње долази до процеса легирања хромом, никлом и молибденом. То му даје посебна својства која му омогућавају да одржи интегралну структуру материјала када је изложен високим температурама. Ту спадају следеће марке - АИСИ 316 Л, АИСИ 310 С, АИСИ 304 и АИСИ 321.

У зависности од процента легираних елемената, мењају се одређене карактеристике материјала:
- Хром значајно побољшава тврдоћу и отпорност на корозију.
- Никал је одговоран за дуктилност и чврстоћу.
- Молибден - Повећава чврстоћу када је изложен високим температурама.
Све ово указује на важност избора материјала приликом израде сопственог димњака од нерђајућег челика. Покушавали су да се направе од обичног прехрамбеног челика. Његов главни недостатак је висок садржај хрома, тј. брзо ће се погоршати када је изложен високим температурама.
Примери израде таквих структура приказани су у наставку:

Као што можете видети на фотографијама, платна су једноставно увијена у неколико слојева и држе их бројне заковице. Међутим, овај дизајн отвара бројна питања:
- Ако заковице нису направљене од нерђајућег челика отпорног на топлоту, тада ће под термичким утицајем изгубити облик и једноставно испасти из структуре.
- Недостатак прикључне утичнице. Ако се уградња изводи „међусобно спојена“, постоји велика вероватноћа упада димних гасова у простор између слојева челика. То ће довести до брзог хабања.
- Челика. Постављање такве структуре треба изводити тек након главног, поузданог димњака. У супротном, у супротном, цев ће брзо изгорети због високих температура.
Ако сами желите да направите димњак од нерђајућег челика, требало би да одаберете тачну класу челика. Самодељни сендвич димњак треба да се састоји од топлотно отпорног челика унутар и спољашње цеви са добром временском отпорношћу.
Простор између цеви изолован је базалтном вуном.
Технологија производње
Након куповине материјала, требало би да размислите о начину његове обраде. У производњи се користе специјални ваљци и машине за заваривање за производњу цилиндричних елемената. Код куће је прилично проблематично "носити се" са лимом од нерђајућег челика. На неким ресурсима се саветује да се то уради уз помоћ широких стезаљки и спој споја лима третирајте посебним заптивним материјалом отпорним на топлоту. Али овај начин производње не испуњава најосновније сигурносне захтеве за димњаке.
Због тога, ако није могуће обрадити челични лим помоћу професионалне опреме, препоручује се употреба готових елемената фабрички израђеног димњака од нерђајућег челика.
Да бисте се уверили у мукотрпност израде нерђајућих димњака, можете погледати видео о процесу њихове производње:
Профилна цев и њена модификација
Ова врста металне конструкције је прилично популарна приликом изградње стакленика и сјеница на личној парцели. Главна карактеристика грађевинског материјала је да се савијањем може оштетити. Излаз из ове ситуације може бити пуњење унутрашње шупљине ситним песком или водом. Овим радњама се елиминише могућност оштећења цеви и постиже одличан резултат. Ова техника је погодна за месингане и дуралумин-цеви.
Ако размишљате о питању како савити цев без савијача цеви за надстрешницу, онда за ово можете користити гумени чекић. Користи се за производе квадратног облика. Цевовод се поставља на поуздане носаче, а затим се користи малтер. Радње морају бити тачне и глатке како би се елиминисала могућност оштећења. Ако је потребно постићи велики угао, онда је за олакшавање процеса потребно загрејати цев на месту где треба да се савије.
Облик цеви од нерђајућег челика за димњаке, сендвиче, шпорете, купке: квадратне, округле
Округла цев је врста производа која је тражена међу индустријским предузећима. Користи се у стварању цевовода у нафтној и гасној индустрији, у грађевинској индустрији, водоснабдевању и грејању, у машинству, у стварању посуда и цилиндара.

Обрасци могу бити веома различити, ако вам је потребно нешто необично, направите поруџбину код специјалисте
Правоугаоне цеви отпорне на корозију су уобичајене за носеће конструкције, носаче и постоља опреме. Главни плус је лакоћа у поређењу са округлим производима. Стручњаци такође примећују такав показатељ као изврсну чврстоћу - због укрућења ребара профила.
Четвртаста цев је неопходна приликом стварања структура за прехрамбену, фармацеутску и хемијску индустрију. Приказ профила производа може да поднесе пристојна оптерећења, на пример, у вентилационим системима. Често их купују приватни трговци за изградњу ограда, стакленика и других летњих викендица.Поред тога, лаган и издржљив профил погодан је за производњу љуљашки и тобогана.
Разлике су чисто спољашње и ни на који начин не утичу на квалитет робе.
Методе савијања метал-пластике
Често се власници приградских некретнина питају како сами савити цев без савијача цеви. Када је на располагању метал-пластика, можете користити сопствену снагу без употребе приручних алата. Производ је стегнут и глатко савијен. У овом случају, важно је искључити вероватноћу инфлекције. Важно је водити се правилима која гласе да на свака 2 цм радног предмета угао савијања може бити 15 °.
Ако се суочите са питањем како савити цев без савијача цеви за стакленик, онда можете користити комаде жице који испуњавају унутрашњу шупљину. То вам омогућава да у најкраћем могућем року постигнете равномерно и глатко савијање. Суви фини песак се може користити као пунило. Сипа се унутра, а ивице се затварају чеповима. Тада један крај производа мора бити фиксиран, осигуравајући поузданост и чврстоћу причвршћивања. За загревање набора користите гасну горионик или дувалну лампу. Спремност материјала проверава се папиром.

