O altă clasificare
Pentru unii se realizează tipuri speciale de elemente. Ce este o flanșă specială? Acestea sunt aceleași hardware, dar pentru a face unele lucruri convenabile, designul lor este ușor modificat. De asemenea, pot fi sudate, libere, turnate, filetate. Doar pe ele sunt tăiate canelurile sau proeminențele sudate. Pentru fabricarea lor, mai întâi, sunt elaborate desene speciale și se turnă matrițe. Un astfel de hardware este realizat din ordinul întreprinderilor.
De la distanță, conductele principale imense și lungi (gaz, apă, petrol, abur) par a fi linii solide și continue. Dar merită să ne apropiem, iar îmbinările țevilor devin vizibile. Aici este răspunsul la întrebarea care este flansele. Sunt diferite: rotunde și pătrate, oțel plat sudat sau flanșe cu guler din oțel. Dar toate sunt foarte importante pentru a asigura siguranța conductelor.
Fabricarea flanșelor
Pentru fabricare se utilizează diferite tipuri de oțel: 13XFA, 20 / 09G2S, 12X18H10T, 15X5 M și altele. În plus, pot fi din oțel sau inox. Tehnologia utilizată este diferită. Producătorii folosesc forjarea, ștanțarea, turnarea. Pentru fiecare metodă se utilizează echipamente și formulare speciale. Atunci când își lansează produsele, producătorii își verifică cu atenție calitatea. Aplicând teste speciale în munca lor, angajații departamentului de control al calității le verifică pentru rezistență și fiabilitate. Flanșele sunt, de asemenea, testate pentru rezistența la umiditate.
Ce este? Deoarece sunt elemente de fixare și sunt implicate în îmbinarea pieselor metalice care pot intra în contact cu apa, este important să nu se corodeze. De aceea se folosesc aliaje metalice impermeabile.
Producătorii acoperă adesea suprafața flanșei cu un strat protector suplimentar.
Înălțimea de proiecție
Dacă te uiți la desenul unei flanșe de oțel, atunci acesta are mai mulți parametri, inclusiv înălțimea proeminenței. Este desemnat prin literele H și B, poate fi măsurat în toate tipurile de produse, cu excepția celui care are o articulație rotativă. Trebuie reținut următoarele:
- modelele cu clasa de presiune 150 și 300 vor avea o înălțime de proeminență de 1,6 mm;
- modelele cu clasa de presiune 400, 600.900.1500 și 2000 au o înălțime a umerilor de 6,4 mm.
Cu margine și depresie
În primul caz, furnizorii și producătorii de piese iau în considerare suprafața proeminenței, în al doilea caz, suprafața proeminenței nu este inclusă în parametrul specificat. În broșuri parțiale, aceste cifre pot fi citate în inci, unde 1,6 mm este 1/16 inch și 6,4 mm este ¼ inch.
Presiunea de lucru
Aceasta este presiunea cu care un lichid (gaz, abur etc.) este transportat prin sistem. În consecință, cu cât este mai mare presiunea de lucru în sistem, cu atât sunt mai mari caracteristicile de rezistență, este necesar să alegeți elementele de fixare. La rândul său, caracteristicile de rezistență necesare ale elementelor de fixare sunt asigurate de alegerea corectă a materialului, modurile de tratament termic etc. Astfel, în intervalul de temperatură de la -40 la + 400 ° C și la presiuni de până la 100 kgf / cm2, Se recomandă utilizarea elementelor de fixare din oțel 35, în timp ce creșterea presiunii până la 200 kgf / cm2 necesită utilizarea elementelor de fixare din oțel 20X13.
Flanșă - foto wikipedia
Conexiune flanșă conductă gaz Conductă flanșată, flanșă oarbă, inel O.
O flanșă (din limba germană Flansch) este o piesă plană de formă pătrată, rotundă sau de altă formă, cu găuri pentru șuruburi și știfturi, care servește pentru o conexiune puternică (noduri ale structurilor lungi de construcție, de exemplu, ferme, grinzi etc.) de țevi, fitinguri de conducte, conducte de conectare între ele, la mașini, aparate și containere, pentru a conecta arbori și alte părți rotative (conexiune cu flanșă).
Țevi și fitinguri pentru conducte
Flansele sunt folosite în perechi (set).Proiectarea flanșelor în conformitate cu GOST 12820-80 și GOST 12821-80 este reglementată de GOST 12815-80 și depinde de presiunea de lucru pentru care este calculată conexiunea flanșei sau flanșei:
- Execuția 1 - cu o margine de legătură.
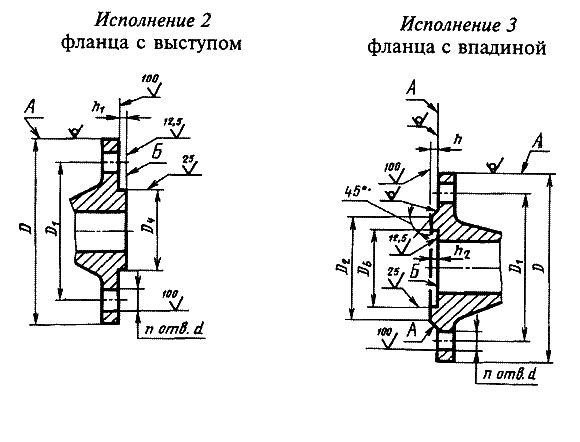
- Execuția 2 - cu o margine.
- Execuția 3 - cu un gol.
- Execuția 4 - cu un ghimpe.
- Execuția 5 - cu o canelură.
- Execuția 6 - pentru o garnitură a obiectivului.
- Execuția 7 - pentru garnitură de secțiune ovală.
- Execuția 8 - cu un vârf pentru o garnitură fluoroplastică.
- Execuția 9 - cu o canelură pentru o garnitură fluoroplastică.
Flansele diferă în tipuri: plate, flanșe cu guler, libere pe inelul sudat, flanșe ale vaselor și aparate.
Standardele rusești reglementează presiunea mediului conductelor și a pieselor de conectare, precum și a flanșelor de conectare a pieselor de racordare, a pieselor de conectare ale mașinilor, a conductelor ramificate ale dispozitivelor și rezervoarelor pentru o presiune nominală de Pу de la 0,1 la 20,0 MPa (de la 1 la 200 kgf / cm2)
Metode comune de fabricare a flanșelor:
O metodă productivă de fabricare a flanșelor este ștanțarea flanșelor în matrițe închise, această metodă permite fabricarea flanșelor de până la DN 700 PN 2,5 MPa. Flanșele cu diametru mai mare sunt realizate din inele laminate sau prin metode CESL.
Costul de producție al flanșelor plate cu un diametru de până la DN 2200 permite reducerea tăierii benzilor de tablă, urmată de încălzire și rulare pe un dispozitiv de îndoire cu flanșă. Pentru această metodă, detectarea cu ultrasunete a defectelor a cusăturilor sudate este obligatorie. Această tehnologie permite reducerea costurilor de fabricație cu 50-70%, spre deosebire de fabricarea flanșelor dintr-o foaie solidă.
