| namn | Nyckelfunktioner |
| Flytande | Den vanligaste. Den används för värmeisolering av olika strukturer, för reparationer. Fyller sprickor och luckor. Kan tillagas på plats. |
| Granulär (termovata) | Den tillverkas genom att krossa polymeren i fraktioner på 10-15 mm. Ekonomiskt under installationen. Penoizol i granuler i volym är 2 gånger högre än mängden arkpolymer erhållen under produktion. De fyller hålrummen mellan väggarna när de lägger golvet. |
| Ark | Isolering hälls i en speciell form, skärs när den är klar, torkad och vidare bearbetad. Den är monterad på utsidan av husväggarna, fäst med pluggar. Det kan också läggas på golvet (mellan balkarna). |
Indikatorer och fördelar med penoizol
Populariteten för ureaskum beror på dess låga pris och egenskaper:
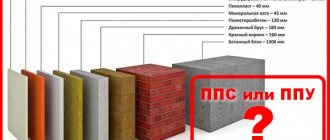
- Låg värmeledningsförmåga (0,041 W / m2 * K). För att säkerställa god värmeisolering räcker det med ett smalt lager av skumisolering (minst 10 cm).
- Hög ljudabsorption, upp till 65%. Även ett smalt lager byggmaterial löser problemet med ljudisolering.
- Bra brandmotstånd. Isoleringen tillhör G-1-antändningsgruppen med kategorin B-2. Polymeren smälter inte utan avdunstar utan att släppa ut skadliga toxiner. Röker svagt.
- Hygroskopicitet. Luft kan passera genom skummet, egenskapen för ånggenomsläpplighet gör att väggarna kan "andas".
- Kemisk neutralitet mot olika komponenter, inklusive organiska lösningsmedel.
- Biostabilitet. Svamp och mögel växer inte på penoizol, möss / råttor naggar inte det.

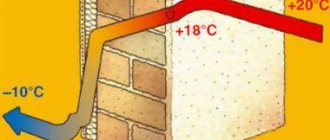
Värmeisolering med flytande skum - penoizol.
Användningsområdet för ureaskum - skumaska som värmare är mycket brett:
- isolering av ihåliga väggar: timmerhus, timmerhus med isolering för sidospår, ihåliga fickor i tegel;
Video: Värmeisolering av väggen i ett ramhus med flytande skum - penoizol.
- golvisolering, till exempel om huset ligger på pålar med ventilerad underjordisk;
- isolering av vindar;
Video: Fylla golvet och vinden med flytande skum - penoizol.
- isolering av vindtaket;
- isolering av industriella kylkamrar och behållare;
- isolering av industrilokaler.
nackdelar
Penoizol har följande nackdelar.
För det första absorberar den fukt och ger inte bort den. Penoizol är ganska motståndskraftig mot fukt, men den här funktionen tillåter inte användning av isolering vid avjämning av fundamentet.
För det andra ger materialet ett sediment i intervallet 0,1-5%.
För det tredje rivs penoizol lätt - den har låg draghållfasthet.
För det fjärde är det möjligt att sätta isolering endast vid en positiv temperatur (minst + 5 ° C). Endast i det här fallet får du skum av hög kvalitet för att fylla håligheter.
Om ark och granulär penoizol inte avger farliga ämnen, kan det i flytande form avdunsta skadliga toxiner. Arbetstagare har det bättre med skyddsutrustning.
Vad är penoizol
Det är ett poröst material som liknar skum. Men till skillnad från honom är penoizol elastisk: efter pressning kan den ta sin ursprungliga form. Den innehåller också mindre porösa celler. Den nya polymeren kallas flytande skum på grund av likheten i struktur och externa data, men processen för dess skapande är fundamentalt annorlunda.
Sammansättningen av penoizol innehåller kemiska komponenter: fosforsyra, ureaharts och ett skummedel. Dessa föreningar kommer i vissa proportioner in i tryckluftsanordningen avsedd för syntes. Som ett resultat av kemiska reaktioner erhålls en massa i form av skum.Ökar volymen och fyller alla sprickor, sprickor, mellanrum mellan strukturer.

Utrustning för penoizolproduktion och utseende av det erhållna materialet
Vita blodproppar och geléliknande konsistens liknar expanderad polystyren, men skiljer sig åt i en finmaskad struktur. Har:
- utmärkta värmeisoleringsegenskaper;
- motståndskraft mot fukt och eld;
- miljövänlighet;
- elasticitet;
- förmågan att täta alla hål och luckor.
Installation av isolering utförs genom sprutning med en speciell anordning. Med en liten mängd arbete används penoizol i cylindrar. Den nya polymeren används för värmeisolering av väggar, golv och tak, för att fylla tak mellan golv.
När komponenterna kombineras i de önskade förhållandena härdar inte penoizol omedelbart. Processen går gradvis:
- efter 10-15 minuter stelnar skummet lite;
- efter 1-4 timmar hårdnar det;
- efter 2-3 dagar blir den grundligt solid och förvärvar de nödvändiga egenskaperna.
