Hvordan bøye et rør i rett vinkel
Metall fungerer som et ganske sterkt materiale, men med spesiell eksponering kan det bøyes. Til dags dato er det flere måter å løse dette problemet på. Den første teknologien er bruk av pinner. Men du må huske at denne metoden kan skade røret eller til og med ødelegge det. Dette kan unngås ved å fylle det indre hulrommet med tørr sand. Pluggene skal installeres i begge ender.

Neste trinn er å begynne å bøye. For dette blir pinner gravd ned i bakken. Du vil bruke dem som innflytelse. Hvis du ikke er trygg på dine evner, bør du først trene på unødvendige rørdeler. Hvis du står overfor spørsmålet om hvordan du skal bøye et rør uten rørbøyer, kan du ved hjelp av denne teknologien endre formen på et produkt, hvis diameter varierer fra 16 til 20 mm. For rør med mer imponerende diameter er denne teknikken ikke egnet, siden prosessen vil være ganske komplisert. Det er også viktig å vurdere det underliggende materialet. For eksempel anbefales andre metoder for galvanisering.
Hvordan lage en rørbøyer selv
I noen tilfeller kan du gjøre uten å kjøpe manuell profilbøyemaskin. Denne enheten kan lages av deg selv. Den er egnet for behandling av rørprodukter med liten diameter, for eksempel for rammen av lysthus eller drivhus.
For rørprodukter, hvis diameter ikke overstiger 2 cm, er det nok bare å lage strukturer fra
betongblokk og bajonetter i stål... 4 hull er laget i betong, metallpinner er satt inn i dem, gjennom hvilke et profesjonelt rør føres og bøyes i ønsket retning.
For rørkonstruksjoner med en diameter over 2,5 cm er det nødvendig å lage en profilbøyning ved hjelp av ruller... De er festet på betongbunnen. Verdien av radiusen til sidekantene på rullene må være lik radien til det bøyde røret. Det profilerte røret, plassert mellom hjulene, er festet i den ene enden. I den andre enden er den festet til en vinsj, som drives og gir røret den nødvendige bøyningen.
Når du lager hjemmelagde rørbøyere for et profilrør, må følgende parametere tas i betraktning:
- Avstand fra røret til profilbøyende drivhjul avhenger av rørdimensjoner: for et produkt med en radius på 2,5 cm kreves et gap på 6 mm, for større rørkonstruksjoner varierer denne figuren fra 6 til 12 mm.
- For liten avstand mellom hjulet og røret vil resultere i behovet for legge mye mer fysisk an for bøying av rørkonstruksjonen.
- For mye klaring vil resultere i ujevn bøying og brudd på integriteten til strukturen.
Bruker oppvarmingsteknologi
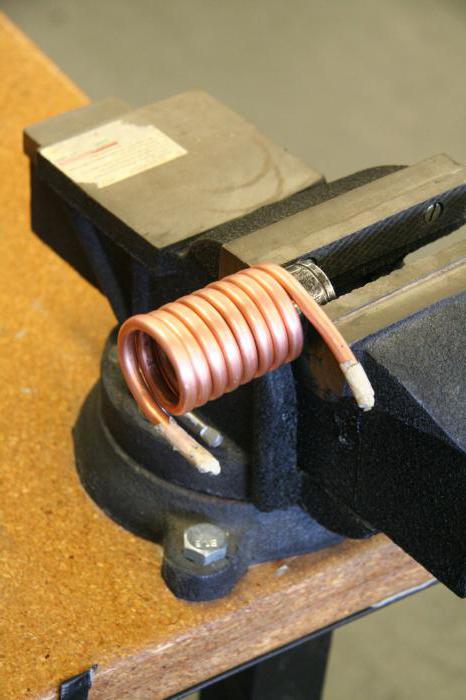
Før du bøyer et rør uten rørbøyer, bør du tenke på hvilken teknologi som er best for dette. Oppvarming kan være en god løsning. Denne metoden brukes ofte for rør av stål og aluminium. For prosedyren er produktet festet i et skrustikke, men først må det fylles og varmes opp med en gassbrenner til stedet du planlegger å bøye. Temperaturen bestemmes ganske enkelt: når et stykke papir nærmer seg røret, bør det begynne å røyke. Når en stålstang brukes, skal den bli rød når den varmes opp. For sikkerhets skyld bør teknikeren bruke hansker.