Recent, în legătură cu tranziția multor întreprinderi rusești la echipamente fabricate conform standardelor americane și germane (ANSI / ASME, DIN / EN), este nevoie de flanșe non-standard de „tranziție”. Pe flanșele „de tranziție”, suprafața de conectare este realizată conform standardului de import, iar partea „guler” (fustă) a flanșei conform GOST (pentru dimensiunea rusă a conductelor).
Dimensiuni standard cu flanșă plană
Parametrii exacți ai tuturor dimensiunilor standard ale flanșelor, în funcție de presiunea nominală, sunt prezentați în GOST 12820-80. Dimensiunile principale variază în următoarele intervale:
- diametrul orificiului interior: de la 10 mm la 1000 mm;
- diametru exterior: de la 75 mm la 1175 mm;
- cea mai mare grosime: de la 8 mm la 25 mm;
- greutate nominală: de la 0,25 kg la 52,58 kg.
Constructia unei cladiri
Pentru a conecta structuri individuale de construcții de dimensiuni mici în structuri întregi uriașe, de exemplu, ferme, grinzi etc., în nodurile structurilor întinse se utilizează conexiuni cu flanșă șurubată cu următoarele profiluri [1]:
- profil deschis - grinzi T, grinzi I, colțuri împerecheate;
- profil închis - țevi rotunde și pătrate.
org-wikipediya.ru
Geometria și greutatea specifică a produselor
Un parametru important care determină geometria este alezajul nominal al produselor. După cum sa menționat deja, este notat cu literele „DN” și are indicatori de la 10 la 200. Aceasta se referă la alegerea piesei necesare: atunci când utilizatorul cunoaște DN, toate celelalte dimensiuni sunt atribuite flanșei automat. De exemplu, pentru un model DN 50, înălțimea liniei va fi de 57-59; DN 80 această cifră este 89-91 și DN 100 - 108-110, unde prima figură indică diametrul interior al țevii sau țevii ramificate, iar a doua indică diametrul exterior.
Desen cu flanșă plană
Un alt indicator important este greutatea flanșelor. Depinde nu numai de volume, dimensiuni și înălțime, ci și de geometria sa, materialul de fabricație. Merită să oferim un exemplu: o flanșă conform GOST 12820-80 cu DN 100 de tip plat are o greutate de 2,85 kg, în timp ce o flanșă de același diametru, dar un tip de guler conform GOST 12821-80, are o greutate de 4,4 kg. Rezultă că flanșele gulerului sunt mai grele decât părțile plate.
Caracteristici de proiectare a flanșei
În Rusia, se utilizează 3 tipuri de flanșe de conectare ale conductelor, care diferă structural. Parametrii sunt setați de GOST-uri.Clasificarea tipică a flanșelor de oțel utilizate este inclusă în mai multe standarde:
- GOST 12820-80 este utilizat pentru piese plate sudate. Elementul este „pus” pe țeavă cu elementele de fixare ulterioare pentru sudare. Conexiunea se face cu două cusături la îmbinare. Instalarea este laborioasă, dar oferă o andocare deosebit de fiabilă.
- GOST 12821-80 este utilizat pentru standardizarea pieselor sudate cap la cap (un alt nume este flanșa gulerului). La asamblarea conexiunii, capătul conductei și gulerul părții principale sunt unite. Pentru o poziție puternică a pieselor, sudarea se efectuează cu o singură cusătură.
- GOST 12822-80 este utilizat pentru piese libere pe inel. Pachetul include un element suplimentar - un inel cu un diametru egal cu flanșa. Designul se caracterizează prin ușurința instalării, utilizat în mod eficient în locuri greu accesibile. Tipul de conexiune este utilizat atunci când sunt necesare reparații frecvente. Particularitatea instalației constă în sudarea inelului cu plasarea liberă a flanșei, care poate fi rotită cu ușurință pe țeavă.
Mai rar, se utilizează standardizarea GOST-urilor, adoptată pentru flanșele filetate, tipurile de izolație pentru conductele submarine și altele. Aceste forme de racorduri de țevi au un scop special și sunt rare.
Ca parte a cerințelor GOST-urilor, sunt determinate caracteristicile și parametrii pentru fiecare tip de flanșă:
- Trecere condiționată.
Se măsoară în milimetri și indică diferența de diametre între fiting și țeavă. Parametrii nu sunt aceiași și sunt importanți pentru flanșe plate din oțel și elemente cu inel sudat. Pentru tipurile de guler de piese de conectare, acest parametru este irelevant. Pentru trecerea condiționată, simbolul DU este utilizat folosind indicii A și B, unde litera A înseamnă diametrul piesei și sub B - țevi, exprimate în milimetri.
- Șirul de găuri.
Parametrul stabilește diferența de dimensiuni între găurile de conectare. În unele cazuri, diferiți parametri de diametre exprimate în milimetri sunt folosiți pentru găuri. Piesele sunt fabricate utilizând implicit rândul 2 implicit.
- Presiunea condiționată.
Indicatorul exprimă presiunea maximă admisibilă care poate rezista conexiunii fără apariția scurgerilor și distrugerii. Parametrul este influențat de tipul piesei, materialul de fabricație, diametrul, lățimea suprafeței de împerechere. Parametrii fizici și influența lor asupra indicatorului de presiune maximă sunt stabiliți de GOST. Atunci când se utilizează datele, se iau în considerare diferențele în dimensiunea desemnării presiunii.
- Temperatura de lucru.
Parametrul este necesar pentru a determina valoarea limită de presiune. Interdependența fizică a indicatorilor de presiune și temperatură a lichidului transportat trebuie luată în considerare la trecerea mediilor de temperatură ridicată prin conducte. Interpolația liniară calculată afectează capacitățile de conectare a flanșei, care sunt reduse odată cu creșterea temperaturilor de funcționare. În GOST-uri, relația dintre temperaturi și presiune este stabilită pentru fiecare tip de flanșă.
Ce sunt flanșele
De obicei se folosesc în perechi. În termeni simpli, este un dispozitiv de fixare rotund sau pătrat în care este introdusă o țeavă sau alt element de conductă. Următoarea țeavă este introdusă în cealaltă flanșă, după care cele două elemente de fixare sunt înșurubate împreună. Pentru aceasta, un număr mare de găuri sunt prevăzute de-a lungul perimetrului exterior al piesei. Alte tipuri de produse sunt puse pe capătul țevii. Joncțiunea țevii și flanșei este sudată. Astfel, este un element de legătură pentru conducte, tancuri, vase, arbori, instrumente etc. Pentru aceasta, trebuie să selectați și elementele de fixare corecte ale flanșelor (șuruburi, piulițe, șaibe, știfturi), al căror tip și rezistență depind în mod direct de aceeași presiune, temperatură și tip de mediu transportat.