När den appliceras på ytan, liknar den polyuretanskum. Spruttekniken antar ett sömlöst lager av värmeisolering, vilket gör det möjligt att bearbeta alla geometriska strukturer.
Viktig! Det nya materialet används i konstruktion i många länder, eftersom hög värmeisolering kombineras med låga kostnader för tillverkningen. Installationen av isoleringen utförs snabbt, arbetshastigheten ökar med 4-5 gånger, och användningen i lätta, lätta strukturer gör materialet ännu mer efterfrågat.
Penoizol tillverkningsteknik
- I en separat behållare blandas 3 ingredienser: vatten, ett skummedel och en reaktionskatalysator. Urea-formaldehydharts hälls i den andra behållaren. Därefter kommer den in i blandningen under påverkan av tryckluft.
- Komponenterna blandas grundligt tills en blandning bildas, liknar en soufflé i konsistens. Det resulterande materialet kallas flytande penoizol, det vill säga det är redan lämpligt för användning på byggarbetsplatser.
- Den flytande massan hälls i formar av olika storlekar. Härdning sker vid rumstemperatur, varar upp till 3 timmar (beroende på form, storlek och specifikt recept), i genomsnitt - 30-40 minuter.
- De resulterande isoleringsarken skärs i separata plattor i enlighet med erforderliga dimensioner.
- Ureaskum är belagt med en skyddande förening som ökar styrkan och brandmotståndet.
- Den färdiga produkten förpackas och lagras.

Beskrivning av flytande skum - penoizol.
Urea-isolering - skumplast bestående av 98% luft och 2% urea-formaldehydharts med ungefär samma antal både öppna och slutna porer. Strukturen på dess flytande skum liknar den välkända soufflén av marängstyp, och långt ifrån förväxlar många människor det med expanderad polystyren (polystyren), men vid närmare granskning gissas ett helt annat material än skum. Andra namn för isolering är mipora, flytande skum - penoizol, flytande isolering, ureaskum, bipor och mettemplast.
Video: Utseende av flytande skum - penoizol och dess mekaniska egenskaper.
Vad du behöver för att komma igång
Ett penoizolföretag kan startas utan allvarliga investeringar. Utrustningen är billig och de viktigaste utgifterna varje månad går till inköp av råvaror och ersättning till personal.
Tabell 1. Initiala kostnader för Penoizol-verksamheten.
| Förbrukningsartikel | pris, gnugga. |
| checka in | 20 tusen |
| Lokaler att hyra, 90 kvm. m | 25 tusen |
| Utrustning | 200 tusen |
| Råvaror (i en månad vid full belastning) | 230 tusen |
| Lön, 6 personer | 190 tusen |
| Ytterligare kostnader | 100 tusen |
| Total | 765 tusen |
Beräkningarna är relevanta för en stad med en befolkning på upp till 1-1,5 miljoner människor. Ytterligare kostnader inkluderar elräkningar, reklamkampanj, förberedelse av lokaler etc.Beloppet för skatteavdrag ingår inte i beräkningen.
Så, låt oss överväga det klassiska systemet för produktion av penoizol med en GZhU-installation.
Harts hälls i en tank.
I en annan tank, en lösning av OFA och tensid. Andelarna är ungefär lika: 1% OFA och 1% ytaktivt medel (beror på inställningen och på vattnets hårdhet).
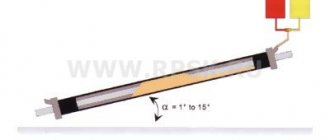
Lösningen matas in i skumgeneratorn med en centrifugalpump. Tryckluft från kompressorn kommer också in där. Skumkoncentratet är ett rör fyllt med metall eller plastnät, spån, kulor från lager och annat skräp som tjänar ett syfte - att skapa största möjliga yta. Luftbubblor bildas precis vid gränsen till miljön. Kom ihåg barndomsupplevelsen med en ring, som vi doppade i tvålskum och sedan blåste in i den för att få såpbubblor.
Vid skumgeneratorns utlopp bildas en ström av tvålskum, i vilket hartset injiceras antingen i en stråle eller aerosol. Hartset levereras också av en centrifugalpump. Sedan rör sig blandningen av tvålskum och harts längs en slang med en diameter på 35 till 45 mm och en längd på 10 till 20 m och blandas samtidigt. Tvålskum innehåller redan en katalysator (CFC), som påskyndar polymerisationen av hartset som kommer på bubblornas väggar. Efter att ha lämnat slangen kommer skummet att polymerisera.
Nackdelar med installationen:
a) skumgenerator:
1.I skumgeneratorn under ett tryck på 2-2,5 atm. lösning och tryckluft tillförs, vilket gradvis komprimerar fyllmedlet, vilket i sin tur leder till försämring av skumbildningen. Det är nödvändigt att ständigt övervaka att fyllmedlet är jämnt fördelat över skumgeneratorn (detta gäller inte kulorna från lagren ).