Flyparallell plate
Hvis du står overfor oppgaven med å bøye et rør uten rørbøyer, kan du bruke en plan-parallell plate. Denne teknikken innebærer å feste produktet i en klemme. Etter det kan du bøye, og dette må gjøres langs platen. Denne teknikken anses ikke bare økonomisk, men også enkel. For å oppnå et positivt resultat, bør det brukes flere plater, som hver har forskjellig krumning. Hovedbetingelsen er bruken av et stålrør. Lengden på produktet skal være ganske imponerende.

Bruk en metallfjær
Ganske ofte tenker hjemmearbeidere på spørsmålet om hvordan man bøyer et rør uten rørbøyer hjemme. En metallfjær kan brukes til dette. Denne teknikken er utmerket for ikke-jernholdige rør, som har god duktilitet.
En fjær brukes for å forhindre deformasjon. For å få et godt resultat må størrelsen på fjæren tas i betraktning, som må matche den indre diameteren på metallkonstruksjonen. Dette kravet skyldes at røret skal settes inn i hulrommet. Bøying kan deretter utføres ved å binde fjæren med en ledning for å gjøre det lettere å hente den senere.
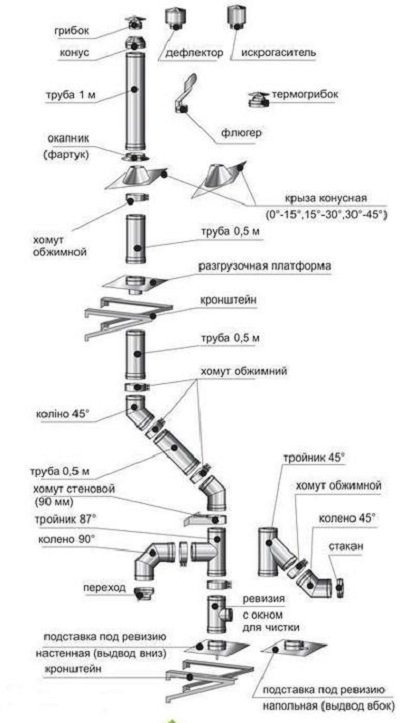
Hvordan lage skorsteiner i rustfritt stål med egne hender - design og teknologi
Skorsteinsdesign skal alltid gjøres profesjonelt. For å gjøre dette er det nødvendig å ta hensyn til spesifikasjonene til varmerens drift, å kjenne bygningens parametere og områdets klimatiske egenskaper. Først etter å ha tatt hensyn til alle disse parametrene, kan du velge den optimale teknologien og materialet for produksjon av skorsteinen (flere detaljer om typene ble skrevet her).
Med fremkomsten av modulære sandwich-skorsteinsystemer satte mange håndverkere seg for å lage sine egne analoger. Men er det mulig hjemme? For å svare på dette spørsmålet er det nødvendig å analysere materialene og verktøyene som brukes.
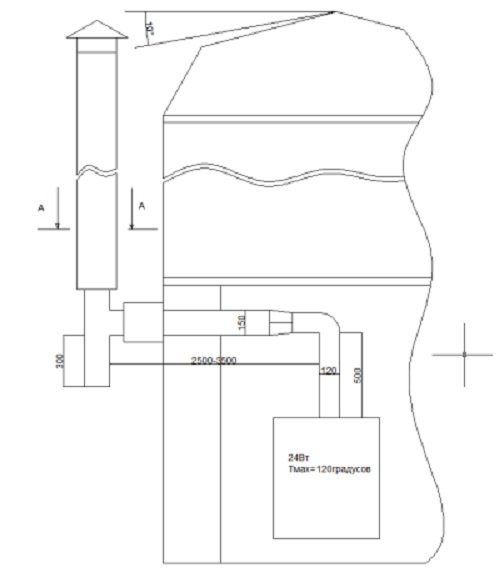
Tegne en skorstein
Før du lager en skorstein, må du vite nøyaktig forbruket av materiale. For dette blir det laget en plan som tar hensyn til bygningens spesifikasjoner og plasseringen av kjelen.
Videre er det nødvendig å ta hensyn til rørets diameter, som må tilsvare egenskapene til varmeren. Ofte blir det i slike tilfeller gjort feil når man planlegger lange horisontale seksjoner av rørledningen.
Dette fører til en betydelig reduksjon i trykk og en rask dannelse av sot i det horisontale røret.
