

Sådan bøjes et rør i en ret vinkel
Metal fungerer som et ret stærkt materiale, men med særlig eksponering kan det bøjes. Til dato er der flere måder at løse dette problem på. Den første teknologi er brugen af pinde. Men du skal huske, at denne metode kan beskadige røret eller endda bryde det. Dette kan undgås ved at fylde det indre hulrum med tørt sand. Stik skal installeres i begge ender.

Det næste trin er at begynde at bøje. Til dette graves pinde i jorden. Du vil bruge dem som gearing. Hvis du ikke er sikker på dine evner, skal du først øve på unødvendige rørsektioner. Hvis du står over for spørgsmålet om, hvordan man bøjer et rør uden en rørbukker, kan du ved hjælp af denne teknologi ændre formen på et produkt, hvis diameter varierer fra 16 til 20 mm. For rør med en mere imponerende diameter er denne teknik ikke egnet, da processen vil være ret kompliceret. Det er også vigtigt at overveje det underliggende materiale. For eksempel anbefales andre metoder til galvanisering.
Hvordan man laver en rørbukker selv
I nogle tilfælde kan du undvære at købe manuel profilbøjningsmaskine. Denne enhed kan laves af dig selv. Det er velegnet til forarbejdning af rørprodukter med lille diameter, for eksempel til rammen af havepavillon eller drivhuse.
For rørprodukter, hvis diameter ikke overstiger 2 cm, er det nok bare at skabe strukturer fra
betonblok og bajonetter i stål... 4 huller er lavet i beton, metalpinde indsættes i dem, gennem hvilke et professionelt rør føres og bøjes i den ønskede retning.
For rørkonstruktioner med en diameter på mere end 2,5 cm er det nødvendigt at oprette en profilbøjning ved hjælp af ruller... De er fastgjort på betonbasen. Værdien af radius af valsernes sidekanter skal være lig med bøjningsrørets radius. Det profilerede rør, der er anbragt mellem hjulene, er fastgjort i den ene ende. I den anden ende er den fastgjort til et spil, der drives og giver røret den nødvendige bøjning.
Når du opretter hjemmelavede rørbukkere til et profilrør, skal følgende parametre tages i betragtning:
- Afstand fra røret til profilbøjende drivhjul afhænger af rørets dimensioner: for et produkt med en radius på 2,5 cm kræves et mellemrum på 6 mm, for større rørkonstruktioner varierer dette tal fra 6 til 12 mm.
- For lille afstand mellem hjulet og røret vil resultere i behovet for lægge meget mere fysisk anstrengelse til bøjning af rørkonstruktionen.
- For meget clearing vil resultere i ujævn bøjning og krænkelse af strukturens integritet.
Brug af opvarmningsteknologi
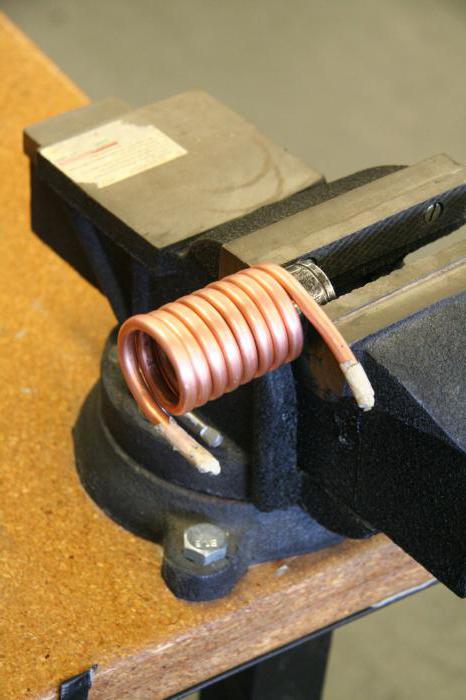
Inden du bøjer et rør uden en rørbukker, skal du overveje, hvilken teknologi der er bedst til dette. Opvarmning kan være en god løsning. Denne metode bruges almindeligvis til rør af stål og aluminium. Til proceduren er produktet fastgjort i en skruestik, men først skal det fyldes og opvarmes med en gasbrænder til det sted, du planlægger at bøje. Temperaturen bestemmes ganske enkelt: når et stykke papir nærmer sig røret, skal det begynde at ryge. Når der anvendes en stålstang, skal den blive rød ved opvarmning. Af sikkerhedshensyn skal teknikeren bære handsker.