2. Vid tilltäppning av utloppsslangen, kink eller mottrycket hos skummet när det hälls i håligheten kan högt tryck byggas upp i det och en del av hartset kan komma in i skumgeneratorn. Där kommer det att polymerisera säkert och du får en tang som är svår att rengöra.
3. I grund och botten använder denna typ av skumgeneratorer trassligt metallnät, vilket påverkas starkt av OFC. Om du tog utrustningen på allvar och lade i rören ett importerat nät, motståndskraftigt mot OFC, som fungerade länge, nu, för. är inte längre på marknaden Du riskerar att se att fyllmedlet smuler i damm efter två månaders arbete.
b) PUMPAR: centrifugalpumpar används i installationer av GZHU-typen. Dessa pumpar skapar ett maximalt tryck på 4 atm. och samtidigt sjunker deras produktivitet till noll.
1. Den största nackdelen med dessa pumpar är beroendet av prestanda på mottryck. Om du till exempel skapar mottryck vid slangens utlopp, böjer du slangen av misstag, beslutar att höja slangen med 2-3 meter vid fyllning av tomrum etc. , då kommer pumparna på lösningslinjen och på hartsledningen att ändra prestanda ojämnt, eftersom dessa vätskor har olika viskositeter. Det är därför du kan garantera att du ALDRIG uppnår rätt proportion mellan murbruk och harts. Andelen kommer alltid att flyta. I praktiken betyder det att du på vissa ställen kommer att ha lätt och sprött skum (från brist på harts och överskott av OFA), och på vissa ställen kommer det att vara tungt och mjukt (från ett överskott av harts och brist på OFA ). Och på vissa ställen kommer skummet att falla på grund av den stora bristen på OFK. (Polymerisationsreaktionen är långsam och bubblorna har tid att kollapsa).
2. "METTEM" tillverkade pumphjulet och pumphuvudet längs linjen med en lösning av rostfritt stål. Om du ändå bestämmer dig för att köpa en falsk för GZHU, och sedan inte mer, alla andra som säljs av GZHU är förfalskningar och plagiering. Annars kommer OFK snabbt att "äta" din pump.
c) Dålig blandning.
d) Ojämn skumning.
Jag kommer att dröja vid dessa två punkter senare.
Låt oss nu gå vidare till installationen av FOAM-2000-typen.
Den största fördelen med installationer av denna typ jämfört med GZhU är frånvaron av en skumgenerator. I dem skapas skum på grund av turbulenta flöden av vatten och luft i slangen när de gnuggar mot slangens väggar. Därefter injiceras harts i skumströmmen liksom i GZHU, och blandning sker i utloppsslangen. Och eftersom det inte finns någon skumgenerator är det inga nackdelar associerade med den.
På grund av det faktum att centrifugalpumpar används i PENE-2000 är nackdelarna med att upprätthålla den erforderliga andelen och känsligheten för mottryck identiska med GZHU: s.
Den ukrainska installationen "Standard" fungerar enligt samma princip som "PENA-2000". Killarna som tillverkar och säljer det hävdar att det här är en ny generation enhet. Jag måste svika. Den enda skillnaden mellan denna enhet och "FOAM-2000" är användningen av en kugghjulspump längs hartslinjen.
Är det bra eller dåligt?
Å ena sidan är det bra. Vid varje ögonblick vet du hur mycket harts som spenderas i en tidsenhet. Och det är allt. Det finns inga andra positiva aspekter här. Skumets densitet och kvalitet bestäms av proportionen mellan mängden vatten, luft och harts. Att ändra mottrycket i utloppsslangen ändrar inte hartsflödet. Och hur är lösningen? Det finns trots allt en centrifugalpump. Och om i ett system med två centrifugalpumpar, med ökat mottryck, minskade produktiviteten för båda pumparna proportionellt (med ett fel på grund av vätskans olika viskositet), då kommer "Standard" att produktivitetsförändringen endast sker längs lösningslinjen, dvs. oproportionen blir större.
Faktum är att tonhöjdslinjen har försökt fixas mer än en gång. NST-företaget har en enhet under varumärket PENA-2000 med en skruvpump längs hartslinjen. Vladimir (regissör Andrey Konovalov) har arbetat i många år på sin egen fabrik med en kugghjulspump i hartslinjen. Men om Andrey använde en asynkron motor med en växellåda som en drivning för en kugghjulspump, följde de ukrainska bröderna en enkel väg - de levererade en elektrisk borr som en enhet. Jag känner till den här enheten. Vi använde i installationerna "STREAM 6". En borstad motor är mycket mer känslig för spänningssvängningar. Även om du ställer in potentiometern till en viss position kan du inte vara säker på att nästa gång du slår på den kommer du att få det antal varv som krävs. Därför tvingades uppfinnarna att sätta en varvräknare på den elektriska borren och använda en stabilisator (som förresten inte ingår i satsen). Tyvärr finns det ingen feedback där. De där. När motorvarvtalet ändras visar enheten troget siffrorna. Frågan är, hur ofta ser du på skärmen under drift?