Уређаји за савијање цеви
Постоји много начина за савијање цеви, чак и ручно, али постоји висок ризик од лома. Због тога је најбоље користити посебну опрему или приручни материјал за савијање, што ће у великој мери олакшати поступак савијања.
Савијање цеви
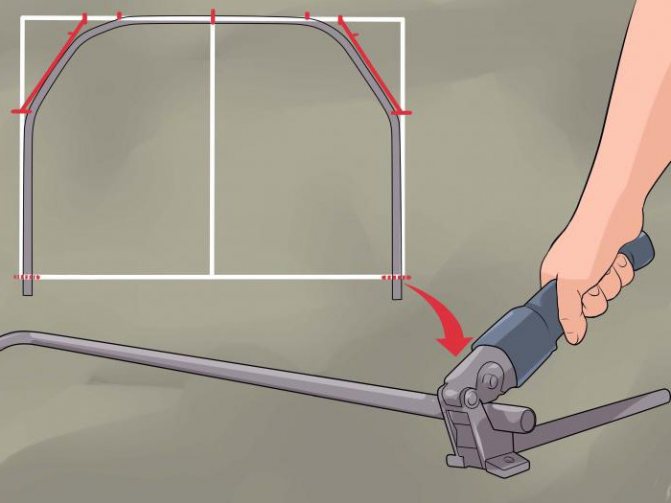
Да би се савила метална цев, користе се посебни уређаји - професионални савијачи цеви, различити у дизајну:
- Ручно савијање цеви користи се за савијање цеви малих пречника попречног пресека. По правилу, овај уређај може савијати цеви од обојених метала и нерђајућег челика. Пре савијања цеви од алуминијума или нерђајућег челика, уметните један њен крај у савијање цеви и помоћу полуге постепено савијте производ под жељени угао.
- хидраулични савијачи цеви су уређаји дизајнирани за савијање цеви великог пречника. У овом уређају све силе примењене на савијање надокнађују се хидрауличним цилиндрима. Како савити цев великог пречника помоћу хидрауличног савијача цеви? Прво треба да одредите место завоја, а затим поправите један крај цеви у жлебовима савијача цеви и користите полугу за извођење транслационих покрета.

- за савијање цеви различитих пречника попречног пресека користе се електромеханички савијачи цеви. Карактерише их висока продуктивност, тачно савијање цеви и нема потребе за физичком снагом руковаоца. Такви уређаји су скупи, па их не бисте требали купити за приватну употребу.


