Soldeervloeistof voor koperen leidingen

Weinig mensen weten wat soldeervloeistof betekent. Een vloeimiddel is een substantie die bestaat uit chemische elementen die het soldeersel helpen om de gewrichtsruimte beter te vullen. Daarnaast is een van de functies van de flux het verwijderen van vuil en producten uit het oxidatieproces, zoals boorzuur en zoutzuur. Afgezien van alles, het vormt een beschermende filmlaag tegen luchtzuurstofRekening houdend met deze kenmerken, is het noodzakelijk om correct de soorten metalen producten te kiezen die moeten worden aangesloten en stoffen die de verbindingsopening zullen opvullen, en om de indicatoren van de temperatuurverwarmer onder controle te houden.
Soorten flux
- Het eerste type chemische assistent omvat stoffen die corrosie uitstekend voorkomen. Deze bindstof bestaat voornamelijk uit stoffen die vloeistof oplossen en een element zoals fosfor. Door hun onderlinge werk ontstaat er een integrale verbindende substantie. Bij gebruik van dit type verdwijnt de noodzaak om stoffen te gebruiken die zijn ontworpen om op te ruimen na het soldeerproces. Het is erg winstgevend en helemaal niet lastig.
- Het tweede type flux is een stof die bestaat uit salicylzuur, dat perfect oplosbaar is in organische oplosmiddelen. Naast dit bestanddeel van de verbindende stof kunnen ook vaseline, alcohol en goudderivaten als basis dienen. Als u dit type vloeimiddel in gebruik gebruikt, kunt u een uitstekend resultaat bereiken met betrekking tot de naden, naast reinheid zullen ze een nette uitstraling krijgen.
- Het derde type zachte connector is colofonium en natriumboorzuur. Natriumzout begint te smelten bij temperaturen van 70 graden Celsius. Er moet speciale aandacht worden besteed aan het feit dat deze stof en zijn smeltproducten absoluut niet schadelijk zijn voor het leven en de gezondheid van de mens. U kunt zelf verbindende stoffen maken door alle componenten tot één geheel te mengen.
Solderen van koper met een ondergedompelde boog
Wat is het verschil tussen fluxsolderen?
Eerst moet u de verschillen met conventioneel boogsolderen begrijpen. In vergelijking met handlassen wordt het fluxsoldeerproces dus efficiënter. Het terugslagniveau neemt ongeveer 4-5 keer toeEn dit is begrijpelijk, aangezien de elektrische stroom pas bij de uitgang door de elektrodedraad gaat. Daarom maakt het gebruik van flux in het lasproces van koper het mogelijk om een stroom met verhoogde dichtheid te gebruiken. U hoeft zich zelfs geen zorgen te maken dat de elektrode langdurig wordt blootgesteld aan hoge temperaturen, waardoor het coatingmateriaal loslaat.

Soldeermaterialen voor koperen leidingen
Bovendien stijgt bij het gebruik van hoge stromen de smeltdiepte van het metaalproduct tot voldoende hoog. Zelfs hierdoor kan het soldeerproces worden uitgevoerd zonder de verdikte rand door te snijden. Het is noodzakelijk om te erkennen dat het bieden van een hoge bescherming van het metaal in gesmolten toestand tegen contact met luchtstromen, metalen naden en verbindingen van hoge kwaliteit is.
Koperen leidingen met uw eigen handen solderen
De minimale hoeveelheid vreemde insluitsels wordt bereikt door de afwezigheid van poriën in de metalen naden. Daar is een verklaring voor, de vormingssnelheid van metaalkristallen neemt toe, aangezien op de coating van de verbindingsnaden slakformaties aanwezig zijn.
Het nadeel van het gebruik van zachte connectoren is dat het gesmolten metaal zo vloeibaar en vloeibaar mogelijk wordt.
Let voordat u een flux voor koperproducten aanschaft op de speciale kenmerken ervan. Allereerst is het noodzakelijk om enkele maatregelen te nemen om de vorming van een oxidenfilm te voorkomen:
- Houd constant de limieten van de temperatuurindicatoren van de zachte connector en soldeer onder controle, het is noodzakelijk om ervoor te zorgen dat ze hetzelfde zijn. Concentreer u bij het kiezen van een flux op de prestaties, afhankelijk van het type soldeer.
- In het geval dat een ideaal samenvallen van temperatuurindicatoren wordt bereikt, wordt het mogelijk om het te gebruiken als een apparaat voor het meten van temperatuurveranderingen tijdens het soldeerproces. Daarom is oververhitting van de elementen tijdens het solderen onmogelijk.
Tegenwoordig zijn er droge, pasteuze en vloeibare vloeimiddelen te koop. In de meeste gevallen vinden connectoren in vloeibare toestand hun toepassing in een vloeibaar soldeerproces. Droge flux is onhandig om te gebruiken. Pasta-achtige vloeimiddel voor koperproducten is best handig, omdat het geen vertraging in de toepassing vereist. Bijzondere aandacht moet worden besteed aan de kwaliteit van de flux om een kwalitatief hoogstaand resultaat van het uitgevoerde werk te krijgen.