Så de försöker ge oss en påtvingad åtgärd när vi använder kollektormotorer (installation av en varvräknare), för ett nytt ord i produktionen av penoizol. Precis som Dale Carnegie: ”Om du har en citron, gör limonad av den.” Standarden annonseras som en enhet med variabel kapacitet. GRYMT BRA. Speciellt för en nybörjare.
Jag kommer att avslöja en hemsk hemlighet. Vid tillverkning av penoizol behövs inte variabel produktivitet och till och med mycket skadlig. Om du vill få normalt material måste du sträva efter att upprätthålla stabiliteten i ALLA PARAMETRAR. Därför erhålls material av högsta kvalitet i verkstäderna och inte på byggarbetsplatsen.
Jag ber om ursäkt till läsaren för att han har lagt så mycket uppmärksamhet vid standardinstallationen, även om den inte förtjänar det. Det är bara att skaparna av denna installation gör mycket aggressiv reklam, som människor som först bestämde sig för att börja producera penoizol lätt kan ge efter.
Hur problemen med stabil leverans av komponenter vid Potok-anläggningen löstes
För det första bestämde vi oss för att vid produktionen av penoizol är det viktigaste stabiliteten i tillförseln av komponenter genom hartslinjen och lösningslinjen. Detta löser många problem.
För det första är det enkelt att i förväg välja den lägsta erforderliga koncentrationen av skummedel och syra, vilket i sin tur:
1. Det har en gynnsam effekt på kvaliteten på det producerade skummet.
2. Gör produktens densitet förutsägbar.
3. Minskar materialkostnaden.
För detta ändamål använde vi på Potok-6-enheten peristaltiska pumpar av egen design. De visade bra resultat, men löste inte några av problemen. Det maximala trycket de kunde skapa var 6 atm. Med tanke på att detta är arbetstrycket med vår metod för skumning, gjorde pumparna det möjligt att endast fylla i horisonten med installationen, med ett maximalt överskott på 3-4 m. Dessutom kvaliteten på det förbrukningsbara materialet (gummirör ) lämnade mycket att önska. Det var möjligt att följa vägen för att välja rör av bättre kvalitet, till exempel förstärkt silikon eller polyuretan, men detta löste inte problemet med brist på arbetstryck. Därför måste peristaltiska pumpar överges.
I enheterna Potok-7 och Potok-9 använder vi högtrycksdoseringspumpar med asynkron motor. Vi tar de vanliga tyska. Vi gör ett plasthuvud åt dem själva. Med dessa pumpar kan du arbeta från marken och bara lyfta slangar till golvet. I Chita användes Potok-9-enheten för att fylla 14: e våningen, medan enheten låg längst ner.
Huvudidén: proportionerna av alla komponenter väljs i förväg när lösningen blandas. Under drift är tillförseln av komponenter genom hartsledningen och genom lösningslinjen oförändrad. Densitet regleras av lufttillförsel. Av instrumentet visar endast tryckledningsmätaren dig skumets densitet.
Låt oss nu gå vidare till blandning och skumning, de processer som jag utelämnade i början av artikeln.
Så blandningskvaliteten.
Jag kommer att upprepa mig själv. En av komponenterna som krävs för produktion av ureaskum är en katalysator (UFC). Ju bättre vi fördelar katalysatormolekylerna över hartsens volym, desto mindre behöver vi det och desto bättre blir materialet. Den kemiska reaktionen kommer att fortgå i samma hastighet, polymerkedjorna kommer att ha ungefär samma längd och under polymerisationen kommer det inte att finnas några inre spänningar som leder till ytterligare krympning. Hur mycket syra behövs? Skummedlet håller skumbubblorna i cirka 15-20 minuter, varefter de börjar spricka, vilket innebär att polymerisationen bör äga rum på 10-15 minuter.
I installationerna GZHU, "Foam-2000", "Standard", bildas först ett flöde av skum, sedan injiceras harts i det och rörs om mekaniskt med tryckluft.
I Potok-enheterna blandas lösningen först med hartset med hjälp av tryckluft utan bildande av bubblor, och först därefter skummas denna blandning. Vilket är lättare?
Tänk dig att du måste fördela en viskös vätska jämnt över de tunnaste väggarna av klibbiga bubblor (en bubblas vägg är samtidigt väggen till tre eller fyra intilliggande) genom mekanisk omrörning utan att förstöra skummet. Inte en lätt uppgift. I princip troligtvis opraktiskt.
Å andra sidan, blanda de två vätskorna.
Jämför dig själv.