Pladeparallel plade
Hvis du står over for opgaven med at bøje et rør uden en rørbukker, kan du bruge en plan-parallel plade. Denne teknik indebærer at fastgøre produktet i en klemme. Derefter kan du bøje, og dette skal gøres langs pladen. Denne teknik betragtes ikke kun som økonomisk, men også som enkel. For at opnå et positivt resultat skal der anvendes flere plader, som hver har en forskellig krumning. Hovedbetingelsen er brugen af et stålrør. Produktets længde skal være ret imponerende.

Brug en metalfjeder
Ganske ofte tænker hjemmearbejdere på spørgsmålet om, hvordan man bøjer et rør uden en rørbukker derhjemme. En metalfjeder kan bruges til dette. Denne teknik er fremragende til ikke-jernholdige rør, der har god duktilitet.
En fjeder bruges til at forhindre deformation. For at opnå et godt resultat skal fjederstørrelsen tages i betragtning, som skal matche den indre diameter af metalstrukturen. Dette krav skyldes, at røret skal indsættes i hulrummet. Bukning kan derefter udføres ved at binde fjederen med en ledning for at gøre det lettere at hente den senere.
Hvordan man laver skorstene i rustfrit stål med egne hænder - design og teknologi
Skorstensdesign skal altid udføres professionelt. For at gøre dette er det nødvendigt at tage højde for specifikationerne for varmelegemets drift, at kende bygningens parametre og områdets klimatiske egenskaber. Først efter at have taget hensyn til alle disse parametre, kan du vælge den optimale teknologi og materiale til fremstilling af skorstenen (flere detaljer om typerne blev skrevet her).
Med fremkomsten af modulære sandwich skorstenssystemer satte mange håndværkere sig for at lave deres egne analoger. Men er det muligt derhjemme? For at besvare dette spørgsmål er det nødvendigt at analysere de anvendte materialer og værktøjer.
Udarbejde en skorsten
Inden du laver en skorsten, skal du vide det nøjagtige forbrug af materiale. Til dette udarbejdes en plan under hensyntagen til bygningens specifikationer og kedlens placering.
Desuden er det nødvendigt at tage højde for rørets diameter, som skal svare til varmerens egenskaber. I sådanne tilfælde begås der ofte fejl ved planlægning af lange vandrette sektioner af rørledningen.
Dette fører til et markant fald i stød og en hurtig dannelse af sod i det vandrette rør.
Krav til skorstene i rustfrit stål
Materiale
Som materiale til fremstilling af industrielle skorstene anvendes specielt rustfrit varmebestandigt stål.
Under produktionen er der en proces med legering med krom, nikkel og molybdæn. Dette giver det særlige egenskaber, der gør det muligt at opretholde den integrerede struktur af materialet, når det udsættes for høje temperaturer. Disse inkluderer følgende mærker - AISI 316 L, AISI 310 S, AISI 304 og AISI 321.

Afhængig af procentdelen af legerede elementer ændres visse egenskaber ved materialet:
- Krom forbedrer hårdhed og korrosionsbestandighed betydeligt.
- Nikkel er ansvarlig for duktilitet og styrke.
- Molybdæn - Øger styrken, når den udsættes for høje temperaturer.
Alt dette indikerer vigtigheden af materialevalg, når du fremstiller din egen skorsten i rustfrit stål. Der er gjort forsøg på at fremstille dem af almindeligt madstål. Dens største ulempe er dets høje chromindhold, dvs. det forværres hurtigt, når det udsættes for høje temperaturer.
Eksempler på fremstilling af sådanne strukturer er vist nedenfor:

Som du kan se på fotografierne, er lærredene simpelthen snoet i flere lag og holdes af et antal nitter. Imidlertid rejser dette design en række spørgsmål:
- Hvis nitterne ikke er lavet af varmebestandigt rustfrit stål, mister de under termisk indflydelse deres form og falder simpelthen ud af strukturen.
- Manglende tilslutningsstik. Hvis installationen udføres "stødforbindelse", er der stor sandsynlighed for indtrængning af røggasser i rummet mellem stållagene. Dette vil føre til hurtig slitage.
- Stålkvalitet. Installation af en sådan struktur skal kun udføres efter den primære, pålidelige skorsten. Ellers vil røret hurtigt udbrænde på grund af høje temperaturer.
Hvis du vil fremstille en skorsten i rustfrit stål, skal du selv vælge den rigtige stålkvalitet. Selvfremstillet sandwichskorsten skal bestå af varmebestandigt stål inden i og udvendigt rør med god vejrbestandighed.
Rummet mellem rørene er isoleret med basaltuld.
Produktionsteknologi
Efter køb af materialet skal du overveje metoden til behandling af det. I produktionen anvendes specielle ruller og svejsemaskiner til fremstilling af cylindriske elementer. Derhjemme er det ret problematisk at "klare" en rustfri stålplade. På nogle ressourcer tilrådes det at gøre dette ved hjælp af brede klemmer og behandle pladesamlingen med et specielt varmebestandigt tætningsmiddel. Men denne fremstillingsmetode opfylder ikke de mest basale sikkerhedskrav til skorstene.
Derfor, hvis det ikke er muligt at behandle en stålplade på professionelt udstyr, anbefales det at bruge færdige elementer i en fabriksfremstillet skorsten i rustfrit stål.
For at blive overbevist om besværet med fremstilling af rustfrie skorstene kan du se en video om processen med deres produktion:
Profilrør og dets modifikation
Denne type metalstruktur er meget populær, når man bygger drivhuse og lysthus på en personlig grund. Byggematerialets hovedfunktion er, at det kan blive beskadiget, når det bøjes. En vej ud af denne situation kan være at fylde det indre hulrum med fint sand eller vand. Disse handlinger eliminerer muligheden for beskadigelse af røret og opnår et fremragende resultat. Denne teknik er velegnet til messing- og duraluminrør.
Hvis du overvejer spørgsmålet om, hvordan man bøjer et rør uden en rørbukker til en baldakin, kan du bruge en gummikammer til dette. Det bruges til firkantede produkter. Rørledningen installeres på pålidelige understøtninger, og derefter bruges en hammer. Handlinger skal være nøjagtige og glatte for at eliminere muligheden for skade. Hvis det er nødvendigt at opnå en stor vinkel, er det nødvendigt at opvarme røret på det sted, hvor det skal bøjes, for at lette processen.
Formen på rør i rustfrit stål til skorstene, sandwich, ovne, bade: firkantet, rundt
Et rundt rør er en type produkt, der er efterspurgt blandt industrielle virksomheder. Det bruges til oprettelse af rørledninger i olie- og gasindustrien, i byggebranchen, vandforsyning og opvarmning, i maskinteknik, ved oprettelse af skibe og cylindre.