Kwaliteit kan worden bepaald door de volgende kenmerken:
- het oppervlak na het solderen is er volledig mee bedekt;
- heeft een stroperige basis en een hoge dichtheid, wat de beschikbaarheid van soldeer op de bestemming garandeert;
- beschermt tegen de vorming van een film, reinigt het er kwalitatief van;
- heeft een homogene samenstelling van chemicaliën;
- met zijn hulp zijn alle naden zichtbaar tijdens het soldeerproces;
- door het te gebruiken, komt de mogelijkheid om rechtop te werken weg;
- goed verwijderbaar vuil.
Om een product van hoge kwaliteit te verkrijgen, is het noodzakelijk om er na het soldeerproces vanaf te komen met behulp van hiervoor bestemde oplosmiddelen.
Soorten verbindingen
Solderen van onderdelen op lage temperatuur
Deze technologie van het solderen van koperen leidingen wordt gebruikt voor de installatie van nutsnetwerken voor verwarming, watervoorziening en andere soortgelijke systemen, waarbij de temperatuur van de getransporteerde vloeistof niet hoger is dan + 130 graden Celsius. In dit geval verwarmt de vlam van een gasbrander het product niet hoger dan + 450 graden Celsius, en de afmeting van het onderdeel is 6-108 mm (zie ook het artikel "Koppelingen voor polypropyleen buizen: types en hun technische beschrijving") .
Verschillende zachte metalen worden gebruikt als soldeer bij hardsolderen bij lage temperatuur: lood, tin, enzovoort. Van hieruit wordt deze methode "zacht solderen" genoemd. De voegbreedte kan, afhankelijk van de maat van de fittingen, 7-50 mm bedragen.
De betreffende verbinding is heel gebruikelijk bij het installeren van verschillende leidingsystemen.
Dit komt door de volgende factoren:
- bij hardsolderen bij lage temperatuur gloeit koper niet (wat de sterkte van de pijpleiding beïnvloedt);
- het proces van het uitvoeren van werkzaamheden is minder arbeidsintensief en veiliger;
- is alleen van toepassing op de fabricage van transportsystemen over water;
- kan niet worden gebruikt om gasleidingen aan te sluiten.
Bij hardsolderen bij lage temperatuur wordt tin of lood als soldeer gebruikt
Solderen van onderdelen op hoge temperatuur
In dit geval wordt het solderen van koperen leidingen uitgevoerd bij een vlamtemperatuur van meer dan + 450 graden Celsius.
Hierbij wordt een soldeer gebruikt op basis van de volgende metalen:
- koper;
- zilver;
- andere legeringen harder dan tin.
Het gebruik van deze technologie maakt het mogelijk om een permanente verbinding te verkrijgen met verhoogde sterkte en bestand te zijn tegen een veel hogere temperatuur van het getransporteerde medium.
Een andere naam voor de verbinding is "hard solderen".

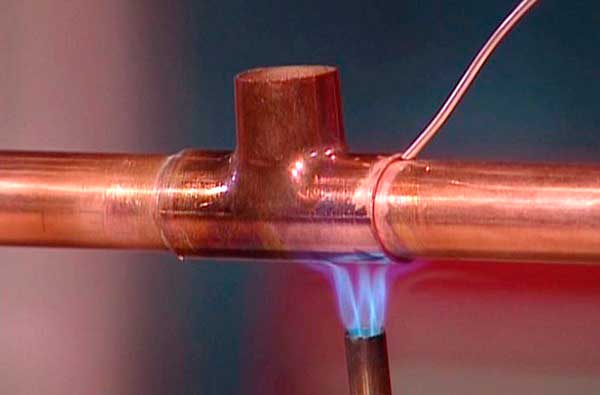
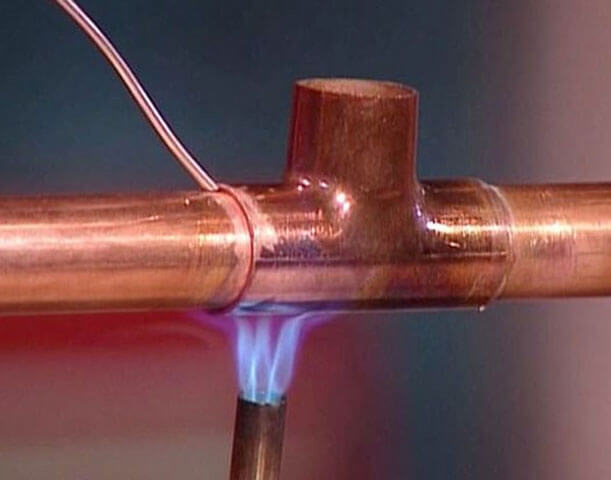
De foto toont het hardsoldeerproces bij hoge temperatuur
Hardsolderen van koperen leidingen wordt gebruikt in de volgende gevallen:
- verbinding van onderdelen groter dan 28 mm;
- het aanleggen van onderdelen die bedoeld zijn voor het vervoeren van vloeistoffen, waarvan de temperatuur hoger is dan 130 graden Celsius;
- fabricage van verwarmingssystemen (met deze verbindingsmethode kunt u zich aftakken van een bestaand technisch netwerk zonder de technische kenmerken van het laatste te verslechteren).
- het gebruik van massief solderen wordt geleverd door instructies voor de installatie van gasleidingsystemen.
Opmerking! Bij hardsolderen op hoge temperatuur wordt het koper uitgegloeid, waardoor de buis zijn sterkte verliest. Om dit fenomeen te minimaliseren, is het noodzakelijk dat de verbinding op natuurlijke wijze afkoelt en de verwarming tijdens het solderen zo laag mogelijk is.
Koud verbinden van onderdelen
Er is ook een soldeerloze koperen buisaansluiting. Hiervoor worden speciale krimpkoppelingen gebruikt, waarvan het ontwerp vergelijkbaar is met vergelijkbare producten die worden gebruikt bij het werken met polymere onderdelen.
Uiterlijk is de koude verbinding vergelijkbaar met een soldeerfitting. De eerste is echter extra uitgerust met rubberen afdichtingen van speciale polymeren.
Daarnaast is er ook nog een losneembare aansluiting van koperen leidingen. Hiervoor wordt een spantangfitting gebruikt.
Ze zijn onderverdeeld in twee typen:
- voor het verbinden van harde en middelharde onderdelen;
- voor het verbinden van zachte en halfharde producten.