Krav til skorsteiner i rustfritt stål
Materiale
Som et materiale for fremstilling av industrielle skorsteiner brukes spesielt varmebestandig rustfritt stål.
Under produksjonen er det en prosess med legering med krom, nikkel og molybden. Dette gir det spesielle egenskaper som gjør det mulig å opprettholde den integrerte strukturen i materialet når det utsettes for høye temperaturer. Disse inkluderer følgende merker - AISI 316 L, AISI 310 S, AISI 304 og AISI 321.

Avhengig av prosentandelen av legerte elementer, endres visse egenskaper ved materialet:
- Krom forbedrer hardheten og korrosjonsbestandigheten betydelig.
- Nikkel er ansvarlig for duktilitet og styrke.
- Molybden - Øker styrken når den utsettes for høye temperaturer.
Alt dette indikerer viktigheten av materialvalget når du lager din egen skorstein av rustfritt stål. Det er gjort forsøk på å lage dem av vanlig matstål. Dens største ulempe er det høye krominnholdet, dvs. det vil raskt forverres når det utsettes for høye temperaturer.
Eksempler på produksjon av slike strukturer er vist nedenfor:

Som du kan se på fotografiene, er lerretene ganske enkelt vridd i flere lag og holdt av en rekke nagler. Imidlertid reiser dette designet en rekke spørsmål:
- Hvis naglene ikke er laget av varmebestandig rustfritt stål, vil de under termisk påvirkning miste formen og bare falle ut av strukturen.
- Mangel på tilkoblingsstikkontakt. Hvis installasjonen blir utført "rumpeforbindelse", er det stor sannsynlighet for inntrenging av røykgasser i rommet mellom stållagene. Dette vil føre til rask slitasje.
- Stålkvalitet. Installasjon av en slik struktur skal bare utføres etter den viktigste, pålitelige skorsteinen. Ellers vil øret raskt brenne ut på grunn av høye temperaturer.
Hvis du vil lage en skorstein i rustfritt stål selv, bør du velge riktig stålkvalitet. Selvlaget sandwich skorstein skal bestå av varmebestandig stål i og utenfor rør med god værbestandighet.
Avstanden mellom rørene er isolert med basaltull.
Produksjonsteknologi
Etter å ha kjøpt materialet, bør du vurdere metoden for behandling av det. I produksjonen brukes spesielle valser og sveisemaskiner til fremstilling av sylindriske elementer. Hjemme er det ganske problematisk å "takle" en rustfri stålplate. På noen ressurser anbefales det å gjøre dette ved hjelp av brede klemmer, og behandle skjøten av arket med et spesielt varmebestandig tetningsmiddel. Men denne produksjonsmetoden oppfyller ikke de mest grunnleggende sikkerhetskravene til skorsteiner.
Derfor, hvis det ikke er mulig å behandle en stålplate ved bruk av profesjonelt utstyr, anbefales det å bruke ferdige elementer av en prefabrikert skorstein av rustfritt stål.
For å bli overbevist om omstendighetene ved produksjonen av rustfrie skorsteiner, kan du se en video om prosessen med produksjonen:
Profilrør og dets modifikasjon
Denne typen metallkonstruksjon er ganske populær når du bygger drivhus og lysthus på en personlig tomt. Hovedtrekk ved byggematerialet er at det kan bli skadet når det er bøyd. En vei ut av denne situasjonen kan være å fylle det indre hulrommet med fin sand eller vann. Disse handlingene eliminerer muligheten for skade på røret og oppnår et utmerket resultat. Denne teknikken er egnet for rør av messing og duralumin.
Hvis du tenker på spørsmålet om hvordan du skal bøye et rør uten rørbøyer til en baldakin, kan du bruke en gummiklubb til dette. Den brukes til firkantede produkter. Rørledningen er installert på pålitelige støtter, og deretter brukes en hammer. Handlingene må være nøyaktige og smidige for å eliminere muligheten for skade. Hvis det er nødvendig å oppnå en stor vinkel, er det nødvendig å varme opp røret på stedet der det skal bøyes for å forenkle prosessen.
Formen på rør av rustfritt stål for skorsteiner, smørbrød, ovner, bad: firkantet, rundt
Et rundt rør er en type produkt som er etterspurt blant industribedrifter. Den brukes til å lage rørledninger i olje- og gassindustrien, i byggebransjen, vannforsyning og oppvarming, i maskinteknikk, i skapelsen av fartøyer og sylindere.