Formularer kan være meget forskellige, hvis du har brug for noget usædvanligt, skal du bestille en specialist
Korrosionsbestandige rektangulære rør er almindelige for understøttende strukturer, understøtninger og udstyrsstativ. Det største plus er lethed sammenlignet med runde produkter. Eksperter bemærker også en sådan indikator som fremragende styrke - på grund af profilens afstivende ribben.
Det firkantede rør er uundværligt, når der oprettes strukturer til fødevareindustrien, farmaceutiske og kemiske industrier. Produktets profilbillede er i stand til at modstå anstændige belastninger, for eksempel i ventilationssystemer. Ofte købes de af private forhandlere til opførelse af hegn, drivhuse og andre sommerhuse.Derudover er den lette og holdbare profil velegnet til produktion af gynger og dias.
Forskellene er rent eksterne og påvirker på ingen måde varernes kvalitet.
Metoder til bøjning af metal-plast
Ganske ofte spørger ejere af forstæderne sig selv, hvordan de selv skal bøje et rør uden en rørbukker. Når der er metalplast tilgængelig, kan du bruge din egen styrke uden at bruge værktøjet ved hånden. Produktet er fastspændt og bøjet glat. I dette tilfælde er det vigtigt at udelukke sandsynligheden for en bøjning. Det er vigtigt at blive styret af reglerne, der siger, at for hver 2 cm af emnet kan bøjningsvinklen være 15 °.
Hvis du står over for spørgsmålet om, hvordan man bøjer et rør uden en rørbukker til et drivhus, kan du bruge stykker tråd, der fylder det indre hulrum. Dette giver dig mulighed for at opnå en jævn og glat bøjning på kortest mulig tid. Tørt fint sand kan bruges som fyldstof. Det hældes indeni, og kanterne lukkes med stik. Derefter skal den ene ende af produktet være fast, hvilket sikrer pålideligheden og styrken af fastgørelsen. Brug en gasbrænder eller blæselampe til at opvarme folden. Materialet kontrolleres for beredskab med et stykke papir.

Rørbøjningsenheder
Der er mange måder at bøje røret på, selv med hånden, men der er stor risiko for brud. Derfor er det bedst at bruge specielt udstyr eller materialer ved hånden til bøjning, hvilket i høj grad letter bøjningsproceduren.
Rørbøjning
For at bøje et metalrør anvendes specielle enheder - professionelle rørbukkere, forskellige i deres design:
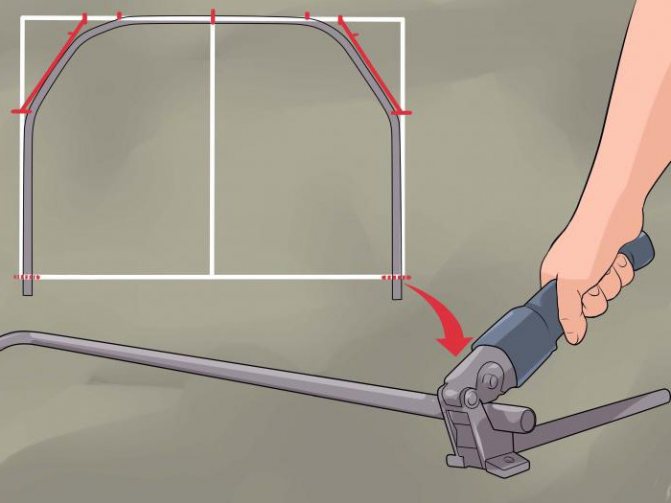
- Den manuelle rørbukker bruges til at bøje rør med små tværsnitsdiametre. Som regel kan denne enhed bøje rør fremstillet af ikke-jernholdige metaller og rustfrit stål. Før du bøjer et aluminium- eller rustfrit stålrør, skal du indsætte den ene ende af det i en rørbukker og bruge en håndtag til gradvist at bøje produktet til den ønskede vinkel.
- hydrauliske rørbukkere er anordninger designet til at bøje rør med stor diameter. I denne enhed kompenseres alle kræfter, der anvendes til bøjning, med hydrauliske cylindre. Hvordan bøjes et rør med stor diameter ved hjælp af en hydraulisk rørbukker? Først skal du bestemme bøjningsstedet og derefter fastgøre den ene ende af røret i rillerne på rørbøjeren og bruge armen til at udføre translationelle bevægelser.

- for at bøje rør med forskellige tværsnitsdiametre anvendes elektromekaniske rørbøjninger. De er kendetegnet ved høj produktivitet, nøjagtig rørbøjning og intet behov for operatørens fysiske styrke. Sådanne enheder er dyre, så du bør ikke købe dem til privat brug.