Knelfittingen kunnen worden gebruikt voor koude verbindingen.
Pasta's voor zachtsolderen van koperen leidingen in Moskou
De "Online Consultant" is beschikbaar op de website van de verkoper. Om naar de site te gaan, klikt u op "Naar de winkel"
Bestelling met één klik is beschikbaar op de website van de verkoper. Om naar de site te gaan, klikt u op "Naar de winkel"
De "Online Consultant" is beschikbaar op de website van de verkoper. Om naar de site te gaan, klikt u op "Naar de winkel"
Bestelling met één klik is beschikbaar op de website van de verkoper. Om naar de site te gaan, klikt u op "Naar de winkel"
Een gratis nummer 8-800 is beschikbaar op de website van de verkoper. Om naar de site te gaan, klikt u op "Naar de winkel"
De "Online Consultant" is beschikbaar op de website van de verkoper. Om naar de site te gaan, klikt u op "Naar de winkel"
Wat voor soort soldeer voor het solderen van koperen leidingen is beter om te gebruiken, soorten en kenmerken van materialen
Koperen buisvormige producten worden in een groot aantal verschillende industrieën gebruikt. Via pijpleidingen die ervan zijn gemaakt, worden gas, olieproducten, water en andere media getransporteerd. Voor de installatie van de leidingen wordt soldeer gebruikt voor het lassen van koperen leidingen.

De omstandigheden waarin dergelijke pijpleidingen worden gebruikt, kunnen verschillen - ze beïnvloeden de keuze van het type soldeer voor het verbinden van structurele elementen.
Wat is solderen en solderen?
Soldeer is een legering of metaal dat wordt gebruikt om afzonderlijke metalen onderdelen te verbinden om een enkel systeem uit te rusten. De technologie van het samenvoegen van twee delen tot een structuur uit één stuk wordt meestal solderen genoemd.
Aangezien soldeer in veel industrieën wordt gebruikt, worden ze in verschillende vormen geproduceerd - dit kan draad, staven, folie, enz. Zijn. De chemische samenstelling van het soldeer voor het hardsolderen van koperen leidingen hangt rechtstreeks af van de smelttemperatuur, het type elementen dat wordt gebruikt, hun parameters en andere nuances.

De basis van het soldeer zijn de volgende chemische elementen:
Voor soldeer moet de smelttemperatuur lager zijn dan voor de metalen waarvan de stompe delen zijn gemaakt, die tijdens het soldeerproces lichtjes worden verwarmd en niet kunnen worden vervormd. Solderen wordt beschouwd als een meer winstgevende verbindingsmethode in vergelijking met lassen.

Soldaten in overeenstemming met het smeltpunt zijn van verschillende typen:
- Smeltbaar - van 150 tot 450 graden.
- Gemiddeld smelten - niet hoger dan 1100 graden.
- Hoog smeltpunt - tot 1850 graden.
Het eerste type soldeer wordt gebruikt voor zacht solderen en de tweede en derde - voor hard solderen.
Wat heb je nodig om koperen leidingen te solderen? Bij het verbinden van producten is naast soldeer ook vloeimiddel vereist. Het is noodzakelijk om de verlijmde oppervlakken te beschermen tegen oxidatie.Om de verbinding sterk te maken, moet u het juiste soldeer en vloeimiddel kiezen. Het doel van het gebruik van soldeer is om een betrouwbare naad te verkrijgen. Bij het samenvoegen van buizen voor verschillende doeleinden, waaronder koperproducten, is het vaak niet meer te missen.
Wat heb je nodig om koper te solderen
Er zijn geen dure soldeerapparatuur of speciale verbruiksartikelen nodig, alles is heel eenvoudig.
Om koperen leidingen voor thuisgebruik te solderen, heeft u het volgende nodig:
- Verwarmingselement in de vorm van een gasbrander voor het verwarmen en smelten van het soldeer. Het meest gebruikte propaangas is gereguleerde druk. Je kunt een krachtigere soldeerbout gebruiken of een föhn met een behoorlijk vermogen.
- Speciale snijder voor koperproducten. Koper is een heel zacht metaal, dus je moet het met tederheid snijden vanwege het risico dat de muren bekneld raken. Dergelijke snijders worden pijpsnijders genoemd, ze zijn van een enorme variëteit - voor elke smaak. Er is een grote verscheidenheid aan modellen op de markt, inclusief apparaten om op de meest ontoegankelijke plaatsen te snijden.
- Soldeerfittingen als bochten van niet-gegloeide buizen worden verwacht.
- Een pijpexpander is ook een speciaal apparaat om, indien nodig, de diameter van een koperen buis te vergroten voordat deze wordt verwarmd. Deze mogelijkheid is uitermate belangrijk wanneer producten met iets afwijkende afmetingen worden samengevoegd.
- Het zogenaamde "afschuinapparaat" is een apparaat waarvan de naam voor zich spreekt. Het gaat om het afschuinen van de uiteinden van de buizen. Het is een feit dat na het snijden metalen bramen kunnen ontstaan aan de uiteinden. Ze zijn helemaal niet onschadelijk, maar integendeel, ze zullen het niet toelaten om een sterk en mooi stootgewricht te vormen. Afschuiners zijn van twee soorten: potloodvormig of rond van vorm. Rond hebben de voorkeur en zijn handiger in gebruik: ze kunnen worden gebruikt om bramen te verwijderen van zachte koperproducten met een diameter tot 36 mm.
- Borstels en borstels met stalen borstelharen voor het voorbereiden van koperen onderdelen: verwijderen van vuil en oxidefilm.
- Verbruiksmateriaal voor het soldeer zelf. Soldaten voor het solderen van koperen leidingen kunnen uit twee soorten draad bestaan: koperdraad met een hoog smeltpunt, dat een klein aandeel van 6% fosfor bevat. De tweede optie is tindraad, waarvan het smeltpunt veel lager is - ongeveer 350 ° C.
- Pasta's en speciale fluxmengsels om metaal te beschermen tegen de vorming van defecten in de vorm van luchtbellen en een betere hechting tussen het koper van onderdelen en het soldeer.

