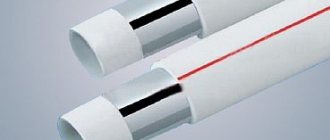
Pijpleidingen gemaakt van polyethyleenelementen vervangen geleidelijk de gebruikelijke metalen buizen. Plastic heeft veel belangrijke voordelen ten opzichte van metaal. Het lassen van polyethyleen buizen is een betrouwbare methode om afzonderlijke onderdelen met elkaar te verbinden. De afgewerkte naad is bestand tegen zware belasting, is duurzaam en is bestand tegen vocht.
Lassen van polyethyleen buizen
Installatiefuncties
Bij het solderen van HDPE-buizen moet er rekening mee worden gehouden dat de lasverbinding uit één stuk is. Voor het maken van een duurzame lasverbinding is het noodzakelijk om gespecialiseerde apparatuur te gebruiken. In eerste instantie is het het beste om te proberen het werk op ruwe onderdelen uit te voeren.
Bij het maken van een verbinding op knelfittingen, is het noodzakelijk om de optie te kiezen om de afzonderlijke elementen te scheiden. Een verbinding gemaakt op fittingen is bestand tegen de belasting van individuele warmwaterverwarming, maar is niet ontworpen voor waterslag of industriële druk. De lasnaad is geschikt voor het verbinden van onderdelen met een grote diameter.
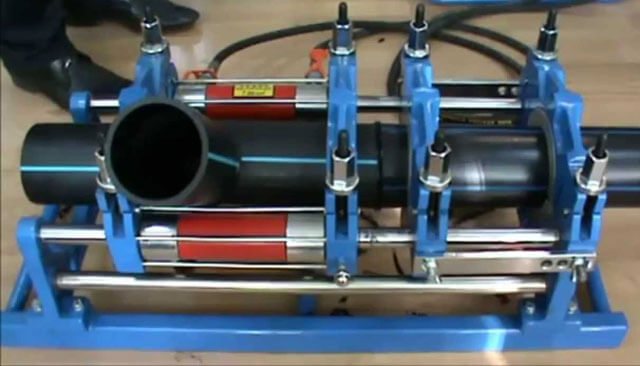
Lasapparaat
Het apparaat voor het lassen van HDPE-buizen bestaat uit verschillende elementen. Elk element vervult zijn eigen functie. Zo wordt er een centreerinrichting gebruikt om leidingen vast te klemmen en te centreren. Het is uitgerust met twee of vier klemmen. Het vliegtuig wordt gebruikt om de uiteinden af te werken. En de lasspiegel verwarmt de pijpen tot de smelttemperatuur.
Bovendien is het apparaat uitgerust met een apparaat waarmee u de benodigde kracht kunt creëren om de buis tegen de lasspiegel te drukken, en om tijdens het persen twee buisdelen aan te drukken. Met de apparaatbesturingseenheid kunt u de vereiste spanning leveren en de apparaatparameters binnen een bepaald interval behouden.

Lasmethoden
De technologie van het lassen van polyethyleenbuizen wordt op verschillende manieren uitgevoerd. Elk van hen heeft bepaalde kenmerken, vereist het gebruik van verschillende soorten gereedschappen, verbruiksartikelen.
Uitlopend
Voor het lassen van PE-buizen met de mofmethode moeten speciale fittingen worden gebruikt. Daarnaast heb je de volgende tools nodig:
- kalibrator;
- pijpsnijder;
- lasmachine voor polymere materialen;
- afkanten tool;
- een set nozzles voor verwarming.
Stapsgewijze instructies voor het uitvoeren van werkzaamheden:
- Snijd buizen op maat.
- Gebruik een aanschuingereedschap om de te verbinden rand af te snijden.
- Kalibreer het gat om een perfecte cirkel te krijgen.
- Veeg de aangrenzende oppervlakken van stof af, ontvetten.
- Stel de verwarmingstemperatuur van het lasapparaat in op 210 graden Celsius. Na het opwarmen tot deze temperatuur gaat het indicatielampje op het apparaat branden.