Aplicații cu flanșă
Flansa în sine nu este un element de legătură: sarcina sa este de a susține șuruburile de fixare și de a asigura etanșeitatea acestei îmbinări. Ca elemente de blocare sau conectare, flanșele sunt utilizate în comunicațiile sistemului de locuințe și servicii comunale, industria petrolieră și chimică, industria combustibililor și gazelor. O conexiune cu țeavă cu flanșă suficient de puternică și durabilă este, de asemenea, utilizată pentru instalarea pe un instrument de măsurare. Diverse tehnologii și tipuri de materiale utilizate pentru fabricarea flanșelor permit operarea cu succes a sistemelor care conduc medii agresive sub presiune ridicată.
Conductă de oțel cu flanșă
Pentru instalarea conductelor, se folosesc de obicei discuri din același material ca elementele principale. Acest lucru asigură uniformitatea sarcinii și asigură împotriva deteriorării elementelor ca urmare a scăderilor de temperatură la cusăturile materialelor cu conductivitate termică diferită. În consecință, conexiunea cu flanșă a țevilor din polietilenă se face într-o unitate similară, dar pentru țevile de oțel se poate utiliza o flanșă din fontă, aluminiu, alamă, bronz. Cu toate acestea, liderul este stilul carbon - un material ieftin, ușor de lucrat și practic.
Descrierea conexiunilor cu flanșă izolatoare, scop IFS.
O îmbinare cu flanșă izolantă este o structură adesea utilizată în conducte, formată din trei flanșe, între care o garnitură paronită PON-B este utilizată ca etanșant izolant. Flanșele sunt conectate între ele utilizând știfturi, care la rândul lor sunt izolate de flanșă folosind bucșe fluoroplastice. Designul conexiunii cu flanșă izolatoare include, de asemenea, trei șuruburi pentru conectarea instrumentelor electrice.
O îmbinare cu flanșă izolantă este un element al conductei conceput pentru a proteja conducta de curenții vagabonzi - așa-numita coroziune electrochimică. Problema coroziunii electrochimice este acută în funcționarea conductelor așezate în subteran. Curenții vagabonzi, care pătrund în țevile care nu au izolație fiabilă, sunt siguri la intrare, dar creează o zonă anodică periculoasă la ieșire, în care metalul este distrus treptat sub influența unui curent electric. Ulterior, pot apărea fisuri în sistem, ceea ce poate duce la scurgeri și accidente în sistemul de conducte.
În producția de IFS, se utilizează ardezii din oțel 09g2s, garnituri și bucșe din fluoroplastic, articole din oțel 40x (conform GOST 12816).
Cazuri când IFS este instalat:
• la ramurile secțiunilor conductei din conducta principală;
• lângă obiecte cu surse probabile de curenți vagabonzi, astfel de obiecte pot fi stații electrice, depozite de tramvaie, baze de reparații;
• la instalarea conductei dacă piesele sale sunt realizate din metale diferite;
• să deconecteze o conductă izolată de diferite structuri potențial periculoase sau la intrarea în astfel de instalații;
• la ieșirea sistemului de conducte de pe teritoriul furnizorului și la intrarea acestuia pe teritoriul consumatorului;
• pe secțiuni verticale ridicate de intrări și ieșiri ale punctelor de distribuție a gazului și stațiilor de distribuție a gazului.
O conexiune cu flanșă izolatoare este realizată din două flanșe fabricate în conformitate cu GOST 12820-80 sau GOST 12821-80.
În proiectarea în care sunt utilizate flanșe conform GOST 12820-80, pentru a asigura asamblarea nedespărțită a conexiunilor, la asamblarea conexiunilor, țevile de oțel sunt sudate la flanșe. Acest lucru permite sudarea îmbinărilor fără teama de supraîncălzire, pierderea etanșeității sau pierderea proprietăților de izolare electrică.
Cerințe generale pentru repararea conexiunilor de flanșă ale echipamentelor și conductelor ac
Repararea sau alte lucrări (inclusiv sudarea) cu îmbinări detașabile ale echipamentelor și conductelor sub presiune nu sunt permise, cu excepția operațiilor speciale pentru reîncărcarea la distanță a ansamblurilor de combustibil fără a opri reactorul folosind mașini sau mecanisme speciale.
Atunci când se efectuează lucrări de reparații legate de decompresia echipamentelor și conductelor, trebuie luate măsuri pentru a exclude contaminarea cavităților interne sau pătrunderea de obiecte străine acolo.
Etanșarea îmbinărilor detașabile ale echipamentelor și conductelor trebuie efectuată în conformitate cu instrucțiunile de producție utilizând un instrument special care exclude posibilitatea de a crea solicitări inacceptabile în elementele de fixare. Valorile de strângere pentru știfturi cu extracție controlată trebuie formalizate prin acte și introduse în forme speciale.
Repararea flanșelor și armăturilor conductelor constă din
în eliminarea defectelor de pe suprafețele de etanșare (oglinzi), eliminarea ovalității găurilor pentru știfturi și înlocuirea știfturilor rupte sau defecte cu altele noi.
După demontare, oglinzile cu flanșă sunt curățate de garnituri vechi, grafit și urme de coroziune până la un luciu metalic. Curățarea se face cu un raclet. Curățenia suprafeței oglinzilor este verificată pentru absența zgârieturilor și a loviturilor din răzuitor.
După demontarea flanșelor, asigurați-vă că schimbați garniturile. Nu puteți pune o garnitură veche chiar dacă starea acesteia este complet satisfăcătoare.
Defectele unice profunde formate pe oglinda flanșei ca urmare a distrugerii acesteia de către un jet de abur sau apă în caz de deteriorare a garniturii (caneluri de eroziune), precum și diverse ciocături și cavități, sunt eliminate prin topire electrică cu selectarea preliminară defectul mecanic. Locurile sudate sunt curățate și măcinate.
Vedeți râșnița cu flanșă și instrumentul de lipire smochin. 11.9
Pagina 1
Paralelismul flanșelor este determinat prin măsurarea decalajelor dintre flanșe de-a lungul perimetrului lor folosind un ecartament. Verificarea gradului și uniformității de strângere a știfturilor se efectuează prin măsurarea alungirii acestora folosind un micrometru sau un indicator. Pentru fiecare 100 mm din lungimea știftului, este permisă o extensie de la 0 03 la 0 - 15 mm. Strângerea finală a piulițelor tuturor îmbinărilor flanșelor, inclusiv a îmbinărilor capacelor cu corpurile supapelor, cu excepția îmbinărilor cu garnituri metalice, se efectuează atunci când conducta este încălzită înainte de punerea în funcțiune la o presiune care nu depășește 0 4 - 0 5 MPa. Conexiunea pentru mustață este sudată, dacă este necesar, în următoarea succesiune, așa cum se arată în fig. 4.4. În același timp, înainte de începerea sudării pe mustață, trebuie efectuate toate testele necesare ale produsului, trebuie verificată operabilitatea acestuia și este exclusă nevoia de tăiere și re-sudare. La sudarea unei mustăți, piesele care trebuie sudate trebuie comprimate prin forța specificată în documentația tehnică, care poate fi asigurată fie prin strângerea unui anumit număr de știfturi cu cuplul stabilit, fie prin utilizarea unor echipamente speciale pentru a lega două flanșe. Mustața, de regulă, trebuie sudată folosind metoda argon-arc. Cerințele pentru sudare, controlul sudurii și verificarea ulterioară a acesteia trebuie să respecte instrucțiunile din documentația tehnică pentru fiecare produs specific.