Aanvullende dingen bij de basisgereedschappen voor het solderen van koperen leidingen zijn niet-specifieke gereedschappen:
- meetlint of meetlint;
- gebouwniveau;
- marker en penseel;
- een hamer.
Voordat u met pijpsolderen begint, is het noodzakelijk om een fundamentele technologische vraag op te lossen: wat voor soort soldeer wordt er gesoldeerd? Koperdraad hard soldeer, dat vaker wordt gebruikt in airconditioners en koelkasten?
Of tinnen draad gebruiken dat geweldig werkt met verwarmingsbuizen of sanitair?
Hardsolderen van koperen leidingen
Omdat koper zwak vatbaar is voor corrosieve processen, is het gemakkelijk te solderen. Tin, zilver, andere legeringen en metalen komen er het beste mee in contact tijdens het aanmeerproces.
Capillair solderen wordt gebruikt om koperproducten met elkaar te verbinden. Het is gebaseerd op het vermogen van een vloeistof, als gevolg van adhesie, om langs smalle kanalen te bewegen, ook tegen de zwaartekracht in. Door het fenomeen capillaire werking is het soldeersel in staat om de openingen gelijkmatig op te vullen, ongeacht de plaatsing van de pijpen.
In dit geval kan het soldeerproces plaatsvinden met licht-, middel- en hoogsmeltende legeringen. Vanwege het eerste type wordt solderen bij lage temperatuur uitgevoerd en de andere twee - hoge temperatuur.De keuze van het soldeer is gebaseerd op de omstandigheden waarin de voltooide pijpleiding zal worden gebruikt.
Het laagsmeltende type, ook wel zacht soldeer genoemd voor het hardsolderen van koperen leidingen, omvat tin en zijn legeringen: tin-koper, tin-zilver, tin-koper-zilver. Soldaten, waarvan het hoofdbestanddeel lood is, behoren tot hetzelfde type, maar zijn giftig en kunnen daarom niet worden gebruikt bij het leggen van pijpleidingen voor de drinkwatervoorziening.


Soldeertechnologie voor koperen leidingen
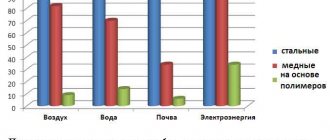
Koperen buizen worden gebruikt voor de installatie van verschillende communicaties: waterleidingen, verwarmingssystemen en gasleidingen. Ze hebben een aantal voordelen, zoals:
- bestand zijn tegen de vernietigende effecten van corrosie;
- het oppervlak van de koperen leidingen is vrij glad;
- bestand tegen ultraviolette straling;
- een hoge warmtegeleidingscoëfficiënt hebben;
- bestand tegen hoge temperaturen;
- hebben een goede sterkte;
- de operationele levensduur van een koperen pijpleiding bedraagt 50 jaar.
Opmerking! Het grootste nadeel van een dergelijke pijpleiding zijn de relatief hoge kosten, maar kopermateriaal blijft populair, omdat het zeer betrouwbaar en duurzaam is.
Solderen wordt gebruikt om de afzonderlijke elementen van de koperstructuur met elkaar te verbinden. De variëteiten zijn als volgt:
- solderen op hoge temperatuur;
- solderen op lage temperatuur.
De optie solderen op hoge temperatuur wordt gebruikt om een verbinding met verhoogde sterkte te verkrijgen. In alle andere gevallen wordt hardsolderen bij lage temperatuur gebruikt.
Hoe een soldeer te kiezen
Ondanks het feit dat zacht soldeer als onvoldoende sterk wordt beschouwd, kan bij gebruik van capillair lassen een hoogwaardige sanitaire structuur worden verkregen. Laagsmeltende soldeer wordt gebruikt voor het verbinden van koperen buisproducten met een diameter van 6-180 millimeter. Ze hebben de voorkeur omdat ze bij lage temperaturen werken. Het is een feit dat koper bij hoge temperaturen aan kracht kan verliezen.
Alle soldeer die tot het medium en hoogsmeltende type behoren, zijn van het vaste type. Voor hardsolderen van koperproducten op hoge temperatuur worden soldeer op basis van koper, zilver en andere metalen gebruikt. Dankzij hun gebruik wordt een naad verkregen die duurzaam is en bestand tegen hoge druk en hoge temperaturen.