Men det här är en spekulativ jämförelse. Om jag har rätt bör det finnas en digital bekräftelse. Så hur mycket syra använder olika växter? Vid jämförelse kommer jag att ange två förhållanden: procenten syra i lösningen (med hänsyn till vattnets olika hårdhet) och förhållandet mellan den tillförda lösningen och hartset (med hänsyn tagen till hartsets viskositet). De där. med samma procentuella syra i lösningen, om mer lösning tillföres i förhållande till hartset, kommer därför mer syra att behövas per hartsenhet.
GZhU, "Foam-2000" - 1-2% syra i lösning, 1,5-2,5 / 1 lösning / hartsförhållande.
"Standard" - 5% syra i lösning, 1,5-2,5 / 1 lösning / hartsförhållande.
"Ström" - 0,5-1% syra i lösning, 1-1,5 / 1 lösning / hartsförhållande.
Ytterligare kommentarer tror jag är överflödiga.
Låt oss prata bättre om skumning.
Jag har redan berättat hur skum erhålls i GZhU-installationer. Men om det inte fanns någon sekundär skumning kunde penoizol inte erhållas. Vad är sekundär skumning? När harts tillsätts till skumströmmen (antingen stråle eller aerosol) och ytterligare mekanisk omrörning med tryckluft spränger några av bubblorna. I detta fall blandas lösningen i bubblans vägg med en vattenhaltig polymerlösning (harts) och skapar en ny bubbla. Detta görs genom friktion mot slangens väggar. Tänk till exempel på att göra skum i en rakbägare med en borste. Tryckluft fungerar som en borste och en slangvägg fungerar som en kopp. Ju fler bubblor spricker och bildas igen, desto bättre blir blandningen av lösningen med hartset, dvs. ju längre matningsslang, desto bättre. Men det finns begränsningar här. Begränsningen är kompressorns kapacitet. Vid en viss slanglängd förlorar luften energi, övervinn friktion mot slangens väggar och slutar blanda skummet med hartset, men flyttar helt enkelt skummet längs slangen till utloppet. I detta fall fortsätter förstörelsen av bubblor vid slang / skumgränssnittet, dvs. vi tappar bara lite av skummet. I detta fall bildar inte vätskan på slangens väggar nya bubblor och rör sig inte vid skumflödets hastighet utan rinner långsamt ner i en pipa om det finns en naturlig lutning, polymeriserar och täpper slangen . Receptet verkar vara enkelt. Du behöver bara sätta i en mer kraftfull kompressor. Men så är inte fallet. Med ett överskott av luft dyker luftfickor upp i skummet, vilket försämrar skumkvaliteten. Helst behöver vi bara så mycket luft som vi vill få skum.
Enheterna "Foam-2000" och "Standard" arbetar på principen om sekundär skumning.
Skumkvaliteten beror på bubblornas storlek och enhetlighet. Ju längre och med mer energi vi blandar skummet, desto mindre och mjukare blir bubblorna. Men i alla fall, oavsett hur mycket du rör om skummet med en borste, kan du inte få skum som skulle jämföras med skummet som finns i rakburkar. För detta är det nödvändigt att ändra skummetoden.
På Stream-inställningarna har vi ändrat sätt. Vi blandar först två vätskor med luft under tryck utan skumning, och en del av luften löses upp i vätskan. När du rör dig längs slangen minskar trycket och vätskan kokar med bildandet av små bubblor genom hela volymen samtidigt. Resten av luften tillför skum till vätskan genom sekundär skumning. Dessutom har luften mer kinetisk energi än i andra installationer, för levereras med stort tryck. Därför behöver vi en kompressor med lägre luftförbrukning och vi har möjlighet att bygga in den i installationen ("Stream-7).
Dokument
Först måste du registrera en form av aktivitet. Du kan arbeta i form av en individ (enskild företagare) eller en juridisk enhet (LLC). Allt beror på entreprenörens planer, produktionens omfattning. Varje formulär har sina egna möjligheter och begränsningar, men arbete i form av en LLC gör att du kan samarbeta även med stora byggföretag och grossist- och detaljhandelskedjor.
Vid registrering registreras OKVED-2-koder.
23.99.6 "Produktion av mineralvärme och ljudisolerande material och produkter".
22.23 "Tillverkning av plastprodukter som används inom byggnation".
22.29 "Tillverkning av andra plastprodukter".
32.9 "Tillverkning av produkter som inte ingår i andra kategorier".
Certifiering krävs inte för att starta ett affärsprojekt. Polymeren tillverkas i enlighet med TU 2254-001-33000727-99 ”Värmeisolerande skumisolering. Tekniska villkor ".
Fördelar med att använda penoizol
En egenskap hos penoizol, som är ett flytande skum, är förmågan att pumpas in i alla håligheter.Därefter polymeriserar vätskan, torkar, tar önskad form och börjar utföra vissa funktioner.