Skjemaer kan være veldig forskjellige, hvis du trenger noe uvanlig, bestill en spesialist
Korrosjonsbestandige rektangulære rør er vanlige for bærende konstruksjoner, støtter og utstyrsstativ. Hovedplusset er letthet sammenlignet med runde produkter. Eksperter bemerker også en slik indikator som utmerket styrke - på grunn av profilens avstivende ribber.
Firkantrøret er uunnværlig når du lager strukturer for næringsmiddelindustrien, farmasøytisk og kjemisk industri. Produktets profilvisning tåler anstendig belastning, for eksempel i ventilasjonsanlegg. Ofte blir de kjøpt av private handelsmenn for bygging av gjerder, drivhus og andre sommerhytter.I tillegg er den lette og slitesterke profilen egnet for produksjon av svinger og lysbilder.
Forskjellene er rent eksterne og påvirker ikke på noen måte kvaliteten på varene.
Metoder for bøying av metallplast
Ganske ofte spør eiere av forstads eiendom om hvordan de skal bøye et rør selv uten rørbøyer. Når metallplast er tilgjengelig, kan du bruke dine egne styrker uten å bruke tilgjengelige verktøy. Produktet er festet og bøyd jevnt. I dette tilfellet er det viktig å utelukke sannsynligheten for en bøyning. Det er viktig å bli styrt av reglene, som sier at for hver 2 cm av arbeidsstykket kan bøyevinkelen være 15 °.
Hvis du står overfor spørsmålet om hvordan du skal bøye et rør uten rørbøyer for et drivhus, kan du bruke ledninger som fyller det indre hulrommet. Dette gjør at du kan oppnå en jevn og jevn bøyning på kortest mulig tid. Tørr fin sand kan brukes som fyllstoff. Den helles inni, og kantene lukkes med plugger. Deretter må den ene enden av produktet fikses, noe som sikrer påliteligheten og styrken på feste. Bruk gassfakkel eller blåselys for å varme opp folden. Materialet blir sjekket for beredskap med et stykke papir.

Rørbøyningsenheter
Det er mange måter å bøye røret på, selv for hånd, men det er stor risiko for brudd. Derfor er det best å bruke spesialutstyr eller materialer for hånden for bøying, noe som i stor grad vil lette bøyeprosedyren.
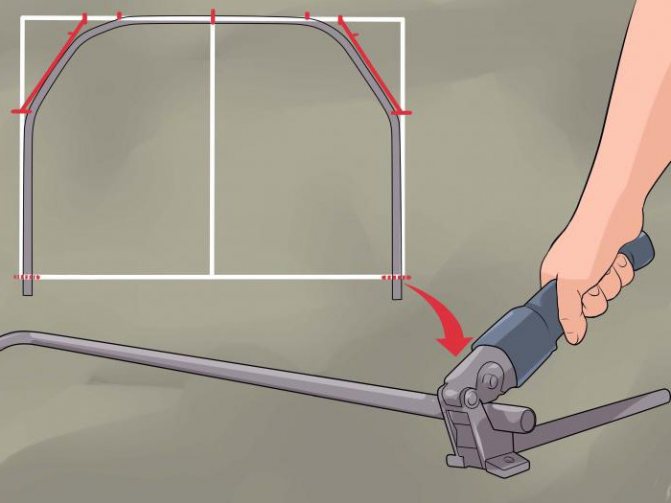
Rørbøyer
For å bøye et metallrør brukes spesielle enheter - profesjonelle rørbøyere, forskjellige i design:
- Den manuelle rørbøyeren brukes til å bøye rør med små tverrsnittsdiametre. Som regel kan denne enheten bøye rør laget av ikke-jernholdige metaller og rustfritt stål. Før du bøyer et aluminiums- eller rustfritt stålrør, må du sette den ene enden av den i en rørbøyer og bruke en spak for å gradvis bøye produktet til ønsket vinkel.
- hydrauliske rørbøyere er enheter designet for å bøye rør med stor diameter. I denne enheten kompenseres alle kreftene som brukes for bøyning av hydrauliske sylindere. Hvordan bøye et rør med stor diameter ved hjelp av en hydraulisk rørbøyer? Først må du bestemme stedet for bøyningen, og deretter feste den ene enden av røret i sporene på rørbøyeren og bruke spaken til å utføre translasjonsbevegelser.