Onder hen de meest gevraagde:
- koper-fosfor;
- koper-zilver-fosfor;
- zilver.
In het laatste geval is niet alleen soldeer nodig, maar ook een fluxpasta voor het solderen van koperen leidingen.
De essentie van het proces
De pijpleiding die op deze manier ontstaat, dankzij het gebruik van koperen leidingen tijdens de installatie, onderscheidt zich door een hoge betrouwbaarheid en uitzonderlijke duurzaamheid. Natuurlijk heeft een dergelijk systeem vrij hoge kosten, maar het wordt volledig gerechtvaardigd door de unieke kenmerken die het bezit. Wat belangrijk is, is dat koperen leidingen zowel in sanitair als in verwarmingssystemen kunnen worden gebruikt. En in feite, en in een ander geval, demonstreren ze de hoogste betrouwbaarheid en duurzaamheid.
De eenvoudigste en meest betrouwbare manier om dergelijke systemen te installeren, is door koperen leidingen te solderen. Deze verbindingstechniek wordt al lang gebruikt, is goed bestudeerd en veroorzaakt geen bijzondere problemen bij de praktische implementatie. De essentie van deze methode is dat de verbinding tussen de te verbinden delen wordt gevuld met een speciale verbinding genaamd soldeer. Om het soldeer voor het solderen van koperen leidingen binnen te laten en de verbinding tussen de onderdelen te vullen, wordt het gesmolten onder invloed van hoge temperatuur. Nadat het verwarmen van het soldeer stopt en het de toekomstige naad al volledig heeft gevuld, stolt het en vormt het een betrouwbare, afgedichte en duurzame verbinding.
Koper solderen is ook handig doordat, indien nodig, de aangesloten elementen van de pijpleiding altijd gemakkelijk kunnen worden losgekoppeld.Om dit te doen, is het voldoende om de verbinding te verwarmen om het soldeer zacht en buigzaam te maken.

Soldeerproces van koperen leidingen
Voors en tegens van verschillende soorten soldeer
Een belangrijk voordeel van soldeerlegeringen is direct gerelateerd aan de sterkte van de resulterende naden en hun weerstand tegen hoge temperaturen. Met hardsolderen op hoge temperatuur worden koperen leidingen met een diameter van 6 tot 159 millimeter samengevoegd. Bij het leggen van watertoevoerleidingen mag de doorsnede van buisproducten die door dit type solderen zijn verbonden, niet kleiner zijn dan 28 millimeter.

Zoals de praktijk laat zien, is van de zachte soldeer voor het verbinden van koperen buizen tin-koper het populairst, en onder harde soldeer wordt koper-fosfor vaak gebruikt. Verschillende bedrijven hebben verschillende fabricagetechnieken en het percentage componenten.
Voordat u begint met het aanleggen van een koperen pijpleiding, dient u zich ervan te vergewissen dat er geen defecten aan het oppervlak zijn, die u vaak aantreft bij het doorsnijden van pijpen. De betrouwbaarheid van de naden hangt grotendeels af van de reinheid van de producten die in het werkproces worden gebruikt. Voor producten met een diameter van 6-108 millimeter kan de breedte van de voeg 7-50 millimeter zijn.
Gasfornuis

Om koperen waterleidingen goed te solderen, moet u het juiste type brander voorbereiden. Ze zijn onderverdeeld in verschillende typen:
- Een apparaat met een wegwerpcilinder voor huishoudelijk gebruik;
- Brander met ingebouwde stationaire cilinder;
- Oxy-acetyleen toorts geschikt voor het solderen van koperen leidingen. Zij is het die moet worden gevonden om het werk uit te voeren.
Op zijn beurt kan een toorts voor het smelten van soldeer en het solderen van koper in vermogen verschillen. U moet kiezen afhankelijk van het soort soldeer waarmee u gaat werken (zacht of hard).
- Voor zacht solderen kunt u een semi-professionele zaklamp met laag vermogen gebruiken met een heteluchtpistool. Zo'n tool ontwikkelt temperaturen tot 650 graden tijdens het branden van een vlam. Een onderscheidend kenmerk van een dergelijke inrichting is dat het hier mogelijk is om de temperatuur van de vlamtoevoer te regelen en tegelijkertijd vooringesteld stabiel te blijven.
- Het solderen van koperen leidingen van een watertoevoersysteem kan alleen worden uitgevoerd met professionele branders.
Koper soldeervloeistof
Koper wordt erkend als het meest betrouwbare metaalproduct en wordt in veel industrieën gebruikt. Daarnaast zijn er duidelijke nadelen aan de werking van koper, ondanks de hoge mechanische en technische eigenschappen en flux voor het hardsolderen van koper zal helpen bij het elimineren van de problemen van defecten van hetzelfde koperen leidingsysteem. De belangrijkste taak van het gebruik van pasta voor het solderen van koper is de vorming van een beschermende film tegen omgevingsinvloeden, in het bijzonder zuurstof.