Utmärkt prestanda är inte det enda plus av detta material. Dess sammansättning säkerställer biologisk stabilitet, vilket innebär att den garanteras att den är fri från mögel, svampar, insekter och möss under hela dess livslängd. Jämfört med skum och glasull behåller den värmen bättre med cirka 10%. Det brinner inte, därför är det perfekt ur brandsäkerhetssynpunkt. Det är också ånggenomsläppligt, vilket innebär att det gör det möjligt att lämna överflödig fukt ute.

Utrustning för penoizol
För industriell produktion av isolering måste du köpa följande utrustning:
- kompressor och strömförsörjning;
- en gasvätskeanläggning för flytande gas, inklusive ett pumpsystem för tillförsel av skum och lösning;
- hopfällbara former för hällning;
- behållare för framställning av en blandning;
- stort bord för förpackningsmaterial.
I denna konfiguration är det möjligt att producera ark och flytande penoizol.

Till salu finns utrustning för rysk, ukrainsk och utländsk produktion. Modellerna skiljer sig från varandra i pris, tekniska egenskaper - inklusive graden av processautomation. Det finns mobila och stationära installationer.
Utrustning och komponenter för produktion av penoizol., UPG-enheter, VPS-G-harts, ABSK-skummedel, ortofosforsyra.
Förhandlat pris köpa
Utrustningen kan tillverkas själv - nödvändiga ritningar och diagram säljs.
När du väljer en teknik är det bättre att leta efter en säljare som utbildar kundens personal i installationen. Utrustningen måste garanteras.
Sammansättning och applicering
Huvudkomponenten i penoizol är en polymer - ureaharts.
För tillverkning av penoizol:
- polymer ureaharts;
- härdare;
- skummande medel;
- vatten speciellt förberett för processen.
Den färdiga penoizolen liknar souffeln. Kommer i kontakt med luft, stelnar det och fyller hålrummen i byggnadernas strukturer, vilket skapar effekten av värme och ljudisolering i rummet.
Produktionen av penoizol kan startas på befintlig färdigutrustning eller monteras för hand enligt ritningarna. Enkel användning gör att du kan arbeta med penoizol året runt, inte beroende på klimatförhållandena. Tak, tak, väggar, fundament och skiljeväggar kan isoleras med detta material.
Tillverkningsprocessen i sig är inte särskilt svår, så du kan förbereda isoleringsmaterialet hemma. Att ha blygsam erfarenhet av konstruktion, nödvändig kunskap och installation av hög kvalitet, vilket gör penoizol med egna händer är en riktig uppgift.
Utrustning för produktion av penoizol består av:
- lösningspump;
- skumpump;
- skumgenerator;
- kompressor;
- strömförsörjning.
Produktionen av penoizol som säljs till tredjepartsorganisationer eller köpare kan ställas in inomhus, men ett effektivt alternativ (spara på transporttjänster) skulle vara att producera det direkt på byggarbetsplatsen med hjälp av en skumgenerator.
Utrustning för produktion av penoizol på den moderna marknaden representeras av olika tillverkare. Ett brett urval av rysk och ukrainsk utrustning (Pena-2000 DMU, Pena-2000 10 / UM, Pena-2000R) presenteras för en entreprenör som har beslutat att börja producera penoizol.
Skumisolerande enhet Skum 2000 DMU Omedelbart är det nödvändigt att bestämma vad enheten köps för. Om du planerar att isolera ditt hus och flera föremål för dina släktingar och vänner är det inte nödvändigt att köpa dyr utrustning, men försök att hålla inom en liten budget.
Alternativt kan du göra dig själv en gasvätska eller pneumohydraulisk installation.
Du kanske är intresserad av en artikel om hur man isolerar väggar med penoizol.Läs artikeln om hemisolering med penoizol här.
Råmaterial
Produkten produceras genom att skumma ett polymerharts enligt ett utvecklat recept. Beroende på formeln kan tillsatser tillsättas kompositionen, men huvudkomponenterna är desamma.
- Syntetiskt urea-formaldehydharts.
- Skummedel. Krävs för stabil skumbildning.
- Katalysator (härdare). Påskyndar härdningsprocessen.
- Vatten med en temperatur som inte är lägre än + 20 ° С.
Att hitta och köpa nödvändiga råvaror kommer inte att vara ett problem.
Det finns allmänt accepterade standarder för receptet, men en affärsman kan mycket väl skapa sin egen isoleringsformel. Det är bättre att kontakta en byggexpert, även om du själv kan hitta information - det finns tillräckligt med onlineresurser, forum om detta ämne på Runet.
Inledande komponenter för produktion av penoizol

Genom sin sammansättning och struktur tillhör Penoizol klassen ureaskum med en värmeledningskoefficient på 0,035 - 0,047 W / mK och en densitet på 8 - 28 kg / m3. Sammansättningen av komponenterna som används för dess produktion är ganska enkel:
- karbamidpolymerharts;
Detta är huvudkomponenten. Det är inte ovanligt och används ganska ofta vid produktion av spånskivor och fiberplattor. Hartset ser ut som en suspension av ljusbrun färg och består av 55% torrsubstans, 0,25% formaldehyd och vatten. Avser icke brännbart material.