- Installeer de voorbereide buis en koppeling op twee mondstukken die op de lasmachine zijn bevestigd.
- Verwijder na het verwarmen de twee delen en verbind ze met elkaar.
Wacht tot de verbinding is afgekoeld.
Butt
De methode wordt gebruikt voor het lassen van producten met een wanddikte van meer dan 5 mm. Benodigde apparatuur, gereedschappen:
- Het mechanisme voor het verwerken van plakjes is een facer.
- Een apparaat voor coaxiale uitlijning van twee delen ten opzichte van elkaar - centralisator.
- Besturingssysteem voor geautomatiseerde processen.
- Lasapparaat gebruikt voor eindverbinding.
- Aandrijving voor het verbinden van afzonderlijke elementen.
- Inzetstukken verminderen.
Werkproces:
- Bevestig de twee uiteinden van de leiding aan het centreerframe.
- Reinig, schuin de verbindingen af die moeten worden samengevoegd.
- De lasspiegel verwarmt twee delen van de pijpleiding tegelijkertijd.
- Onder druk worden de twee delen vastgehouden totdat ze afkoelen.
Om een sterke naad te maken, moet u vertrouwd raken met de stomplastafel voor polyethyleen buizen.

Lasapparaat voor polyethyleen buizen
Extruder
Het solderen van HDPE-buizen met een extruder wordt gebruikt bij de productie bij de vervaardiging van pijpleidingen met complexe vormen. Stapsgewijze instructies voor het uitvoeren van werkzaamheden:
- Snijd de onderdelen op de gewenste maat, maak ze schoon van bramen.
- Reinig de snijpunten van vuil, ontvet ze.
- Puntlassen om de onderdelen aan elkaar te bevestigen.
- Las de verbinding met een extruder.
Om de naad in een acceptabele vorm te brengen, moet u wachten tot het plastic is afgekoeld, schuren met schuurpapier.
Elektrolasfittingen
Het lassen van HDPE-buizen met elektrolaskoppelingen wordt beschouwd als een dure methode waarvoor bepaalde verbruiksartikelen en gereedschappen moeten worden aangeschaft. Elektrolasfittingen zijn plastic onderdelen waarin meerdere verwarmingselementen zijn gemonteerd. Bij het gebruik van fittingen moet u een speciale lasmachine gebruiken die geen verwarmingssegment heeft.





Moflassen van HDPE-buizen

Socket lassen
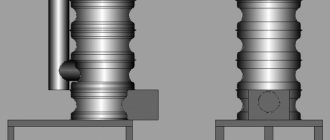
Socketlassen heeft een andere procedure en een andere set materialen. Om het werk uit te voeren, heeft u zeker een soldeerbout voor HDPE-buizen nodig, evenals een set mondstukken. Vaak wordt in dergelijke verbindingen extra apparatuur gebruikt, zoals hoeken en excentriekelingen. De verbinding van de uiteinden van de producten wordt uitgevoerd nadat de fittingen eraan zijn bevestigd.
Het werk maakt gebruik van een soldeerbout voor polypropyleen buizen, die verschillende metalen onderdelen bevat. Deze onderdelen verwarmen de plastic aggregaten. Een daarvan is een doorn - een speciaal element dat in de binnenkant van de fitting wordt gestoken. De andere, de hoes, dient om de site zelf te verwarmen.
Koppelingslassen vereist een speciale voorbereiding. U moet een aantal acties ondernemen om de kwaliteit van de verbinding te verbeteren:
- De werkstukken moeten precies tegenover elkaar worden bijgesneden en uitgelijnd.
- De randen moeten worden ontdaan van vuil en plasticresten.
- De leidingen die momenteel niet in gebruik zijn, moeten worden afgesloten om verstoppingen te voorkomen.
- Het is noodzakelijk om het soldeerapparaat te inspecteren op vuil of plasticresten van eerder werk. Maak indien nodig schoon.