Kenmerken van het solderen van koper met vloeimiddel
In veel West-Europese landen worden koperen leidingen al lang gebruikt als de belangrijkste componenten van de watervoorziening en verwarmingssystemen. Schade aan een koperen buis is een onaangenaam klein ding, maar een flux voor het solderen van koperdraden zal helpen om de oorzaak van de storing te verhelpen. Laten we proberen uit te zoeken welke soorten flux in de praktijk beschikbaar zijn:
- De eerste en hoofdcategorie van de groep kopersoldeervloeistof omvat die componenten die perfect bestand zijn tegen de manifestatie van corrosie. Deze groep omvat alle componenten die oplossen in een vloeistof, evenals in fosfor. Hierdoor wordt een hele substantie gevormd, wat uiteindelijk zorgt voor een uitzondering op de regels voor het reinigen van het oppervlak van het product na het soldeerproces. In de meeste gevallen is deze koperen soldeervloeistof de minder kostbare en meest kosteneffectieve optie.
- De tweede groep componenten van fluxen voor het solderen van koperen leidingen wordt gepresenteerd als een stof waarbij salicylzuur wordt gebruikt in de samenstelling, die wordt opgelost in organische verbindingen.Bovendien omvat deze groep stoffen en materialen die componenten of derivaten zijn van vaseline, alcohol en zelfs goudmateriaal. Door dit type vloeimiddel te gebruiken om koper met onze eigen handen te solderen, kunnen we een ideale indicator krijgen van de toestand van de naden, evenals de reinheid en het nette uiterlijk van het behandelde oppervlak.
- De derde en misschien wel de meest populaire groep bevat colofonium of natriumboorzuur. De laatste chemische component begint te smelten, beginnend bij een temperatuur van +70 C. In dit geval vormen zowel colofonium als boorzuur geen specifieke bedreiging voor het menselijk leven en de gezondheid.
P.S
Enkele tips voor wie besluit flux te gebruiken bij het lassen (solderen) van koperen leidingen:
- Koop verschillende formuleringen van verschillende soorten en vormen en probeer ze om te bepalen welke het beste is voor uw activiteit.
- Ga niet voor een lage prijs en kies producten van die fabrikanten die u vertrouwt.
- U kunt advies vragen aan meesters met ervaring (bijvoorbeeld in de opmerkingen onder dit bericht).
Wij wensen u veel succes bij het kiezen en gebruiken van flux voor het solderen van koperen leidingen!
Hoe moet een soldeervloeistof voor koperen leidingen eruit zien?
Zoals uit het bovenstaande blijkt, is het, om een flux voor het solderen van koper te kiezen, noodzakelijk om de specificatie van elk onderdeel in detail te bestuderen, en tegelijkertijd zal het nodig zijn om enkele voorzorgsmaatregelen en algemene toepassingsregels in acht te nemen. :
- Fluxpasta voor het solderen van koper moet de uniformiteit van het gebied van het bewerkte oppervlak van het product waarborgen.
- De viscositeitsindex van elk onderdeel van de flux moet veel lager zijn dan die van het soldeer, dat wil zeggen, het preparaat moet vóór het soldeer smelten en zorgen voor een gelijkmatige vulling van de gehele ruimte van het werkstuk. Volledige vervangbaarheid is het belangrijkste criterium voor de indicator van de interactie van flux en soldeer.
- De oxidefilm moet volledig oplossen en het metaal beschermen tegen het secundaire oxidatieproces.
- De met soldeerpasta voor koper bewerkte naad moet er representatief uitzien en mag geen ongemak veroorzaken voor de verdere werking.
- Chemische stabiliteit van de stof. Tijdens het verwarmingsproces mag de flux op geen enkele manier ontleden.
- Aan het einde van de technologische werkzaamheden moeten de slibresten worden verwijderd.
- Het is toegestaan om pasta te gebruiken voor het solderen van koperen leidingen in verticale positie.
Fluxopties voor kopermaterialen
De industrie produceert tegenwoordig verschillende opties voor fluxen die worden gebruikt voor specifieke industriële bewerkingen. Dit zijn in de regel 3 hoofdgroepen:
- Vloeistofcategorie. Het wordt gebruikt in speciale buizen, ze gaan samen met zacht soldeer.
- Poeder categorie. Ze worden opgeslagen in speciale containers die worden gebruikt in combinatie met middelgrote en versterkte groepssolders.
- Gumboil in de vorm van een pasteuze substantie. Dit is een kant-en-klare versie van de flux die wordt gebruikt als soldeer en als middel voor het verwerken en aanbrengen van het soldeer op het oppervlak.

