Đường ống được làm từ các phần tử polyetylen đang dần thay thế các đường ống kim loại thông thường. Nhựa có nhiều lợi thế đáng kể so với kim loại. Hàn ống polyetylen là một phương pháp đáng tin cậy để nối các bộ phận riêng lẻ. Đường may hoàn thiện có thể chịu được tải trọng lớn, bền và có khả năng chống ẩm.
Hàn ống polyetylen
Các tính năng cài đặt
Khi hàn ống HDPE, phải lưu ý rằng mối nối hàn là một đoạn. Để chế tạo mối hàn bền cần sử dụng thiết bị chuyên dụng. Ban đầu, tốt nhất là cố gắng thực hiện công việc trên những phần thô.
Khi tạo kết nối trên phụ kiện nén, cần phải chọn tùy chọn để tách các phần tử riêng lẻ. Một mối nối được làm trên các phụ kiện có thể chịu được tải trọng của từng hệ thống đun nước nóng, nhưng nó không được thiết kế cho búa nước hoặc áp lực công nghiệp. Đường hàn phù hợp để ghép các chi tiết có đường kính lớn.
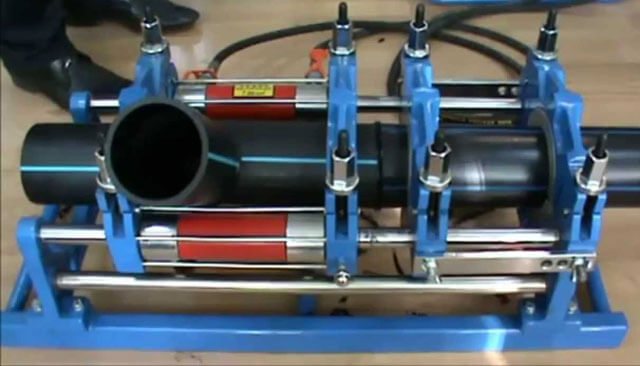
Máy hàn
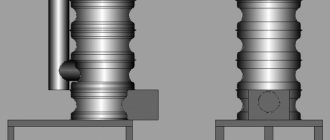
Thiết bị hàn ống HDPE bao gồm một số yếu tố. Mỗi phần tử thực hiện chức năng riêng của nó. Ví dụ, một bộ định tâm được sử dụng để kẹp và định tâm các đường ống. Nó được trang bị hai hoặc bốn kẹp. Máy bay được sử dụng để hoàn thành các đầu cuối. Và gương hàn làm nóng các đường ống đến nhiệt độ nóng chảy.
Ngoài ra, thiết bị còn được trang bị một thiết bị cho phép bạn tạo lực ép cần thiết để ép ống vào gương hàn, cũng như để ép hai đoạn ống trong quá trình ép. Bộ phận điều khiển thiết bị cho phép bạn cung cấp điện áp cần thiết, cũng như duy trì các thông số của thiết bị trong một khoảng thời gian nhất định.

Phương pháp hàn
Công nghệ hàn ống polyetylen được thực hiện bằng một số phương pháp. Mỗi loại đều có những tính năng nhất định, yêu cầu sử dụng các loại công cụ, vật tư tiêu hao khác nhau.
Loe
Để hàn ống PE bằng phương pháp ổ cắm, phải sử dụng phụ kiện đặc biệt. Ngoài ra, bạn sẽ cần các công cụ sau:
- máy hiệu chuẩn;
- máy cắt ống;
- máy hàn vật liệu cao phân tử;
- dụng cụ vát mép;
- một bộ vòi phun để sưởi ấm.
Hướng dẫn từng bước để thực hiện công việc:
- Cắt ống theo kích thước.
- Sử dụng một công cụ vát mép để cắt cạnh được nối.
- Hiệu chỉnh lỗ để có được một hình tròn hoàn hảo.
- Lau sạch các bề mặt trụ cầu khỏi bụi bẩn, chất tẩy dầu mỡ.
- Đặt nhiệt độ gia nhiệt của máy hàn là 210 độ C. Sau khi gia nhiệt đến nhiệt độ này, đèn báo trên thiết bị sẽ sáng.
- Lắp đường ống và khớp nối đã chuẩn bị sẵn vào hai đầu phun cố định trên máy hàn.