Nadat u alle voorbereidende werkzaamheden heeft uitgevoerd, kunt u met een gerust hart de implementatie van deze lasmethode ter hand nemen. Implementatie volgorde:
- De te verbinden delen worden met een soldeerbout verwarmd tot een bepaalde temperatuur. Meestal bewaakt het apparaat zelf deze temperatuur, die op het juiste moment een signaal geeft om te stoppen met verwarmen.
- De buis wordt met kracht in de huls gestoken en de fitting wordt op de doorn geschoven. Het kost vaak veel moeite om deze handelingen uit te voeren. Het is noodzakelijk om de onderdelen er helemaal in te steken.
- Het overtollige plastic wordt eruit geperst en er ontstaat een ringvormige kraal.
- Vervolgens moeten beide onderdelen uit het gereedschap worden verwijderd en stevig met elkaar worden verbonden.
- Na volledige afkoeling kunt u verder werken aan het aansluiten van de leiding.
Belangrijk! Tijdens het koelen is het noodzakelijk om voor een volledige rest van de verbinding te zorgen. Elke impact in dit stadium kan de dichtheid van de verbinding in gevaar brengen.
De soldeertijd is terug te vinden in de normen waarin deze tijd wordt aangegeven afhankelijk van de diameter van de onderdelen.

Passende verbinding
Houd er ook rekening mee dat het nodig is om kracht uit te oefenen bij het aansluiten van de buis en de fitting totdat de onderdelen rusten. Als u invloed blijft uitoefenen, kunt u de integriteit van de verbinding verbreken, wat in de toekomst negatieve gevolgen zal hebben.
Gereedschappen en uitrusting
Apparatuur, gereedschappen voor werk worden geselecteerd, afhankelijk van welke lasmethode zal worden gebruikt. Zorg ervoor dat je een pijpsnijder nodig hebt, een afschuinmechanisme.Voor het elektrofusielassen van polyethyleen buizen zijn bijvoorbeeld een speciale lasmachine en verwarmingsonderdelen nodig.
Thermistorlassen van polyethyleen buizen vereist het gebruik van ingebedde elektrische verwarmingsonderdelen. Voor de butt-methode heb je een centralisator, een hydraulische aandrijving en een facing-tool nodig.
Stuiklassen van polyethyleen buizen
Voor het stomplassen van polyethyleen buizen is speciale lasapparatuur nodig. Deze verbindingsmethode is alleen effectief voor het solderen van HDPE-buizen. Zijn veelzijdigheid ligt in het feit dat u hiermee de flexibiliteit van de constructie over de gehele lengte kunt behouden. Deze methode kan zowel met een greppel als met een open methode voor het leggen van pijpen worden gebruikt.

Het stuiksolderen van HDPE-buizen wordt in de volgende volgorde uitgevoerd:
- Installatie van de uiteinden van de te lassen producten in de centralisator van de lasapparatuur.
- Uitlijning en strakke fixatie van onderdelen.
- Reiniging van de eindsecties van vuil, stof, vet, andere verstoppingen en lagen (uitgevoerd met een katoenen doek gedrenkt in alcohol).
- Verwerking van eindfragmenten door middel van een facingapparaat (trimmen). Het proces wordt uitgevoerd totdat er uniforme spanen verschijnen, met een dikte van niet meer dan 0,5 millimeter.
- De werkstukken verwijderen en de uiteinden met de hand controleren op parallelliteit. Als er een aanzienlijke opening tussen de oppervlakken wordt gedetecteerd, trim dan opnieuw totdat de nodige overeenstemming is gevonden.
- Verwarmen van de uiteinden van de blanco buizen met een verwarmingselement waarvan het oppervlak is bedekt met een antiaanbaklaag.
- Bij het bereiken van enig smelten van de werkstukken, het verwarmingselement verwijderen en de uiteinden van de te lassen buizen sluiten. De aandrukkracht wordt verhoogd totdat een volledige en stevige sluiting is bereikt. De producten moeten enige tijd worden bewaard (meestal 5-10 minuten) totdat de voeg volledig is uitgehard.
- Kwaliteitscontrole van de gelaste constructie. Het uiterlijk van de gelaste uiteinden, hun correspondentie met elkaar en de sterkte van het solderen worden geëvalueerd.