Vervolgens houden we rekening met het beoogde doel van het onderdeel voor een specifieke categorie productiewerk, in het bijzonder:
- Preparaten met corrosiewerende eigenschappen. De component van het medicijn omvat oplosmiddelen, evenals de samenstelling van fosfor. Tijdens het opwarmen ontstaat er een soort verbinding, waarbij organische componenten worden gevormd. Aan het einde van technologisch werk is het noodzakelijk om slib te verwijderen zonder speciale technologieën te gebruiken, dat wil zeggen op de gebruikelijke manier.
- Geneesmiddelen met hoogfrequente kenmerken. Als component worden goud of andere materialen van de nobele groep gebruikt - ethanol, petrolatum en salicylzuur. Als resultaat wordt een gladde en perfecte naad gevormd, die geen extra bewerking vereist.
- Geactiveerde groepsfluxen. Deze categorie omvat stoffen van de meest populaire groepen - borax, evenals hars.Borax begint al bij een temperatuur van +70 C te smelten, zonder gevaarlijke afscheidingen af te geven.
Voor de laatste groep stelt het eenvoudige vereisten, met name wordt aanbevolen om voorbereidingen direct op de locatie van technologische operaties voor te bereiden. Colofonium moet dus in porties worden gemengd met salicylzuur of anhydride (het gebruik van diethylamide en aniline is toegestaan).
Soldeerproces wat u moet weten
Tijdens het solderen moet u het volgende onthouden.
De geleverde stroom zal pas bij vertrek bewegen, hierdoor kan de arbeidsproductiviteit minimaal 5 keer worden verhoogd in vergelijking met handmatig booglassen. "
Het gebruik van lasstromen in dit geval, die een hoge dichtheid hebben, zal niet leiden tot het zogenaamde afpellen van de coating, en dus tot oververhitting van de werkende elektroden in het laatste proces van vertrek. Als we dikke metalen blanco's gebruiken, is het niet nodig om het gedeelte van de bestaande randen uit te voeren, omdat de penetratie volledig tot op de diepte zal worden uitgevoerd.
Voor koperen leidingen moeten de volgende vereisten in acht worden genomen tijdens het soldeerproces:
- Het is wenselijk dat de flux oorspronkelijk een afgeleide was van het soldeer. In dit geval is het mogelijk om een maximale uniformiteit van het smelten van alle componenten van de flux en het soldeer te bereiken. Deze factor stelt de specialist in staat om de verwarmingsworkflow volledig te beheersen en daarmee de productiecyclus van het lassen te regelen.
- Als je soldeer en flux gebruikt die qua smelttemperatuur overeenkomen, dan wordt de laatste parameter gebruikt om de temperatuur van het soldeerproces te regelen. Hier zullen we het verlies van het soldeerproces kunnen minimaliseren, evenals mogelijke schade aan werkstukken en andere componenten.
De meest optimale, hoewel dure, is het gebruik van een vloeipasta, die tegelijkertijd een propoyem en een materiaal is voor het verwerken van het voorsolderen van het productoppervlak.
Er is nog een belangrijk punt, de vorming van slakken, dat met dit proces gepaard gaat. In dit geval zal het oppervlak van de las de kristallisatie verhogen, wat op zijn beurt het aantal zichtbare holtes aanzienlijk zal verminderen, evenals het verschijnen van afgezette deeltjes in de afgezette substantie. Het nadeel van dit proces is de verhoogde vloeibaarheid. Maar ondanks dit zullen de snelheid en kwaliteit van de oppervlaktebehandeling alle mogelijke nadelen van het solderen van koperen plano's dekken.
Werkproces
Gezien de hoge kosten van het solderen van koperen leidingen (in het geval u hiervoor een gespecialiseerd team van loodgieters inhuurt), is het mogelijk om al het werk zelf te doen, vooral omdat de prijs van semi-professionele gasbranders ze redelijk betaalbaar maakt.
Laten we elk van hun connecties nader bekijken.
Algemene punten
De verwarming van de buis en het soldeer tijdens het solderen op lage temperatuur van koperen leidingen wordt uitgevoerd met behulp van een gasbrander.
Als brandstof worden verschillende gasmengsels gebruikt:
- lucht-propaan-butaan;
- lucht-propaan;
- lucht-acetyleen.
Opmerking! Bij sommige soorten werk is het gebruik van een open vlam niet toegestaan. Vervolgens wordt er verwarmd met elektriciteit. Dit heeft geen invloed op de werksnelheid, maar op deze manier kunnen alleen producten met een kleine diameter worden samengevoegd.
Wat betreft vast solderen, hier is het mogelijk om de gewenste temperatuur alleen te bereiken met behulp van een open vlam.
Met de volgende brandstoffen kan voldoende verwarming worden bereikt:
- lucht-acetyleen;
- zuurstof-propaan;
- zuurstof-acetyleen
De laatste combinatie wordt gebruikt voor het direct lassen van acetyleenbuizen (geen soldeer). De vlamtemperatuur moet in dit geval het smeltpunt van koper bereiken (van 1070 tot 1080 graden Celsius).
In bouwmarkten zijn er veel apparaten waarmee u koperen leidingen kunt solderen.
Ze kunnen worden onderverdeeld in twee hoofdcategorieën:
- draagbare branders met wegwerpcilinder voor thuisgebruik;
- veelzijdige gasbranders ontworpen voor grote capaciteit en professioneel werk.

Gasbrander met wegwerpfles
Het algemene schema voor het lassen van koperen leidingen is als volgt:
- de buis afsnijden en het uiteinde schoonmaken van de bramen die zijn verschenen;
- reinigen tot een karakteristieke koperen glans van het binnen- en buitendeel van de buis waarop de fitting wordt aangebracht;
- controle van de locatie van de connectoren en de openingen tussen hen en de buis;
- flux aanbrengen op de buitenkant van de buis (niet in alle gevallen nodig);
- montage van de verbindingseenheid;
- verwarming van het aanmeerpunt;
- een speciale montageopening opvullen met het gebruikte soldeer;
- verwarming stoppen;
- geleidelijke afkoeling van de naad;
- verwijdering van vloeimiddelresten en overtollig soldeer.