Pladeparallel plade
Hvis det er ekstremt nødvendigt at bøje røret, og der ikke er nogen rørbukker ved hånden, kan en plade bruges til at bøje røret - et allerede bøjet emne med en rille, der er egnet til at bøje metal- og metalplastrør med en diameter på op til 45 mm. Røret, der skal bøjes, indsættes i en speciel klemme på pladen, fastspændes og bøjes langs pladen langs rillen. Denne metode til bøjning uden rørbukker er ret primitiv, men som praksis viser er den meget pålidelig.
Vigtig! Kun korte rør kan bøjes med en plan-parallel plade.
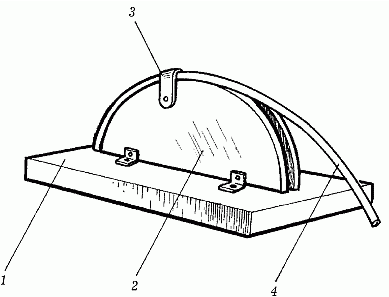
Figuren viser det enkleste design af en plan-parallel plade, hvor 1 er en plade, 2 er en plade, 3 er en klemme, 4 er et rør, der skal bøjes. Du kan selv lave en sådan enhed.
Stålfjeder
For at bøje rør fremstillet af ikke-jernholdige metaller, som er tilstrækkeligt bløde og bøjelige, som ofte beskadiges eller sprænges, når de bøjes, anvendes en stålfjeder med medium hårdhed, hvis diameter skal gøre det muligt at komme ind i røret.Fjederen indsættes på stedet for den fremtidige bøjning, hvorefter røret kan bøjes på knæet eller ved at fastgøre det i en skruestik. Stålfjederen gør det muligt for rørvæggene at bøje let uden at deformere eller sprænge, fordi det påtager sig alle kræfterne til kompression og strækning af metallet.
Husk! Inden du indsætter stålfjederen i røret, skal du fastgøre en lang ledning eller en stærk ledning til dens ende, som du nemt kan trække fjederen ud af røret efter bøjning.
Polypropylenbøjningsmetoder
Hvis det er nødvendigt at ændre bøjningsretningen for et polypropylenrør, kan en af to mulige metoder anvendes. Den første involverer opvarmning af folden. Til dette bruges normalt en konstruktionshårtørrer. Den optimale opvarmningstemperatur er 150 ° C. Hænder skal beskyttes med handsker, der er modstandsdygtige over for høje temperaturer.
I sidste fase bøjes produktet til den ønskede form. Den fortykkede væg skal placeres på ydersiden af bøjningen. Når materialet er afkølet, skal det kontrolleres for revner og buler. En anden måde at bøje et sådant rør på er koldt. Bøjningsradiusen bør dog ikke være mere end 8 diametre, ellers kan produktet gå i stykker.
Metoder til bøjning af rør uden rørbukker fra forskellige materialer
Det sker ofte, at det er nødvendigt at bøje røret straks for at få tid til at afslutte lægningen af vandforsyningssystemet, installere det opvarmede gulv eller afslutte oprettelsen af et buet produkt, men der er ingen rørbukker ved hånden, og det er meget langt til nærmeste værksted. Hvad skal man gøre i en sådan situation? Og hvordan man bøjer det uden en rørbukker?
Tips til bøjning af et metal-plastrør
Ved opførelse af private huse bruges metal-plastrør ofte som bøjede. Men at bøje dem med en rørbukker anbefales ikke! Derfor er det bedre at bøje dem manuelt - dette er lettere og hurtigere. Men det er ikke værd at bøje røret i et øjeblik. Der er trods alt en stor risiko for at beskadige det. Derfor er det bedst at udføre bøjning gradvist, langsomt i en fremadgående bevægelse. For at gøre dette skal du tage røret i dine hænder og bøje det i den ønskede vinkel i 5-6 tilgange.
Vi bøjer et polypropylenrør
Bøjede polypropylenrør anvendes som regel ved lægning af vandforsyning, opvarmning, kloaksystemer, der omgår en slags forhindring. Men polypropylen er et ret hårdt materiale, der ikke egner sig til bøjning; når det er bøjet, er det fjedrende og vender tilbage til sin oprindelige position.
Så hvordan man bøjer et polypropylenrør? Brug af en industriel hårtørrer! Gradvis opvarmning i stedet for folden, kan du bøje den i enhver vinkel. Det vigtigste er at konstant varme op og samtidig bøje det med glatte bevægelser. Men husk at det også er umuligt at opvarme et polypropylenrør kraftigt, fordi det begynder at smelte.
Sådan bøjes et plastrør
For at bøje et PVC-rør skal du købe fiberplader. Fra dem kan du bygge en ramme, som er nødvendig for at give strukturen en bestemt form. Så snart du giver pladen den ønskede form, skal den slibes, det er bedre at bruge fint sandpapir til dette.
Det næste trin er at danne en silikone skal til plastemnet. Det fungerer som en fastgørelse til PVC-strukturen i rammen. Derudover vil den spille en beskyttende rolle mod chips, mekanisk beskadigelse og ridser. Objektet placeres i en forberedt beskyttende skal, og derefter opvarmes bøjningsstedet. Plasten blødgør og sidder på rammen. Dette vil producere den ønskede form af plastikemnet. Produktet er tilbage, indtil det køler ned. Dette tager 15 minutter. Derefter kan PVC-røret fjernes fra rammen og lade det køle helt af.
Anbefalinger fra specialister
Hvis du står over for spørgsmålet om, hvordan man bøjer et aluminiumsrør uden en rørbukker, kan du bruge en kværn til at udføre arbejdet, hvormed der skal foretages flere tynde snit på stedet for den tilsigtede bøjning. Produktet er foreløbigt fastspændt i en skruestik. Så snart udskæringerne er foretaget, skal de renses for chips, først derefter kan du begynde at bøje røret.
Nogle gange skal produktet bøjes i en cirkel. Så snart ringen lukkes, svejses hullerne, og nogle håndværkere bruger endda et loddejern til dette. For at gøre foldepladsen pæn, slibes den yderligere og dækkes med et beskyttende middel. Dette eliminerer korrosion og for tidlig ødelæggelse af leddet.
Funktioner af rørbøjning