Paralelismul flanșelor este verificat folosind un nivel hidraulic sau un indicator de grosime. În acest caz, supapa trebuie instalată cu flanșa inferioară pe un suport orizontal.
Paralelismul flanșelor între ele și capetele țevilor este verificat cu o sondă. În același timp, verificați dacă nu există niciun spațiu între suprafețele portante ale flanșei și piulițele. În condițiile de instalare, nealinierea conductei nu trebuie eliminată prin ruperea axei în conexiunea flanșei. Când pregătiți o conexiune cu flanșă pentru instalare, mai întâi, flanșele sunt rulate din țevi, apoi grăsimea conservantă este spălată și se verifică starea firelor de pe ele.Pentru asamblarea conexiunilor de flanșă ale elementelor de conducte, conductele sunt așezate și întărite pe suporturi expuse, verificate și armate. În acest caz, este lăsat un spațiu minim între capetele țevilor adiacente, prin care poate fi introdus obiectivul. Înainte de a pune obiectivul în poziție, unul sau doi știfturi sunt pre-introduși în flanșe. Obiectivul, șters cu o cârpă curată, este examinat și, dacă nu există deteriorări, este instalat între cele două flanșe folosind clește specială. După instalarea obiectivului, țevile sunt aduse împreună și fixează complet lentila între capetele țevilor cu știfturi.
Paralelismul flanșelor dispozitivului în timpul asamblării este verificat cu un instrument de măsurare.
Abaterile admise de la paralelismul flanșelor la asamblarea îmbinărilor cu flanșă la o presiune de funcționare de până la 16 tegs / sr1 ar trebui să fie: nu mai mult de 0 2 mm pentru țevile cu diametrul exterior de până la 108 mm și nu mai mult de 0 3 mm pentru țevi cu un diametru de peste 108 mm.
Abaterile admise de la paralelismul flanșelor la asamblarea conexiunilor flanșei la o presiune de funcționare de până la 16 kg / cm2 nu trebuie să depășească Ø 2 mm pentru țevile cu diametrul exterior de până la 108 mm și nu mai mult de Ø 3 mm pentru țevile cu un diametru de peste 108 mm.
Abaterile admise de la paralelismul flanșelor și asamblarea conexiunilor flanșei la o presiune de funcționare de până la 16 kgf / cm trebuie să fie: nu mai mult de 0,2 mm pentru țevile cu diametrul exterior de până la 108 mm și nu mai mult de 0,3 mm pentru țevi cu un diametru peste 108 mm.
La asamblarea conductei de ulei, este necesar să: asigurați paralelismul flanșelor prin răzuire sau nivelare prin încălzirea conductei la o temperatură de 300 - 400 C; Instalați garnituri din carton cu un diametru interior cu 2 - 3 mm mai mare decât diametrul interior al flanșei.
La asamblarea flanșelor, flanșele trebuie să fie paralele. Valorile abaterilor admisibile (în mm) pentru fiecare 100 mm din diametrul nominal al conductei, în funcție de categoria conductei, sunt date mai jos.
La asamblarea conexiunilor de flanșă, sunt permise abateri de la paralelismul flanșelor pentru fiecare 100 mm din diametrul nominal; pentru conductele de a treia categorie - 0 1 mm, a 4-a categorie - 0 2 mm. Nu este permisă îndreptarea înclinării flanșelor atunci când acestea sunt conectate prin strângerea șuruburilor sau știfturilor, precum și eliminarea spațiului prin instalarea distanțierelor cu pană.
Datorită necesității alinierii exacte a elementelor de comunicație și a paralelismului flanșelor pentru a asigura strângerea corectă a acestora, perpendicularitatea axelor fitingurilor sau respectarea unghiului specificat sunt verificate folosind șabloane speciale realizate pentru rigiditate la nervura de pe foaie. oţel.
Flansele sunt utilizate pe scară largă pentru conectarea fiabilă și strânsă a țevilor, a arborilor, a diferitelor părți rotative și a componentelor dispozitivelor și mașinilor. Cel mai comun mod de a instala o flanșă pe o țeavă este sudat.
Conexiuni de flanșă izolatoare pe conducta de gaz
Depozit central și zonă de asamblare
poz. Ridge, st. Sputnik / st. Kurgan, 330-37-01, 246-53-78
LLC "Stroykomplekt" este un producător certificat de IFS (conexiune izolatoare a conductelor de gaz, conexiune cu flanșă izolatoare). Certificat de conformitate nr. С-RU.АE56.B.00987 TP 0681219 emis de organismul de certificare. Valabil din 06/06/2011 până în 05/06/2016. ...
Este posibilă o comandă specială pentru fabricarea componentelor și a IFS (conexiune cu flanșă izolantă, conexiune izolantă a conductelor de gaz) cu DN până la 300.
IFS (îmbinarea cu flanșă izolatoare), îmbinarea izolatoare a conductelor de gaz) este o conexiune ferm strânsă a două secțiuni ale conductei, care, prin intermediul unei garnituri și bucșe izolatoare electric, împiedică trecerea curentului electric de-a lungul conductei. IFS (conexiune de flanșă izolantă, conexiune de izolare a conductelor de gaz) constă din trei flanșe. O garnitură paronită PON-B a fost utilizată între ele ca izolant de etanșare. Conexiunea flanșelor este asigurată de știfturi, care sunt izolate de flanșă prin bucșe fluoroplastice.Sunt prevăzute trei șuruburi pentru conectarea instrumentelor electrice de măsurare în proiectarea IFS (conexiune cu flanșă izolantă, conexiune izolantă a conductelor de gaz).
Caracteristici tehnice:
Presiunea nominală a mediului (PN) 10, 16, 25 kgf / cm2 Temperatura mediului: de la -30 la 250 ° С Rezistență la o tensiune de 1 kV, nu mai puțin de 5 MΩ
Respectă certificatul GOST 12816-80 nr. ROSS RU.AYU96.B03259 din data de 04/12/05 Licența nr. AYu96.V00415 din data de 05/07/01
Fig. 1 Conexiune cu flanșă izolatoare
Descriere tehnica:
IFS (îmbinarea izolatoare a conductelor de gaz, îmbinarea flanșei izolante) este o conexiune strânsă a două secțiuni ale conductei, care, prin intermediul unei garnituri și bucșe izolatoare electric, împiedică trecerea curentului electric de-a lungul conductei. Proiectarea IFS (conexiunea izolantă a conductelor de gaz, conexiunea izolantă a flanșei) este prezentată în Fig. 1. IFS (racord izolator al conductelor de gaz, racord izolant al flanșei) constă din trei flanșe (poz. 1 și 3). O garnitură paronită PON-B (articolul 5) este utilizată ca sigiliu între ele. Conexiunea flanșelor (poz. 1 și 3) este asigurată de un știft (poz. 4), care este izolat de flanșă (poz. 1) printr-o bucșă fluoroplastică (poz. 2). Pentru conectarea instrumentelor electrice de măsurare în proiectarea IFS (conexiune izolantă a conductelor de gaz, conexiune cu flanșă izolantă), sunt furnizate trei șuruburi (articolul 6).