Pijpsnijder voor koper
Pijpvoorbereiding
Koperen onderdelen worden gesneden met de volgende gereedschappen:
- een speciale snijder - het vormt geen bramen, maar kan leiden tot een afname van de binnendiameter van het onderdeel door buiging in de randen;
- ijzerzagen voor metaal - vormt geen bocht, maar er verschijnen veel bramen op de kruising, die vóór het solderen moeten worden weggegooid.
Opmerking! Het blokkeren van de rand (bij gebruik van een snijder) verkleint de buitendiameter van de buis en vergroot dienovereenkomstig de montagespleet. Hierdoor is de verbinding na het solderen niet luchtdicht. Volgens de instructies kan de grootte van de montageafstand 0,02-0,4 mm zijn.
Het uiteinde van de buis na het snijden moet een strikt ronde vorm hebben. Een handkalibrator helpt hierbij. Het gebruik ervan garandeert de juiste maat van de montagespleet.

Pijpkalibrator
De flux moet onmiddellijk na het strippen op de buis worden aangebracht. Het is ten strengste verboden om de binnenoppervlakken van de verbindingsfitting met deze substantie te smeren.
Zodra u de pasta aanbrengt, moeten de onderdelen onmiddellijk worden aangesloten, anders kunnen stof of andere vreemde deeltjes op het natte uiteinde terechtkomen. Het is noodzakelijk om de buis in de mof te duwen totdat deze stopt, door de fitting lichtjes om zijn as te draaien, waardoor een meer uniforme verdeling van de flux kan worden bereikt. Voor het verwarmen moet de resterende pasta op de buis worden verwijderd.
Soldeervloeistof voor koperen leidingen
Kenmerken van verwarming bij solderen op lage temperatuur
Om te werken heb je nodig:
- flux voor zacht solderen;
- propaanbrander;
- gasmengsel.
Het solderen van koperen leidingen met tinsoldeer kan met een speciale soldeerbout, die tevens de fitting verwarmt.

De flux wordt alleen aan de buitenkant van de buis aangebracht
De werkzaamheden worden in de volgende volgorde uitgevoerd:
- De vlam van de brander moet constant rond het gewricht worden bewogen, waardoor het hele onderdeel gelijkmatig wordt verwarmd.
- Door het uiteinde van het soldeersel in de montagesleuf te raken, moet u controleren of het tin begint te smelten. Als dit niet het geval is, gaat de verwarming door.
- Zodra het soldeer is gesmolten, moet het verwarmen worden gestopt om het tin de capillaire opening in de fitting te laten vullen.

Het soldeer moet de montageopening volledig opvullen
De dichtheid van de verbinding wordt verzekerd door het feit dat het soldeer, smeltend, de opening tussen de fitting en de buis opvult.
Opmerking! Bij solderen op lage temperatuur moet het verwarmen onmiddellijk stoppen nadat de substantie de montageopening begint te vullen. Als u dit niet doet, kan de verbinding oververhit raken, waardoor de sterkte van de pijpleiding afneemt.
Als het soldeer eenmaal is gesmolten, is het nodig om de verbinding uit zichzelf te laten afkoelen, aangezien zacht tin een zeer kwetsbare substantie is.
Tijdens het solderen is het belangrijk om oververhitting van de onderdelen te voorkomen, anders kan de flux verslechteren en kunnen de resulterende oxiden niet worden verwijderd.
In plaats van een zaklamp kun je een speciale elektrische soldeerbout gebruiken, die bestaat uit een elektrische tang en een voeding. De volgorde van de bewerkingen verschilt in dit geval niet van het bovenstaande.
Volgorde van bewerkingen voor solide solderen
Om te kunnen werken, moeten branders worden gebruikt die werken op propaan of acetyleen gemengd met zuurstof.
Let tijdens het werk op de volgende nuances:
- Het verwarmen moet snel maar gelijkmatig gebeurenDe brander moet constant over de hele lengte van de fitting worden bewogen.
- De vlam moet helderblauw zijnDe onderdelen worden verwarmd tot een temperatuur van 750 graden Celsius (ze krijgen een karakteristieke donkere kersenkleur).

De vlam van de brander moet helderblauw zijn
- Als de verwarming correct is uitgevoerd, zou het soldeersel dat naar het montagegat wordt gevoerd, moeten smelten.U kunt het voorverwarmen in een brandervlam.
- De essentie van het werk is dat het nodig is om de laagst mogelijke verwarmingstemperatuur te bereiken waarbij het soldeer begint te smelten. Het is wenselijk dat het soldeer onmiddellijk het capillaire gat vult met een enkele aanraking van de fitting.
Nadat de connector is afgekoeld, verwijdert u zorgvuldig alle fluxresten uit de buis. Als er een watertoevoersysteem is geïnstalleerd, moeten alle leidingen grondig worden doorgespoeld om de flux binnenin te verwijderen. Het is een agressieve chemische stof die de menselijke gezondheid kan schaden.

Vergeet niet om de kruising grondig te reinigen van de flux
Koud toetreden
De technologie van het verbinden van zachte koperen buizen met behulp van persfittingen veroorzaakt geen problemen en komt neer op een paar eenvoudige opeenvolgende stappen:
- de buis op de gewenste maat snijden;
- het stompe uiteinde ontbramen en het een ronde vorm geven;
- het inbrengen van een persfitting in de buis;
- buisverbinding met behulp van een opsteekhuls (hiervoor wordt een speciale tang gebruikt).

Aansluitschema met persfittingen