- Sau khi đun nóng, bạn lấy hai bộ phận ra, nối chúng lại với nhau.
Chờ cho khớp nguội.
Mông
Phương pháp này được sử dụng để hàn các sản phẩm có thành dày trên 5 mm. Thiết bị, dụng cụ cần thiết:
- Cơ chế xử lý các lát cắt là một cơ chế tự nhiên.
- Một thiết bị để căn chỉnh đồng trục của hai bộ phận so với nhau - bộ định tâm.
- Hệ thống kiểm soát các quy trình tự động.
- Máy hàn được sử dụng cho kết nối cuối.
- Ổ đĩa để kết nối các yếu tố riêng lẻ.
- Giảm chèn.
Quá trình làm việc:
- Cố định hai đầu đường ống vào giá đỡ chính giữa.
- Làm sạch, vát mép các khớp nối.
- Gương hàn làm nóng hai phần của đường ống cùng một lúc.
- Dưới áp lực, hai phần được giữ cho đến khi chúng nguội đi.
Để tạo đường may chắc chắn, bạn cần tự làm quen với bàn hàn đối đầu cho ống polyetylen.

Máy hàn ống polyetylen
Máy đùn
Hàn ống HDPE bằng máy đùn được sử dụng trong sản xuất trong sản xuất đường ống có hình dạng phức tạp. Hướng dẫn từng bước để thực hiện công việc:
- Cắt các bộ phận theo kích thước yêu cầu, làm sạch chúng khỏi gờ.
- Làm sạch các điểm cắt khỏi bụi bẩn, tẩy dầu mỡ.
- Hàn điểm để gắn chặt các bộ phận với nhau.
- Hàn mối nối bằng máy đùn.
Để làm cho đường may có hình dạng chấp nhận được, bạn cần đợi nhựa nguội, dùng giấy nhám chà lại.
Phụ kiện điện
Hàn ống HDPE với khớp nối nhiệt điện được coi là một phương pháp đắt tiền, đòi hỏi phải mua một số vật tư và dụng cụ tiêu hao nhất định. Phụ kiện điện hóa là các bộ phận bằng nhựa có nhiều bộ phận làm nóng được gắn bên trong. Khi sử dụng các phụ kiện, bạn phải sử dụng máy hàn đặc biệt không có phân đoạn gia nhiệt.





Hàn ổ cắm của ống HDPE

Hàn ổ cắm
Hàn ổ cắm có một quy trình khác và một bộ vật liệu khác. Để thực hiện công việc, bạn chắc chắn sẽ cần một mỏ hàn cho ống HDPE, cũng như một bộ đầu phun. Thường trong các kết nối như vậy, thiết bị bổ sung được sử dụng, chẳng hạn như góc và lệch tâm. Việc kết nối các đầu của sản phẩm được thực hiện sau khi các phụ kiện được gắn vào chúng.
Công việc sử dụng một mỏ hàn cho các ống polypropylene, có chứa một số bộ phận kim loại. Các bộ phận này làm nóng các tập hợp nhựa. Một trong số đó là trục gá - một bộ phận đặc biệt được lắp vào bên trong khớp nối. Cái còn lại, ống tay áo, dùng để làm nóng chính trang web.
Tiến hành hàn ổ cắm cần có sự chuẩn bị đặc biệt. Bạn cần thực hiện một số hành động để giúp cải thiện chất lượng kết nối:
- Các phôi phải được cắt xén và căn chỉnh chính xác đối diện nhau.
- Các cạnh phải được làm sạch bụi bẩn và cặn nhựa.
- Những đường ống hiện không sử dụng phải được cắm để tránh tắc nghẽn.
- Cần phải kiểm tra thiết bị hàn để tìm bụi bẩn hoặc cặn nhựa từ quá trình làm việc trước đây. Làm sạch nếu cần thiết.
Sau khi thực hiện xong các công việc chuẩn bị, bạn có thể yên tâm tiếp nhận thực hiện phương pháp hàn này. Trình tự thực hiện:
- Các bộ phận cần nối được nung nóng bằng mỏ hàn đến nhiệt độ nhất định. Thông thường nhiệt độ này do thiết bị tự theo dõi, đến thời điểm thích hợp sẽ phát tín hiệu ngừng đun.