Avantajele flanșei sudabile
Conexiunile cu flanșă sunt un fel de metodă de fixare detașabilă. Utilizarea discurilor metalice permite, dacă este necesar, demontarea secțiunii conductei pentru întreținerea de rutină. Flanșele sudate, spre deosebire de omologii filetate, asigură o fiabilitate mai mare a conexiunilor și sunt un mod viabil din punct de vedere economic de conectare a țevilor la alte produse.
Instalarea discurilor cu flanșă și fixarea lor la țeavă pot fi realizate de:
- sudare manuală cu arc;
- semiautomat.
Rezultatul de cea mai bună calitate este oferit de sudarea prin rezistență. Conexiunea cu flanșă este o metodă de montare disponibilă. O mare varietate de standarde și materiale din care sunt fabricate flanșele vă permite să selectați cele mai bune opțiuni pentru o conexiune detașabilă de înaltă calitate. Flanșele de sudură sunt utilizate peste tot în toate domeniile producției industriale.
Clase de presiune a flanșei
Părțile fabricate conform standardelor Asme (Asni) sunt întotdeauna caracterizate de o serie de parametri. Unul dintre acești parametri este presiunea nominală. În acest caz, diametrul produsului trebuie să corespundă presiunii sale în conformitate cu probele stabilite. Diametrul nominal este indicat printr-o combinație a literelor „ДУ” sau „DN”, după care există un număr care caracterizează însuși diametrul. Presiunea nominală este măsurată în "RU" sau "PN".
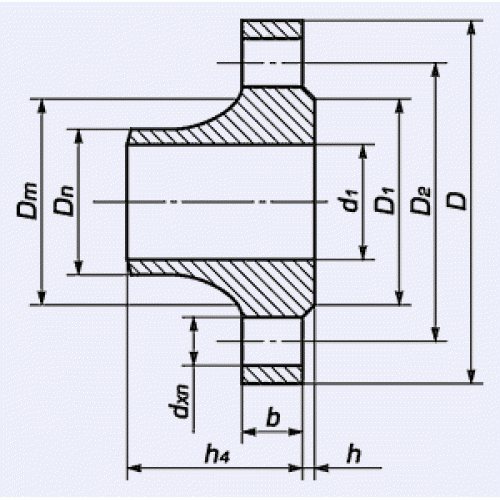
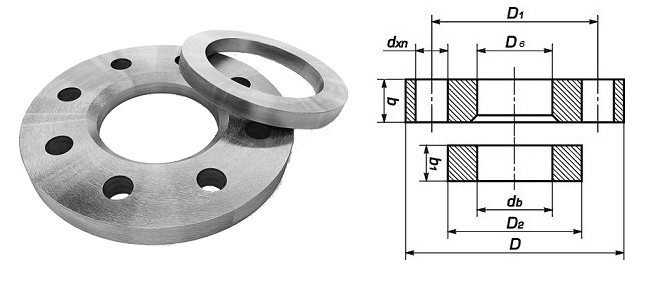
Desen cu flanșă cu diverse denumiri
Clasele de presiune ale sistemului american corespund conversiei în MPa:
- 150 psi - 1,03 MPa;
- 300 psi - 2,07 MPa;
- 400 psi - 2,76 MPa;
- 600 psi - 4,14 MPa;
- 900 psi - 6,21 MPa;
- 1500 psi - 10,34 MPa;
- 2000 psi - 13,79 MPa;
- 3000 psi - 20,68 MPa.
Tradus din MPa, fiecare clasă va indica presiunea flanșei în kgf / cm². Clasa de presiune determină unde va fi utilizată piesa selectată.
Garnituri de îmbinare
Atunci când alegeți o garnitură pentru o conexiune cu flanșă, este imperativ să luați în considerare natura mediului cu care va funcționa conducta. Se iau în calcul și următorii parametri: temperatură, presiune, mediu. Etanșarea flanșei poate fi mobilă sau fixă. În funcție de aceasta, sunt utilizate sigilii cu topire redusă, paronit, cauciuc și alte materiale. Pentru flanșele plate, acestea sunt sigilate cu garnituri ondulate sau metalice, care sunt ușor căptușite.
Un parametru foarte important la conectarea unei flanșe la o conductă este forța cu care este comprimată garnitura. De obicei, este măsurată în sute de kilonewtoni.
Dacă vorbim despre ce dimensiuni au garniturile, atunci observăm că acestea sunt concepute pentru a asigura asamblarea unității, ținând cont de suprafețele pe care le ocupă sigiliul în sine. La centrarea întregului ansamblu, nu trebuie să existe nicio extrudare a garniturii. Componentele suplimentare ale flanșei pot fi utilizate pentru a fixa mai bine garnitura de flanșă. În special, un tenon și o canelură pe două suprafețe opuse unul altuia pot fi un fel de blocare. Nu numai că protejează garnitura, dar crește și etanșarea îmbinării.
Soiuri de flanșă
Pe site-ul oficial al companiei noastre este prezentat un catalog virtual, în care toate accesoriile vândute sunt plasate conform secțiunilor tematice. În acesta, un loc separat este alocat flanșelor, care diferă unele de altele nu numai prin modificări, ci și prin următorii parametri:
- prin metoda de instalare;
- după domeniul de aplicare;
- pe materialele care au fost utilizate la fabricarea lor;
- prin parametrii de operare.
Flanșele plate și cu guler sunt disponibile astăzi clienților noștri. Acestea sunt utilizate în mod activ de către entitățile de afaceri specializate în producția și extracția de minerale.
Caracteristicile flanșelor gulerului
În procesul de fabricație a flanșelor cu guler, producătorii folosesc oțel de înaltă rezistență cu diferite marcaje ca materie primă principală. Produsele finite sunt capabile să reziste la o presiune de 1-10 MPa și pot fi utilizate la diferite temperaturi de funcționare, prin urmare, acestea sunt clasificate după cum urmează:
- clasa de oțel nr. 20 și 25 - flanșa va îndeplini funcțiile care îi sunt atribuite la temperaturi de până la - 30 de grade;
- calități de oțel structural - flanșele pot fi acționate la temperaturi extrem de scăzute până la - 70 de grade.
Caracteristicile de design ale flanșelor gulerului includ prezența proeminențelor trunchiate pe suprafața lor. Funcția acestui element este de a asigura o conexiune ermetică a conductei.