- skummande medel;
Det finns en hel del varianter av det (Morpen, ABSK, Penostorom, etc.), så nästan alla kan användas. Genom sin sammansättning är det en lågbrännbar, viskös brun substans med en svavelsyrahalt på cirka 2%.
- ortofosforsyra;
Denna komponent utför i huvudsak en härdares funktioner. Det är ett brännbart material och har en densitet på 50 till 90%.
- vatten.
Vattnet används med vanligt kranvatten.
Penoizol produktionsverkstad
För att organisera ett företag behöver du ett rum med en yta på 70-90 kvm. m, uppdelad i en produktionsverkstad, ett lager, ett personalrum, ett administrativt kontor och ett badrum. Den ska placeras långt från bostadsområden. Kommunikation måste utföras på minianläggningens territorium
Verkstaden är utrustad med 220V strömförsörjning och ett bra ventilationssystem. Det senare är nödvändigt, för när hälsoskadliga ämnen frigörs när det torkar isoleringsark (fenol-formaldehyd finns i kompositionen av syntethartset).
Lageret kommer att lagra råvaror och färdiga varor. Det är värt att placera metallställ i rummet.
Lokalerna bör vara utrustade med en bilingång för lossning och lastning.
Hur utrustar jag en workshop?
Miniproduktion av penoizol som företag kräver inköp av teknisk utrustning. Standardlinjen för produktion av arkmaterial innehåller följande utrustning:
- kompressor,
- gas-vätskeinstallation,
- hopfällbara former,
- behållare för komponenter,
- förpackningsbord.
Det är inte nödvändigt att köpa en torkkammare eftersom blandningen stelnar under normala förhållanden.
För att göra penoizol direkt på byggarbetsplatsen behöver du nästan samma uppsättning maskiner - med undantag för tabeller för förpackning och formulär. En mobil gasvätskeanläggning och kompakta tankar för blandning av råvaror utför alla nödvändiga tekniska steg. När det gäller kostnader kommer den tekniska utrustningen för offsite-verksamheten att kräva mindre finansiering.
Priset på utrustning för produktion av penoizol är lågt. Du kan utrusta verkstaden helt för 100 000 rubel. Även kraftfull utrustning kostar inte mer än 300 000 rubel. Det är möjligt att organisera aktiviteter för produktion av en värmeisolator på byggarbetsplatser utan att ens spendera 70 000 rubel.
Personal
För att kunna betjäna produktionen måste du anställa 3 personer, varav en kommer att vara senior i butiken. Den senare ansvarar för att samordna resten av arbetarna, övervaka deras aktivitet och utbildning. Det är seniorarbetaren som behöver skickas i praktik till säljaren av utrustningen.

En försäljningschef krävs för att organisera försäljningen. Han kommer att träffa och förhandla om leveranser med företrädare för bygg- och grossist- och detaljhandelsföretag.
En förare behövs för att leverera råvaror till anläggningen och färdiga varor till kunderna.
Revisorn kommer att hantera pappersarbete och förberedelse av papper för skattemyndigheterna. Det är bättre att anställa honom för outsourcing (kontakta ett bokföringsföretag).
Fördelar och nackdelar
Utåt liknar penoizol marshmallow-kakor. Trevligt att ta på, lätt poröst vitt material behåller sin elasticitet och styrka i flera decennier. Byggtekniker noterar följande fördelar med materialet:
- Låg värmekonduktivitetskoefficient. Denna indikator gör Penoizol till en av de bästa värmare på marknaden.
- Hög vidhäftning mot de flesta byggmaterial och utmärkt skumträngning. Dessa faktorer underlättar appliceringen av isolering både över stora ytor och på olika svåråtkomliga platser, inklusive dolda håligheter i väggar och tak. Materialet passar bra på horisontella, vertikala och lutande ytor.
- Den beräknade livslängden är 55-75 år. Resultatet erhölls genom beräkningar och storskaliga tester, men analysen av kontrollprover som fungerade i 10-20 år bekräftar det.
- Hög ånggenomtränglighet. Denna egenskap gör att isoleringen kan "andas", vilket tar bort överflödig fukt från dess volym. Detta förhindrar ansamling av fukt - en grogrund för mögel och patogena mikroorganismer. Samtidigt upprätthålls ett bekvämt mikroklimat i lokalerna.
- Oattraktivitet för skadedjur: insekter och gnagare. Penoizol blir ett naturligt hinder för deras spridning.
- Motståndskraftig mot öppen eld och hög temperatur. Vid upphettning avger inte penoizol giftiga ämnen, till skillnad från andra skummaterial.
- Motståndskraftig mot lösningsmedel och andra aktiva kemikalier.
Det finns ett antal nackdelar som ligger i isoleringen.