- Ống được chèn cưỡng bức vào ống bọc, và khớp nối được đẩy lên trục gá. Thường cần rất nhiều nỗ lực để thực hiện các thao tác này. Nó là cần thiết để chèn các bộ phận tất cả các cách.
- Phần nhựa thừa sẽ được ép ra ngoài và tạo thành hạt hình chiếc nhẫn.
- Sau đó, cả hai bộ phận phải được lấy ra khỏi dụng cụ và kết nối chặt chẽ với nhau.
- Sau khi làm nguội hoàn toàn, bạn có thể tiếp tục công việc kết nối đường ống.
Quan trọng! Trong quá trình làm mát, cần đảm bảo kết nối nghỉ hoàn toàn. Bất kỳ tác động nào trong giai đoạn này có thể làm ảnh hưởng đến độ chặt chẽ của kết nối.
Thời gian hàn có thể được tìm thấy trong các tiêu chuẩn trong đó thời gian này được chỉ định tùy thuộc vào đường kính của các bộ phận.

Kết nối phù hợp
Cũng cần nhớ rằng chỉ cần tác động lực khi nối ống và ống nối cho đến khi các bộ phận nghỉ ngơi. Nếu bạn tiếp tục gây ảnh hưởng, bạn có thể vi phạm tính toàn vẹn của kết nối, điều này sẽ gây ra những hậu quả tiêu cực trong tương lai.
Công cụ và thiết bị
Thiết bị, dụng cụ phục vụ công việc được lựa chọn tùy thuộc vào phương pháp hàn nào sẽ được sử dụng. Đảm bảo cần có dao cắt ống, cơ cấu vát mép.Ví dụ, để hàn điện phân ống polyetylen, cần có một máy hàn đặc biệt và các bộ phận gia nhiệt.
Hàn nhiệt điện trở của ống polyetylen yêu cầu sử dụng các bộ phận gia nhiệt điện nhúng. Đối với phương pháp đối đầu, bạn sẽ cần một bộ định tâm, một bộ truyền động thủy lực và một công cụ hướng.
Hàn nút ống polyetylen
Để hàn đối đầu ống polyetylen, cần phải có thiết bị hàn đặc biệt. Phương pháp kết nối này chỉ hiệu quả cho việc hàn ống HDPE. Tính linh hoạt của nó nằm ở chỗ nó cho phép bạn duy trì tính linh hoạt của cấu trúc trong suốt chiều dài của nó. Phương pháp này có thể được sử dụng với cả đào rãnh và với phương pháp đặt ống hở.

Hàn nút ống HDPE được thực hiện theo trình tự sau:
- Lắp đặt các đầu của sản phẩm hàn vào bộ phận tập trung của thiết bị hàn.
- Căn chỉnh và cố định chặt chẽ các bộ phận.
- Làm sạch các phần cuối khỏi bụi bẩn, bụi, dầu mỡ, các lớp và lớp tắc nghẽn khác (thực hiện bằng vải bông có tẩm cồn).
- Xử lý các đoạn cuối bằng thiết bị đối mặt (cắt). Quá trình này được thực hiện cho đến khi xuất hiện các phoi đồng nhất, có độ dày không quá 0,5 mm.
- Tháo phôi và kiểm tra các đầu bằng tay xem có song song không. Nếu phát hiện thấy khe hở đáng kể giữa các bề mặt, hãy cắt tỉa lại cho đến khi tìm thấy sự phù hợp cần thiết.
- Làm nóng các đầu của ống trắng bằng bộ phận gia nhiệt, bề mặt của ống được phủ một lớp chống dính.
- Khi đạt đến độ nóng chảy của phôi, tháo bộ phận gia nhiệt và đóng các đầu ống cần hàn. Áp suất tiếp xúc được tăng lên cho đến khi đạt được sự đóng hoàn toàn và chắc chắn. Sản phẩm nên được giữ trong một thời gian (thường là 5-10 phút) cho đến khi khớp hoàn toàn cứng.
- Kiểm tra chất lượng của kết cấu hàn. Sự xuất hiện của các đầu được hàn, sự tương ứng của chúng với nhau và độ bền của vật hàn được đánh giá.