Capacități tehnice ale flanșelor plate
Flansele plate sunt fabricate într-un mediu de producție cu echipamente de înaltă tehnologie și standarde tehnice moderne. Produsele finite sunt pe deplin conforme cu normele și standardele de stat și sunt vândute spre vânzare împreună cu documentația însoțitoare și certificatele relevante. Scopul principal al flanșelor plate este de a asigura conexiuni de țevi detașabile în timpul instalării conductelor și a unităților de control pentru supapele și sistemele de închidere. Trebuie remarcat faptul că, în ciuda posibilității demontării rapide a unor astfel de flanșe, utilizarea acestora garantează cea mai strânsă conexiune pentru comunicațiile tehnice. Aceste fitinguri sunt capabile să își îndeplinească funcțiile timp de mai multe decenii la o gamă largă de temperaturi: de la + 300 la - 70 de grade. Vizitatorii site-ului companiei TK Engineering au acces la diferite modificări ale flanșelor plate din oțel, care sunt realizate din următoarele tipuri:
- rezistent la caldura;
- inoxidabil;
- aliate etc.
De asemenea, oferim:
Flanse plate din otel
Funcții și caracteristici de conectare prin flanșă
Ce este o flanșă de țeavă? Aceasta este o placă plană de oțel cu formă inelară (mai rar pătrată sau dreptunghiulară). În mijloc există o gaură pe ea, unde se introduce secțiunea de capăt a țevii. Marginile plăcii sunt echipate cu mai multe găuri situate la aceeași distanță una de cealaltă: șuruburi sau știfturi sunt filetate prin ele și fixate cu piulițe.
Conexiunile cu țeavă cu flanșă sunt o alternativă bună la sudare și cuplaje, cu posibilitatea asamblării și demontării rapide. Instalarea este însoțită de sudarea părții de capăt și a pasajului prin flanșă. Mai mult, cele două plăci sunt trase împreună între ele folosind chei de dimensiunea corespunzătoare. Pentru flanșe mari, brațele țevii sunt necesare la strângere.
Pentru a face etanșarea la andocare, se folosesc garnituri de etanșare din cauciuc sau fluoroplastic. În plus, dacă este necesar să se suprapună anumite secțiuni ale conductei pentru reparații, se preconizează utilizarea unor dopuri speciale numite sigilii. În acest fel, conductele pot fi conectate la diferite dispozitive și rezervoare tehnologice: acestea sunt în principal schimbătoare de căldură. Pentru aceasta, capătul conductei este echipat cu o flanșă sudată care este conectată la conducta de admisie a unității.
Flansele după tipul de aplicație sunt împărțite în următoarele tipuri:
- Secțiuni separate de conducte care se unesc între ele. Proiectat pentru o presiune de 0,1 - 20 MPa (GOST # 12815).
- Oferirea posibilității de îmbinare a conductelor cu echipamente și containere (GOST # 28759).
Pentru a calcula conexiunile cu flanșă, există o literatură specială cu tabele corespunzătoare.
Din ce sunt facuti?
Flansele sunt fabricate din oțel. În funcție de presiunea de lucru, temperatura și tipul mediului transportat (abur, gaz, petrol, apă), acestea sunt produse fie dintr-un aliaj special, fie din clase convenționale de carbon și oțel inoxidabil.
Principalele tipuri:
- cele mai frecvente sunt flanșele de sudură plate convenționale;
- flanșele cu guler din oțel sunt mai rezistente și mai confortabile;
- pentru instalarea în locuri greu accesibile, se folosește cel mai des o flanșă liberă pe inelul sudat;
- flanșe nestandardizate, care sunt realizate conform desenelor individuale pentru o comandă specifică.
Luați în considerare cele mai populare opțiuni de produs.
Producerea flanșelor: tehnologie și materiale
Flansele sunt fabricate de obicei din oțel carbon slab aliajat, care rezistă la coroziune. Dacă se utilizează fontă, se utilizează următoarele clase: SCh15, SCh20, fontă maleabilă KCh30-6; fontă de înaltă rezistență VCh 40 și VCh 45.
În ceea ce privește flanșele de tip 01-04, tabla poate fi utilizată pentru producția lor. În cazul în care cusăturile sunt sudate de-a lungul întregii secțiuni, flanșele pot fi, de asemenea, sudate. Cu toate acestea, pentru produsele de tip 11, tabla nu este utilizată. Aici se folosesc semifabricate ștampilate sau forjate.
Flansele, realizate prin forjare, ștanțare, laminare a metalelor fierbinți, îndeplinesc cât mai mult cerințele operaționale moderne. Cel mai bine este atunci când, după ștanțarea la cald, produsele suferă o călire termică suplimentară.
Flansele din fontă sunt mai puțin deformate. Cu toate acestea, acestea trebuie manipulate cu grijă, având în vedere că fonta este un material fragil. De exemplu, atunci când strângeți elementele de fixare, trebuie să respectați pragul de forță pentru a nu rupe fonta.
Tipuri de flanșă
Deci, o flanșă este, în primul rând, un hardware. În funcție de aplicație, aceste piese pot fi plate, cu guler, libere. Designul nu este mult diferit. Flanșele gulerului au o mică proiecție asemănătoare unui con. Se numește adesea guler. Acest tip de flanșă este utilizat atunci când piesele trebuie sudate cap la cap. Această proeminență ajută la conectarea strânsă a armăturilor de țevi. Acestea sunt, de asemenea, necesare atunci când conductele sunt furnizate rezervoarelor sau altor echipamente tehnice. Principalul avantaj al acestor flanșe este că pot fi utilizate de mai multe ori. Aceste hardware sunt fabricate din materiale durabile, iar acest lucru le permite să fie utilizate în lucrări în care temperatura variază de la -253 la +600 grade Celsius.

Ce este o flanșă plană? Este un hardware care seamănă cu un disc plat cu găuri. Se utilizează atunci când trebuie să conectați părți de fitinguri, arbori, vase, conducte, dispozitive și altele asemenea. Cu acest element, puteți fixa strâns părți ale conductelor.
Flanșă liberă - ce este? Această vizualizare nu diferă mult de cele enumerate mai sus. Se compune din două părți: o flanșă obișnuită și un inel
Este important ca acestea să fie realizate din același material și să aibă același diametru și presiune. Sunt utilizate acolo unde munca este mai dificilă, unde instalarea este dificilă.
Datorită celor două părți, conexiunea va fi strânsă și puternică. În primul rând, este conectată o flanșă convențională (este sudată), iar apoi celălalt inel poate fi apoi rotit în siguranță în timpul funcționării.
Gradul de etanșeitate a conexiunilor
Cea mai importantă cerință pentru conectarea conductei la fitinguri este etanșeitatea. Este demn de remarcat faptul că pierderea etanșării conexiunilor flanșelor nu se datorează defectelor obiective, ci datorită întreținerii premature și neglijente. Pentru a vă asigura că conexiunile de pe conductă sunt întotdeauna strânse, este important să strângeți în mod regulat dispozitivele de fixare a flanșei. Desigur, nu trebuie să uităm de garnituri.
Fiabilitate, posibilitatea instalării multiple, aplicarea la diferite condiții de temperatură - toate acestea și nu numai că se referă la avantajele compusului în cauză. Poate fi folosit pentru conectarea conductelor de aproape orice diametru (de la 10 la 1800 mm).