- Med tiden benägen för volymetrisk krympning;
- Kan ge bort en obehaglig lukt när den appliceras och torkar. Detta indikerar den låga kvaliteten på de lösningsmedel och bindemedel som används, men påverkar inte den slutliga kvaliteten på isoleringen. Bara för arbetet med värmeisolering måste bostaden lämnas.
Det är bättre att vara uppmärksam på lukten innan du köper en komposition för sprutning.
Vem ska vi sälja den färdiga produkten till?
Tre huvudgrupper av ureaskumkonsumenter:
- byggföretag, reparations- och byggföretag;
- butiker och grossist- och detaljhandelskedjor som säljer byggprodukter, byggmarknader;
- privata personer.
I början är det viktigt att använda alla möjliga distributionskanaler - det är nödvändigt att locka potentiella köpares uppmärksamhet till den nya produkten. Det mest praktiska alternativet är dock att få ett kontrakt för stora isoleringsförråd. Därför bör man ägna stor uppmärksamhet åt förhandlingar med byggföretag.
Penoizol-affärer är säsongsbetonade. Byggandet utförs aktivt under den varma årstiden. Naturligtvis genomförs stora byggprojekt på vintern, men i allmänhet sjunker byggnadsvolymen i kyla märkbart.
Stadier av teknik för produktion av ark penoizol
- Beredning av blanketter.
- Hälla flytande penoizol.
- Exponering i 2-3 timmar.
- Demontera formuläret och hålla "materialets kuber" i 3 timmar.
- Primär skärning i ark.
- Torkning.
- Efterbehandling, förpackning, lagerhållning, frakt.
Det verkar som om allt är enkelt och tydligt. Icke desto mindre är produktionen av ark penoizol en mer komplex teknik än att hälla på plats, vilket kräver noggrann efterlevnad av förbrukningen av komponenter, temperatur och torkning.
Ungefärlig konsumtionshastighet för penoizolkomponenter för att fylla i ett formulär med en volym på 1m3
- Urea-formaldehydharts - 22 kg.
- Skummedel - 0,2 kg.
- Härdningskatalysator (fosforsyra) - 0,3 kg.
- Kranvatten eller industriellt vatten - empiriskt.
Det första du behöver för att börja producera lakpenoizol är ett lämpligt rum. Om industriproduktionsvolymer planeras krävs ett rum med en yta på 250-500 m2, som ska rymma följande produktionsområden:
- Råvarulager.
- Område för fyllning av blanketter.
- Torkning.
- Webbplats för förberedelse och efterbehandling kapning och förpackning.
- Färdigvarulager.
Funktioner i produktionsprocessen
För att genomföra den tekniska processen (hällning, demontering av former, skärning, stapling på stativ, kapning efter storlek, förpackning etc.) krävs personal i en mängd av tre personer.
Dessutom måste produktionsområdet vara "varmt". Särskilda krav för temperaturregimen ställs på torkavsnittet. Så vid hällplatsen måste en temperatur på minst 15 grader Celsius bibehållas och vid torkplatsen minst 20-28 grader Celsius.
Eftersom torkningsprocessen varar i tre dagar bör temperaturen i torkfacket stiga gradvis, från 20 grader den första dagen och upp till 28 grader den sista dagen. Hällnings- och torkutrymmen bör ha effektiv tillförsel och avgasventilation.
När de torkas på stativ bör färdiga skumbrädor inte ha "slutna" zoner. Det vill säga tillgång till luft tillhandahålls från alla sidor av plattorna. Torkning av hög kvalitet är nödvändig så att senare krympning inte uppträder och lukten av formaldehyd försvinner helt. Dess varaktighet beror på lufttemperaturen i rummet, relativ fuktighet, graden av luftutbyte och mängden vatten som används för produktion av penoizol.
Formar för att hälla plattor är fyra väggar av galvaniserat stål, förbundna med varandra med hjälp av snabbspärr. Formens botten är en pall på vilken en plåt av galvaniserat stål läggs, varefter väggarna installeras på den. Inuti är formen inte utsmetad med någonting.
Penoizol har en nackdel - vid intensiv torkning är krympning möjlig, därför initialt skärs "kuben" av det färdiga materialet i ark av större storlekar än vad som krävs. Och efter slutlig torkning förs varje ark genom en speciell skärare, justerad "efter storlek", som tar bort "toleranser" (överskott) med en noggrannhet på en millimeter.
Från det första blocket erhålls sålunda cirka 7 ark med 1200x600x100 millimeter - 0,5 m3 färdig isolering, som är förpackade i termisk film i förpackningar om 7 stycken.
Skrot och andra rester som genereras under kapning och tillverkning av skumplattor krossas i smulor, packas i påsar och används för återfyllning av värmeisolering. Det är, det är möjligt att karakterisera produktionen av ark penoizol. Hur helt slöseri.
Det bör noteras att om flytande penoizol kan användas, inklusive vid reparation och rekonstruktion av byggnader och strukturer, så används plåtmaterial främst vid konstruktion av nya byggnader.