Naast het lasproces zelf is het belangrijk om extra aandacht te besteden aan het voorwerk dat in de uitgangspunten wordt genoemd. Ze moeten zorgvuldig worden uitgevoerd voordat HDPE-buizen worden gesoldeerd, aangezien de betrouwbaarheid en sterkte van de geproduceerde verbinding hiervan grotendeels afhangt.
Een voorwaarde voor een hoge efficiëntie van stomplassen is de uitvoering met één naad. Alleen in dit geval wordt de maximale sterkte van de lasverbinding bereikt, anders kan deze onvoldoende blijken te zijn.
Stadia van het werk
Om thuis HDPE-buizen met uw eigen handen te lassen, gebruikt u de methode om onderdelen in een verbinding te voegen. Stadia van het werk:
- Snijd de elementen bij tot de vereiste afmetingen.
- Afschuining, centreer de twee delen.
- Verwijder bramen en vuil van de te verbinden onderdelen. Ontvet ze met alcohol.
- Verwarm de twee delen met een plastic lasapparaat.
- Druk de twee delen met uw handen tegen elkaar.
Wacht tot de naad is afgekoeld. Schuur de plastic kralen met fijn schuurpapier. De stootvoegmethode biedt de flexibiliteit van de pijpleiding over de gehele lengte, wat als een pluspunt wordt beschouwd. Als je op een moeilijk bereikbare plek een naad moet maken, is het aan te raden om de koppelmethode te kiezen. Splitverbindingen zijn geschikt voor het maken van tijdelijke leidingen.
Het lassen van polyethyleen buizen wordt beschouwd als een betrouwbare methode om plastic pijpleidingen te maken. Er worden verschillende werkmethoden onderscheiden, die van elkaar verschillen in de gebruikte apparatuur, in de lasfasen. U kunt zelf een sterke verbinding maken.
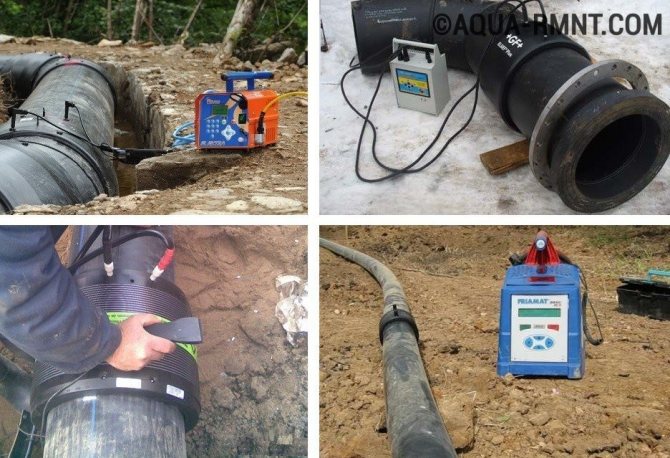
Elektrofusielassen

Elektrofusielassen
Een speciaal type contactdooslassen, dat bestaat uit het gebruik van speciale apparatuur.Deze verbinding helpt om een hoge sterkte en duurzaamheid van de voltooide constructie te bereiken. De methode wordt gerealiseerd met behulp van elektrische koppelingen, die al verwarmingselementen aan de binnenkant hebben.
Er kunnen armaturen met interne verwarmingselementen worden gebruikt. De spiralen verwarmen het materiaal, waardoor het buigzaam wordt. Vervolgens worden de twee delen samengevoegd en is een betrouwbare monolithische verbinding verzekerd.
De gereedschappen voor dit soort lassen zijn veel duurder, maar ze zijn functioneel veel beter. Het gebruik van elektrofusiehulzen zorgt ervoor dat er geen ringvormige kralen in het binnendeel komen en zorgt voor een goede waterdoorlaat. Een ander voordeel is dat bij deze methode geen direct gebruik van lasapparatuur nodig is. Dit helpt bij het uitvoeren van werkzaamheden in krappe omstandigheden.