Rețineți că un număr mare de soiuri de flanșă nu încurcă specialiștii. Dimpotrivă, au multe posibilități de a crea conexiuni de calitate. Diverse opțiuni de proiectare, produse standard, cerințe tehnice generale ne permit să executăm lucrări la cel mai înalt nivel.
Astăzi în Rusia există o flanșă standard de supapă GOST 33259-2015, conexiuni cu o presiune nominală de până la PN250. Dimensiuni, modele, cerințe tehnice generale. Acest document înlocuiește GOST-urile care au fost utilizate anterior.
În special, GOST 33259-2015 listează 6 tipuri de flanșe. Primele patru articole au următorul nume: oțel, flanșă plană.
În ceea ce privește flanșele plate din oțel pentru sudare, acestea sunt puse pe țeavă și apoi sudate pe ea.
Flanșele libere se caracterizează prin faptul că diametrul de pe secțiunea interioară este mai mare decât pe țeavă în diametrul exterior. În consecință, sudarea la conductă se realizează cu ușurință, ceea ce înseamnă că instalarea devine ușoară.
O flanșă plană din oțel pe un inel sudat, pe lângă flanșa însăși, are un inel care coincide cu flanșa în ceea ce privește diametrul nominal. Prin sudare, puteți fixa nu numai inelul, ci și lăsați flanșa liberă. Această metodă de fixare este utilă atunci când se instalează conexiuni cu flanșă în locuri în care este foarte greu de atins, cu necesitatea înlocuirii și reparării frecvente a supapelor.
Pentru a utiliza oțel, flanșe plate de tip liber, capătul țevii trebuie pregătit pe flanșă. Este deformat pe o suprafață plană, încăpățânată. Aceste flanșe sunt utilizate cel mai bine pe conductele neferoase.
Când oțel, flanșe plate de tip liber sunt instalate pe o clemă, o clemă este plasată sub sudură în locul unui inel închis.
Îmbinarea cap la cap a oțelului este unită printr-o singură cusătură de sudură care îmbină capătul țevii la gulerul flanșei. Diametrul său interior este exact același cu cel al țevii.
Pe baza GOST 33259-2015, pentru tipurile 01.02, 11 și 21, sunt furnizate 2 serii de dimensiuni. Primul rând este considerat preferat.
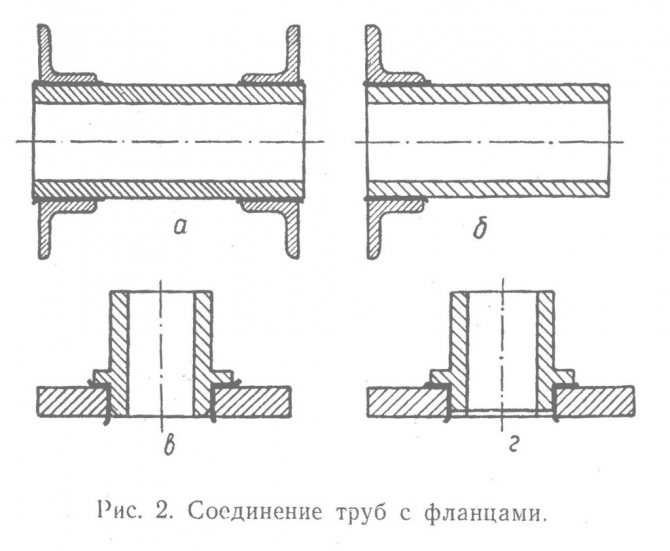
Cum se face o conexiune cu flanșă?
Când este necesar să conectați două părți ale conductei, se utilizează sudarea unei flanșe de oțel la conductă. O astfel de fixare se numește conexiune cu flanșă și, în viitor, face posibilă demontarea conductei pentru a efectua reparații. Pentru a înțelege modul în care are loc asamblarea, trebuie să luați în considerare procesul în detaliu:
- Pentru a uni două elemente, se folosesc părți plate care au o gaură în centru unde este introdus capătul țevii.
- Există găuri de-a lungul perimetrului inelului - elementele de fixare sunt introduse în ele: șuruburi sau știfturi cu piulițe.
- Conexiunea va fi detașabilă astfel încât să fie sigilată cu garnituri. O conexiune cu flanșă este proiectată să unească două țevi sau să conecteze o țeavă la un container echipat cu o țeavă de intrare cu flanșă.
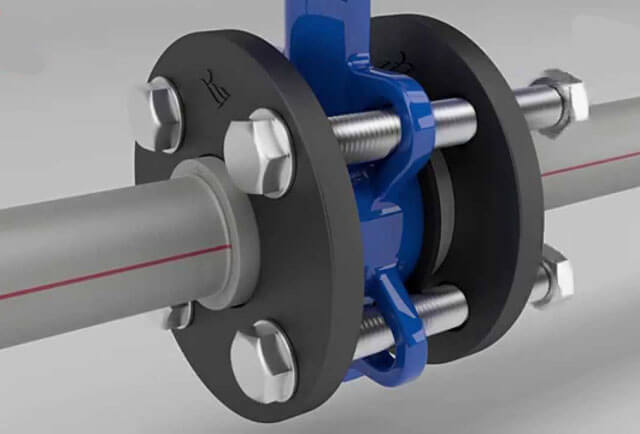
Exemplu ilustrativ de conexiune cu flanșă
Flansa poate fi realizată cu propriile mâini - un astfel de detaliu este perfect pentru un dispozitiv de ascuțit pentru o mașină de ascuțit obiecte.
Instrumente de fabricație compuse
Pentru a realiza independent conexiunea a două piese de țeavă, trebuie să pregătiți scule.Practic, acesta este un echipament conceput pentru strângerea rosturilor cu șuruburi în jurul circumferinței flanșelor:
- cheie manuală;
- cheie cheie;
- cheie pneumatică cu impact;
- cheie dinamometrica hidraulica;
- tip hidraulic de tensionare a șuruburilor.
Andocarea pe țevi
În plus, va fi necesar un lubrifiant special, care se aplică pe ambele suprafețe pentru a evita fricțiunea între piese și pentru a asigura ușurința cuplului. Secvența de lucru este simplă: mai întâi, strângeți primul șurub, apoi continuați să strângeți cel care este în diagonală la 180 de grade față de primul. Apoi, merg la șurubul situat la un unghi de 90 de grade față de al doilea și de la acesta la cel opus.
Sfaturi de la maeștri
Există o serie de recomandări utile de la meșteri profesioniști care vă vor ajuta să faceți față unei conexiuni cu flanșă prima dată:
- Dacă piesele au 4 găuri, atunci șuruburile trebuie strânse în cruce.
- Suprafața structurii trebuie degresată și verificată pentru coroziune și rugină.
- Se recomandă utilizarea numai a garniturilor noi și acestea trebuie instalate strict în centru.
- Cuplul de strângere al șuruburilor trebuie să fie uniform - aceasta este singura modalitate de a asigura o conexiune fiabilă și strânsă a flanșei.