Равно-паралелна плоча
Ако је изузетно потребно савити цев, а при руци нема савијача цеви, тада се за савијање цеви може користити плоча - већ савијени обрадак са жлебом, који је погодан за савијање металних и метално-пластичних цеви пречника до 45 мм. Цев која се савија убацује се у посебну стезаљку на плочи, стеже и савија дуж плоче дуж жлеба. Овај начин савијања без савијања цеви је прилично примитиван, али, као што показује пракса, врло је поуздан.
Важно! Равно паралелном плочом могу се савити само кратке цеви.
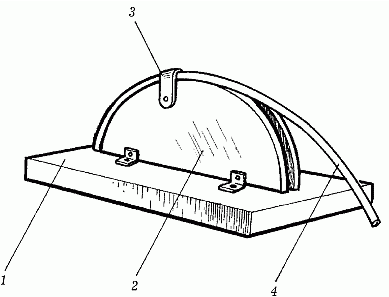
На слици је приказан најједноставнији дизајн равни паралелне плоче, где је 1 плоча, 2 плоча, 3 стезаљка, 4 цев коју треба савити. Такав уређај можете сами направити.
Челична опруга
За савијање цеви од обојених метала, које су довољно мекане и савитљиве, а које се често савијају или пуцају при савијању, користи се челична опруга средње тврдоће чији пречник треба да јој омогући да уђе у унутрашњост цеви.Опруга се убацује на место будућег савијања, након чега се цев може савити на колено или причвршћивањем у пороку. Челична опруга ће омогућити да се зидови цеви лако савијају без деформисања или пуцања, јер узима све силе компресије и истезања метала.
Запамтити! Пре него што убаците челичну опругу у цев, на њен крај причврстите дугу жицу или чврсту узицу којом лако можете извући опругу из цеви након савијања.
Методе савијања полипропиленских цеви
Ако је потребно променити смер савијања полипропиленске цеви, може се користити један од два могућа метода. Прва укључује загревање набора. За ово се обично користи грађевински сушило за косу. Оптимална температура грејања је 150 ° Ц. Руке треба заштитити рукавицама отпорним на високе температуре.
У завршној фази, производ је савијен до потребног облика. Задебљани зид треба да се налази на спољној страни завоја. Након што се материјал охлади, мораће да се провери да ли има пукотина и удубљења. Још један начин савијања такве цеви је хладан. Међутим, радијус савијања не сме бити већи од 8 пречника, у супротном се производ може сломити.
Методе савијања цеви без савијача цеви од различитих материјала
Често се дешава да је потребно цев савити одмах како бисте имали времена да довршите полагање водовода, поставите подни грејач или завршите стварање закривљеног производа, али савијач цеви нема при руци и он је врло далеко до најближе радионице. Шта учинити у таквој ситуацији? И како га савити без савијача цеви?
Савети за савијање метално-пластичне цеви
У изградњи приватних кућа, метал-пластичне цеви се често користе, по правилу, савијене. Али савијање савијачем цеви се не препоручује! Због тога је боље да их савијете ручно - ово је лакше и брже. Али не вреди савијати цев једним потезом. На крају крајева, постоји велики ризик од оштећења. Због тога је најбоље изводити савијање постепено, полако, у кретању напред. Да бисте то урадили, потребно је да узмете цев у руке и савијете је под жељеним углом у 5-6 приступа.
Савијамо полипропиленску цев
Савијене полипропиленске цеви, по правилу, користе се приликом полагања водовода, грејања, канализационих система заобилазећи неку врсту препреке. Али полипропилен је прилично тврд материјал који се не може савити; када се савије, он је еластичан и враћа се у првобитни положај.
Како онда савити полипропиленску цев? Коришћење индустријског сушила за косу! Постепено загревање на месту набора, можете га савити под било којим углом. Главна ствар је стално загрејати и истовремено савијати глатким покретима. Али запамтите да је такође немогуће снажно загрејати полипропиленску цев, јер ће почети да се топи.
Како савити пластичну цев
Да бисте савили ПВЦ цев, морате купити фибербоард. Од њих можете изградити оквир, који је потребан да би се структури дао одређени облик. Чим плочици дате жељени облик, треба је брусити, за ово је боље користити фини брусни папир.
Следећи корак је формирање силиконске љуске за пластичну облогу. Деловаће као причвршћивач за ПВЦ структуру у оквиру. Поред тога, играће заштитну улогу против чипова, механичких оштећења и огреботина. Предмет се ставља у припремљену заштитну шкољку, а затим се место савијања загрева. Пластика омекшава и седи на оквиру. Тако ћете произвести жељени облик пластичне облоге. Производ се оставља док се не охлади. Ово ће трајати 15 минута. После тога, ПВЦ цев се може уклонити са оквира, остављајући да се потпуно охлади.
Препоруке специјалиста
Ако сте суочени са питањем како савити алуминијумску цев без савијача цеви, онда за извођење радова можете користити брусилицу, помоћу које на месту предвиђеног савијања треба направити неколико танких резова. Производ је претходно стегнут у шкрипцу. Чим се направе резови, треба их очистити од иверја, тек након тога можете почети савијати цев.
Понекад производ треба савити у круг. Чим се прстен затвори, рупе се заварују, а неки мајстори чак користе и лемилицу за ово. Да би место набора било уредно, додатно се бруси и прекрива заштитним средством. Ово елиминише корозију и прерано уништавање зглоба.
Карактеристике савијања цеви

Све методе савијања радних предмета могу се поделити на ручне и механичке, као и топле и хладне. Понекад је процес савијања праћен нежељеним последицама за цевасти производ, које имају значајан утицај на накнадни рад елемента. Степен испољавања ових последица зависи од материјала од којег је цев направљена, њеног пречника, радијуса савијања, као и од начина на који је извршен поступак савијања.
Негативне последице савијања укључују следеће тачке:
- Смањивање дебљине зида радног предмета који се налази дуж спољног радијуса савијања.
- Стварање набора и набора на зиду, који се налази дуж унутрашњег радијуса завоја.
- Промена конфигурације секције (смањење величине лумена и његов облик-овализација).
- Промена радијуса савијања услед опружног ефекта материјала.
Најчешћи недостатак савијања је промена конфигурације пресека и дебљине зида. Због металних напрезања, спољни зид на завоју постаје тањи, а унутрашњи зид се, напротив, задебљава. То резултира приметним слабљењем цевастог елемента. Ова појава је опасна пукнућем спољног зида цеви, јер је управо она изложена већем притиску транспортованог медија.
Такође значајно слаби овализацију обрадака. Таква појава је посебно опасна при савијању цевовода намењеног транспорту супстанце у условима пулсирајућег терета. Ако се такви елементи користе као грађевинске конструкције, овализација ће утицати на изглед елемента. Због тога се у процесу савијања труде да такве појаве што више минимализују.
Ако се на унутрашњем зиду формирају набори услед згушњавања материјала, онда ће то довести не само до смањења пресека, већ ће створити и отпор покретном току. То ће заузврат повећати вероватноћу корозије. Поред тога, носивост цевастог структурног члана ће се смањити.