Elektrofusielasprocedure:
- De te verbinden onderdelen worden op de juiste plaatsen gezaagd.
- De uiteinden van de producten, evenals de elektrische koppeling, worden ontdaan van vervuiling.
- Passende markeringen worden op het oppervlak achtergelaten om de insteekdiepte van de koppeling te helpen bepalen.
- Met behulp van draden wordt de elektromagneet verbonden met de lasapparatuur.
- Op het apparaat drukt de meester op de knop om te beginnen met lassen, waardoor de elementen worden verwarmd.
- Zodra het proces is afgelopen. Het apparaat schakelt de verwarming vanzelf uit.
- Na ongeveer een uur is de verbinding volledig afgekoeld en kan deze in gebruik worden genomen.

Eindkappen
Het is het beste om de uiteinden van ongebruikte leidingen af te dekken voordat u begint met lassen met speciale pluggen om afkoeling te voorkomen.
Het is belangrijk om de onderdelen tijdens het lassen in een stevige positie te houden. Dit kan met behulp van speciale houders of standaards. De uiteindelijke las mag niet dikker zijn dan 0,5 wanddikte.
Voorbereiding op het werk
Voordat u direct met lassen begint, moet een voorbereidende voorbereiding worden uitgevoerd. De fasen zijn hetzelfde, ongeacht welke methode wordt toegepast.
Allereerst moet u een werkgebied van voldoende grootte voorbereiden, waarin alle benodigde apparatuur, leidingen en fittingen zelf (indien aanwezig) kunnen worden ondergebracht. Controleer de integriteit van de elektrische kabels voordat u met de werkzaamheden begint en het lasapparaat op het netwerk aansluit. Het is ook de moeite waard om ervoor te zorgen dat de klem en de elektronische sensoren in goede staat verkeren, de snijmessen zijn geslepen en de voeringen die voor het werk zijn voorbereid, overeenkomen met de diameter van de buizen. Onderdelen die tijdens het gebruik aan wrijving worden blootgesteld, worden gesmeerd en de verwarming, het bekledingsgereedschap en de schraper worden gereinigd en ontvet.
Ook de buizen zelf worden verwerkt: op de plaatsen van de voorgestelde verbindingen wordt het oppervlak gereinigd. Het is dus mogelijk om verschillende verontreinigingen te verwijderen die het creëren van een betrouwbare verbinding zullen verstoren.
DIY stomplassen
Deze methode wordt uitgevoerd met behulp van een speciale pijpleidinglasmachine. Het proces zelf is als volgt. De uiteinden van de elementen worden ontdaan van vuil en afgeveegd met een ontvettingsmiddel. Vervolgens worden ze met een speciaal verwarmingselement tot een stroperige toestand verhit en onder druk aangesloten. Daarna moet de naad op natuurlijke wijze afkoelen en pas dan kan de pijpleiding worden bediend.
Bij stomplassen moet u echter de volgende parameters in de gaten houden:
- Opwarmtijd;
- Reflow-hoogte van de uiteinden;
- Druk op de te verbinden oppervlakken;
- Temperatuur.
Als alle aanbevolen parameters in acht worden genomen, moet de naad over het hele oppervlak gelijkmatig uitsteeksel blijken te zijn. De stuiklasverbinding wordt beschouwd als de belangrijkste methode om een pijpleiding te maken van polyethyleencomponenten.
Soorten pijpverbindingen
Om eventuele leidingen met elkaar te verbinden, worden ze voornamelijk gebruikt:
- Mechanische verbinding
De eenvoudigste manier om leidingen aan te sluiten, is door fittingen te gebruiken.Extra verbindingselementen met verschillende configuraties maken de montage van verschillende systemen mogelijk. - Lassen
Buizen kunnen zowel via sleufloze methode worden geïnstalleerd als door ze in sleuven te leggen na montage op het oppervlak. Weerstandslassen wordt gebruikt om de flexibiliteit (zonder krachtverlies) van het watertoevoersysteem van polyethyleen buizen te behouden. In de praktijk worden de volgende gebruikt:
- stomplassen;
- elektrofusielassen.