Alle metoder til bøjning af emner kan opdeles i manuel og mekanisk såvel som varm og kold. Undertiden ledsages bøjningsprocessen af uønskede konsekvenser for det rørformede produkt, som har en betydelig indvirkning på den efterfølgende drift af elementet. Graden af manifestation af disse konsekvenser afhænger af det materiale, som røret er fremstillet af, dets diameter, bøjningsradius samt metoden, hvormed bøjningsproceduren blev udført.
De negative konsekvenser af bøjning inkluderer følgende punkter:
- Reduktion af vægtykkelsen på emnet, der er placeret langs den ydre bøjningsradius.
- Dannelse af folder og folder på væggen, som er placeret langs bøjningens indre radius.
- Ændring af sektionens konfiguration (reducering af størrelsen på lumen og dens ovale form).
- Ændring i bøjningsradius på grund af materialets fjedrende virkning.
Den mest almindelige ulempe ved bøjning er at ændre konfigurationen af sektionen og vægtykkelsen. På grund af metalets spændinger bliver den ydre væg ved bøjningen tyndere, og den indvendige væg tværtimod tykkere. Dette resulterer i en mærkbar svækkelse af det rørformede element. Dette fænomen er farligt ved brud på rørets ydervæg, da det er det, der udsættes for større pres fra det transporterede medium.
Det svækker også ovaliseringen af emnet væsentligt. Dette fænomen er især farligt, når man bøjer en rørledning beregnet til transport af et stof under forhold med en pulserende belastning. Hvis sådanne elementer bruges som bygningskonstruktioner, vil ovalisering påvirke elementets udseende. Det er grunden til, at de i bøjningsprocessen stræber efter at minimere sådanne fænomener så meget som muligt.
Hvis der dannes folder på den indvendige væg på grund af materialets fortykkelse, medfører de ikke kun et fald i sektionen, men vil også skabe modstand mod den bevægende strøm. Dette vil igen øge sandsynligheden for korrosion. Derudover vil den rørformede konstruktionselements bæreevne falde.