- for å bøye rør med forskjellige tverrsnittsdiametre, brukes elektromekaniske rørbøyere. De er preget av høy produktivitet, nøyaktig rørbøyning og ikke behov for fysisk styrke hos operatøren. Slike enheter er dyre, så du bør ikke kjøpe dem til privat bruk.


Flyparallell plate
Hvis det er ekstremt nødvendig å bøye røret, og det ikke er noen rørbøyer for hånden, kan en plate brukes til å bøye røret - et allerede bøyd arbeidsemne med et spor, som er egnet for bøying av metall- og metallplastrør med en diameter på opptil 45 mm. Røret som skal bøyes settes inn i en spesiell klemme på platen, festes og bøyes langs platen langs sporet. Denne metoden for bøying uten rørbøyer er ganske primitiv, men som praksis viser er den veldig pålitelig.
Viktig! Bare korte rør kan bøyes med en plan-parallell plate.
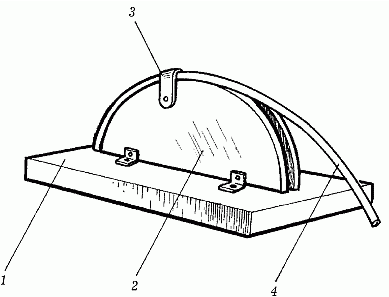
Figuren viser den enkleste utformingen av en plan-parallell plate, hvor 1 er en plate, 2 er en plate, 3 er en klemme, 4 er et rør som må bøyes. Du kan lage en slik enhet selv.
Stålfjær
For å bøye rør laget av ikke-jernholdige metaller, som er tilstrekkelig myke og smidige, som ofte blir skadet eller sprekker når de er bøyd, brukes en stålfjær med middels hardhet, hvis diameter skal tillate det å komme inn i røret.Våren blir introdusert til stedet for den fremtidige bøyen, hvoretter røret kan bøyes på kneet eller ved å feste det i en skruestikke. Stålfjæren gjør at rørveggene lett kan bøyes uten å deformere eller sprekke, fordi det tar på seg alle kreftene for kompresjon og strekking av metallet.
Huske! Før du setter stålfjæren inn i røret, fest en lang ledning eller sterk ledning til enden, som du enkelt kan trekke fjæren ut av røret etter å ha bøyd.
Bøyemetoder av polypropylenrør
Hvis det er nødvendig å endre retningen for bøyning av et polypropylenrør, kan en av to mulige metoder brukes. Den første innebærer oppvarming av brettet. Til dette brukes vanligvis en konstruksjonshårføner. Den optimale oppvarmingstemperaturen er 150 ° C. Hender skal beskyttes med hansker som er motstandsdyktige mot høye temperaturer.
På siste trinn bøyes produktet til ønsket form. Den fortykkede veggen skal være plassert på utsiden av svingen. Når materialet er avkjølt, må det kontrolleres for sprekker og bulker. En annen måte å bøye et slikt rør på er kaldt. Bøyeradiusen bør imidlertid ikke være mer enn 8 diametre, ellers kan produktet knekke.
Metoder for å bøye rør uten rørbøyer fra forskjellige materialer
Det hender ofte at det er nødvendig å bøye røret umiddelbart for å få tid til å fullføre leggingen av vannforsyningssystemet, installere det oppvarmede gulvet eller fullføre opprettelsen av et buet produkt, men det er ingen rørbøyer tilgjengelig og det er veldig langt til nærmeste verksted. Hva skal jeg gjøre i en slik situasjon? Og hvordan bøyes den uten rørbøyer?
Tips for å bøye et metall-plastrør
Ved bygging av private hus brukes metallplastrør ofte som bøyd. Men det anbefales ikke å bøye dem med en rørbøyer! Derfor er det bedre å bøye dem manuelt - det er lettere og raskere. Men det er ikke verdt å bøye røret i ett slag. Det er tross alt en stor risiko for å skade den. Derfor er det best å utføre fleksjon gradvis, sakte, i en fremoverbevegelse. For å gjøre dette må du ta røret i hendene og bøye det i ønsket vinkel i 5-6 tilnærminger.