Ngoài bản thân quá trình hàn, điều quan trọng là phải chú ý thêm đến công việc sơ bộ được liệt kê trong các điểm bắt đầu. Chúng nên được thực hiện cẩn thận trước khi hàn ống HDPE, vì độ tin cậy và độ bền của mối nối được tạo ra phần lớn phụ thuộc vào điều này.
Điều kiện tiên quyết để đạt được hiệu quả cao của hàn đối đầu là việc thực hiện nó với một đường may. Chỉ trong trường hợp này mới đạt được độ bền tối đa của mối hàn, nếu không nó có thể không đủ.
Các giai đoạn của công việc
Để hàn ống HDPE bằng tay của chính bạn tại nhà, hãy sử dụng phương pháp nối các bộ phận thành một mối nối. Các giai đoạn của công việc:
- Cắt các phần tử theo kích thước yêu cầu.
- Vát mép, căn giữa hai phần.
- Loại bỏ các gờ và bụi bẩn khỏi các bộ phận được kết nối. Tẩy dầu mỡ bằng cồn.
- Làm nóng hai bộ phận bằng máy hàn nhựa.
- Dùng tay ấn hai phần lại với nhau.
Chờ cho đường may nguội. Dùng giấy nhám mịn chà nhám các hạt nhựa. Phương pháp mối nối đối đầu cung cấp tính linh hoạt của đường ống dọc theo toàn bộ chiều dài của nó, được coi là một điểm cộng. Nếu bạn cần thực hiện một đường may ở nơi khó tiếp cận, thì nên chọn phương pháp ghép nối. Các mối nối chia cắt thích hợp để làm đường ống tạm thời.
Hàn ống polyethylene được coi là một phương pháp đáng tin cậy để làm đường ống nhựa. Một số phương pháp làm việc được phân biệt, khác nhau về thiết bị được sử dụng, trong các giai đoạn hàn. Bạn có thể tự mình tạo ra một kết nối mạnh mẽ.
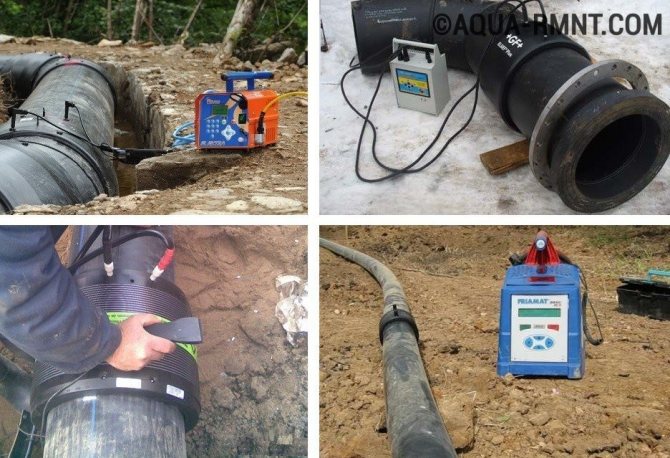
Hàn điện

Hàn điện
Một kiểu hàn ổ cắm đặc biệt, bao gồm việc sử dụng các thiết bị đặc biệt.Kết nối này giúp đạt được độ bền và độ bền cao của kết cấu hoàn thiện. Phương pháp này được thực hiện với sự trợ giúp của các khớp nối điện, đã có sẵn các bộ phận làm nóng bên trong.
Có thể sử dụng các phụ kiện có bộ phận làm nóng bên trong. Các đường xoắn ốc làm nóng vật liệu, làm cho vật liệu trở nên mềm dẻo. Sau đó, hai phần được nối với nhau và đảm bảo một kết nối nguyên khối đáng tin cậy.
Các công cụ cho loại hàn này đắt hơn nhiều, nhưng chúng có chức năng tốt hơn nhiều. Việc sử dụng các khớp nối điện đảm bảo rằng không có hạt hình khuyên ở phần bên trong và đảm bảo nước đi qua tốt. Một ưu điểm khác là phương pháp này không yêu cầu sử dụng trực tiếp thiết bị hàn. Điều này giúp thực hiện công việc trong điều kiện chật chội.
Quy trình hàn điện:
- Các bộ phận được nối được cắt đúng vị trí.
- Các đầu của sản phẩm, cũng như khớp nối điện, được làm sạch khỏi nhiễm bẩn.