Vi bøyer et polypropylenrør
Bøyde rør av polypropylen brukes som regel når du legger vannforsyning, oppvarming, kloakkanlegg utenom en slags hindring. Men polypropylen er et ganske hardt materiale som ikke egner seg til bøying; når det er bøyd, er det fjærende og går tilbake til sin opprinnelige posisjon.
Hvordan bøyer man et polypropylenrør? Bruker en industriell hårføner! Gradvis oppvarming i stedet for brettet, kan du bøye den i alle vinkler. Det viktigste er å hele tiden varme og samtidig bøye den med jevne bevegelser. Men husk at det også er umulig å kraftig varme opp et polypropylenrør, fordi det begynner å smelte.
Hvordan bøye et plastrør
For å bøye et PVC-rør, må du kjøpe fiberplate. Fra dem kan du bygge en ramme som er nødvendig for å gi strukturen en viss form. Så snart du gir platen ønsket form, skal den slipes, det er bedre å bruke fint sandpapir til dette.
Det neste trinnet er å danne et silikonskall for plastemnet. Det vil fungere som et feste for PVC-strukturen i rammen. I tillegg vil den spille en beskyttende rolle mot spon, mekanisk skade og riper. Objektet plasseres i et forberedt beskyttende skall, og deretter oppvarmes bøyestedet. Plasten mykner og sitter på rammen. Å gjøre det vil gi ønsket form på plastemnet. Produktet er igjen til det er avkjølt. Dette tar 15 minutter. Etter det kan PVC-røret fjernes fra rammen og la det avkjøles helt.
Spesialistanbefalinger
Hvis du står overfor spørsmålet om hvordan du skal bøye et aluminiumsrør uten rørbøyer, kan du bruke en kvern til å utføre arbeidet, som det må gjøres flere tynne kutt på stedet for den tiltenkte bøyen. Produktet er foreløpig fastspent i en skruestikke. Så snart kuttene er gjort, bør de rengjøres for flis, bare etter det kan du begynne å bøye røret.
Noen ganger må produktet bøyes i en sirkel. Så snart ringen lukkes, er hullene sveiset, og noen håndverkere bruker til og med et loddejern til dette. For å gjøre brettet pent, blir det i tillegg pusset og dekket med et beskyttende middel. Dette eliminerer korrosjon og for tidlig ødeleggelse av skjøten.
Funksjoner av rørbøying

Alle metoder for bøying av arbeidsstykker kan deles inn i manuelle og mekaniske, samt varme og kalde. Noen ganger er bøyeprosessen ledsaget av uønskede konsekvenser for det rørformede produktet, som har en betydelig innvirkning på den påfølgende operasjonen av elementet. Graden av manifestasjon av disse konsekvensene avhenger av materialet som røret er laget av, dets diameter, bøyeradius, samt metoden som bøyeprosedyren ble utført på.
De negative konsekvensene av bøying inkluderer følgende punkter:
- Redusere veggtykkelsen på arbeidsstykket som ligger langs den ytre bøyeradiusen.
- Dannelse av bretter og bretter på veggen, som ligger langs svingets indre radius.
- Endre konfigurasjonen av seksjonen (redusere størrelsen på lumen og dens form-ovalisering).
- Endring i bøyeradius på grunn av materialets fjærende effekt.
Den vanligste ulempen med bøying er å endre konfigurasjonen av seksjonen og veggtykkelsen. På grunn av metallspenninger blir ytterveggen i svingen tynnere, og den indre veggen tvert imot tykner. Dette resulterer i en merkbar svekkelse av det rørformede elementet. Dette fenomenet er farlig ved brudd på rørets yttervegg, siden det er det som blir utsatt for større trykk fra det transporterte mediet.
Det svekker også arbeidsstykkets ovalisering. Et slikt fenomen er spesielt farlig når man bøyer en rørledning beregnet for transport av et stoff under forhold med pulserende belastning. Hvis slike elementer brukes som bygningskonstruksjoner, vil ovalisering påvirke elementets utseende. Det er grunnen til at de i ferd med å bøye seg for å minimere slike fenomener.
Hvis det dannes bretter på den indre veggen på grunn av tykkelsen av materialet, vil de ikke bare medføre en reduksjon i snittet, men vil også skape motstand for den bevegelige strømmen. Dette vil igjen øke sannsynligheten for korrosjon. I tillegg vil bæreevnen til det rørformede strukturelementet reduseres.