- Các dấu thích hợp được để lại trên bề mặt để giúp xác định độ sâu chèn của khớp nối.
- Với sự trợ giúp của dây dẫn, nam châm điện được kết nối với thiết bị hàn.
- Trên thiết bị, chủ nhân nhấn nút để bắt đầu hàn, nút này sẽ bắt đầu làm nóng các phần tử.
- Ngay sau khi quá trình kết thúc. Thiết bị sẽ tự tắt sưởi ấm.
- Sau khoảng một giờ, kết nối sẽ nguội hoàn toàn và có thể đưa vào hoạt động.

Chữ viết hoa kết thúc
Tốt nhất bạn nên bịt các đầu ống không sử dụng trước khi bắt đầu hàn bằng các phích cắm đặc biệt để tránh làm nguội.
Điều quan trọng là phải giữ các bộ phận ở vị trí cứng trong quá trình hàn. Điều này có thể được thực hiện bằng cách sử dụng giá đỡ hoặc giá đỡ đặc biệt. Mối hàn cuối cùng không được dày hơn 0,5 độ dày của thành.
Chuẩn bị cho công việc
Trước khi tiến hành hàn trực tiếp, cần tiến hành chuẩn bị sơ bộ. Các giai đoạn của nó đều giống nhau bất kể phương pháp nào được áp dụng.
Trước hết, bạn cần chuẩn bị một khu vực làm việc có kích thước vừa đủ, có thể chứa đầy đủ các thiết bị, đường ống và phụ kiện cần thiết cho mình (nếu có). Trước khi bắt đầu công việc và kết nối máy hàn với mạng, hãy kiểm tra tính toàn vẹn của dây cáp điện. Cũng cần đảm bảo rằng kẹp và các cảm biến điện tử hoạt động tốt, các lưỡi tông đơ được mài sắc và các lớp lót chuẩn bị cho công việc tương ứng với đường kính của ống. Các bộ phận chịu ma sát trong quá trình hoạt động được bôi trơn, và bộ gia nhiệt, dụng cụ úp và gạt được làm sạch và tẩy dầu mỡ.
Bản thân các đường ống cũng được xử lý: ở những vị trí của các mối nối được đề xuất, bề mặt được làm sạch. Do đó, có thể loại bỏ các tạp chất khác nhau sẽ cản trở việc tạo ra một kết nối đáng tin cậy.
Hàn mông tự làm
Phương pháp này được thực hiện bằng cách sử dụng một máy hàn đường ống đặc biệt. Quá trình chính nó như sau. Các đầu của các phần tử được làm sạch bụi bẩn và lau bằng hợp chất tẩy dầu mỡ. Sau đó, chúng được làm nóng bằng một bộ phận gia nhiệt đặc biệt đến trạng thái nhớt và được kết nối dưới áp suất. Sau đó, đường nối phải nguội tự nhiên và chỉ khi đó đường ống mới được vận hành.
Tuy nhiên, khi thực hiện hàn đối đầu, bạn nên theo dõi các thông số như:
- Thời gian gia nhiệt;
- Chiều cao cuộn lại của các đầu;
- Áp lực lên các bề mặt được nối;
- Nhiệt độ.
Nếu tất cả các thông số khuyến nghị được quan sát, đường may phải đồng đều với cùng độ nhô trên toàn bộ bề mặt. Hàn nút được coi là phương pháp chính để tạo ra một đường ống dẫn từ các thành phần polyetylen.
Các loại kết nối ống
Để kết nối bất kỳ đường ống nào với nhau, chúng chủ yếu được sử dụng:
- Kết nối cơ học
... Cách dễ nhất để kết nối các đường ống là sử dụng các phụ kiện.Các phần tử kết nối bổ sung của các cấu hình khác nhau cho phép lắp ráp các hệ thống khác nhau. - Hàn
... Ống có thể được lắp đặt bằng cả phương pháp không rãnh và bằng cách đặt trong rãnh sau khi lắp ráp trên bề mặt. Hàn điện trở được sử dụng để duy trì tính linh hoạt (không bị mất sức mạnh) của hệ thống cấp nước làm bằng ống polyetylen. Trong thực tế, những điều sau được sử dụng:
- hàn đối đầu;
- hàn điện.