Conducte conectate cu flanșe
Pentru a scoate flanșa în viitor, se folosesc mașini speciale care ajută la alezarea acesteia și la slăbirea șuruburilor. Este dificil să scoateți piesele manual, prin urmare sunt utilizate unelte pneumatice.
Conectarea țevilor cu flanșe este un mod convenabil și fiabil de a uni două părți. Ajută în viitor la repararea conductei prin îndepărtarea elementelor de legătură, în timp ce sudarea nu va permite efectuarea acestei proceduri. Este selectat în conformitate exact cu condițiile de lucru, temperatura și diametrul țevii.





Instrumente
51 voturi
+
Vocea pentru!
—
Împotriva!
Fiabilitatea oricărui sistem depinde de fiabilitatea celei mai slabe verigi din sistem. Îmbinările sudate ale țevilor de oțel sunt fiabile și sunt utilizate în majoritatea cazurilor. Dar apar situații în care utilizarea unei îmbinări sudate este imposibilă. Conectarea diferitelor fitinguri, asigurând o conexiune pliabilă, posibilitatea prevenirii și reparării armăturilor de țevi, precum și a unităților de lucru ale unităților, conectarea țevilor diferite: fontă-plastic, fontă-oțel, oțel-plastic, oțel-azbest ciment, plastic- azbest-ciment și soluția mult mai multor probleme tehnologice. O conexiune cu flanșă ar trebui să asigure fiabilitatea și durabilitatea funcționării acestor conexiuni. În general, modelele de flanșă includ o pereche de flanșe și o garnitură și inele care sunt înșurubate sau fixate împreună.
Conţinut
- Flanse - caracteristici generale ale videoclipului
- Caracteristici de proiectare a flanșei
- Desemnarea flanșei
- Garnituri de flanșă
- Video strângere conexiuni flanșă
Flanse - caracteristici generale
Pentru unificarea produselor și posibilitatea utilizării acestor produse în diferite țări ale lumii fără prelucrări suplimentare, a fost introdusă o clasificare clară a conexiunilor cu flanșă. Uneori, aceeași flanșă în diferite clasificări va avea denumiri diferite.
Principalele clasificări utilizate în lume:
- GOST este un standard adoptat în URSS și care acționează în spațiul post-sovietic;
- DIN - standard german valabil în Europa;
- ANSI / ASME este un standard american valabil în SUA, Japonia și Australia.
Există tabele de conversie a standardelor care indică ce standard îndeplinește o anumită flanșă.
Diverse materiale sunt utilizate pentru fabricarea flanșelor:
- fontă;
- fontă maleabilă;
- oțeluri cu carbon;
- otel inoxidabil;
- oțeluri aliate;
- polipropilenă.
Flanșele din polipropilenă s-au răspândit în ultimul deceniu. Acestea sunt utilizate în principal pentru instalarea sistemelor fără presiune, conectarea țevilor din PE cu țevi metalice, racordarea armăturilor de țevi pe care este instalat un suport cu flanșă. Flanșele precum flanșele metalice sunt realizate prin turnare sau ștanțare.

Flansele sunt, de asemenea, împărțite pe tipuri:
- plat (GOST 12820-81);

- guler (GOST 12821-81);

- flanșe libere pe inelul sudat (GOST 12822-80);

- flanșe pentru vase și aparate (GOST 28759.2-90);

- mufa inelara (GOST 12836-80).

Este permisă fabricarea flanșelor pătrate care au cel puțin 4 găuri pentru șuruburi sau știfturi. Astfel de flanșe pot fi utilizate pe sisteme cu o presiune maximă de cel mult 4,0 MPa.
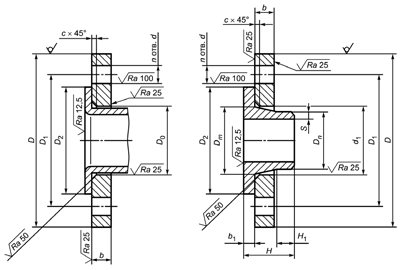
Conform nomenclaturii și, în consecință, GOST 12815-80, flanșele armăturilor și armăturile pentru țevi au nouă versiuni de bază ale suprafeței de etanșare:
- isp. 1 - cu o margine de legătură, cea mai comună versiune a flanșelor, are o margine specială de legătură sub formă de șanț la un unghi de 45 °
- isp. 2 - similar ca design cu modelul anterior, doar pervazul de legătură merge la un unghi de 90 °;
- isp. 3 - cu o depresiune la interior și o proeminență la exterior la un unghi de 45 °;
- isp. 4 - cu un ghimpe;
- isp. 5 - cu o canelură sub forma unei probe inelare;
- isp. 6 - sub garnitura lentilei, un șanț este selectat din interior;
- isp. 7 - pentru o garnitură cu secțiune ovală, o probă inelară în formă din partea laterală;
- isp. 8 - cu un vârf pentru o garnitură fluoroplastică;
- isp. 9 - cu o canelură pentru o garnitură fluoroplastică.

Flansele vaselor și aparatelor au propriile cerințe de performanță indicate în GOST 28759.2-90, iar pentru flanșele plate sudate - în GOST 28759.390
Caracteristici de proiectare a flanșei
Flansele, ca orice supapă de conductă sau de oprire, au mai multe caracteristici de proiectare. Atunci când alegeți și decodificați denumirea flanșelor, aceste caracteristici trebuie cunoscute.
Trecere condiționată
Alezajul nominal al flanșei este diametrul interior al țevii, armăturii sau supapei de închidere la care flanșa este sudată. Se ia numai pe baza diametrului nominal al țevii.
Pentru flanșe plate sudate cu alezaj nominal 100, 125, 150, în funcție de versiune, este indicată litera (A, B, C) - diametrul exterior al țevii depinde de aceasta, dacă litera nu este indicată, litera A este considerat implicit.
Rânduri
Toate dimensiunile geometrice ale flanșei vor depinde de dimensiunea nominală. Aceeași flanșă cu același alezaj nominal poate fi realizată în două moduri - rândul 1 și rândul 2. Acestea diferă în diferite distanțe centrale între găurile de conectare, precum și, în unele cazuri, în diametre diferite ale găurilor de conectare. În mod implicit, flanșele sunt realizate în rândul 2.
Presiune
O proprietate importantă a unei conexiuni cu flanșă este capacitatea de a menține presiunea sistemului fără a scăpa și distruge sistemul. Acest indicator este desemnat ca presiune condiționată. Indicatorul de presiune nominală depinde de dimensiunile geometrice ale flanșei, materialul de fabricație, proiectarea și garnitura de etanșare.
Important: Când comandați flanșe, amintiți-vă că există diferite dimensiuni de presiune: în kgf / cm2, Pa (MPa), atm, Bar. Prin urmare, este necesar să se indice exact pentru ce presiune trebuie conceput acest produs.
Temperatura
Temperatura fluidului de lucru va deveni temperatura flanșei, trebuie remarcat faptul că parametrii de presiune și temperatură sunt interdependenți. Pe măsură ce temperatura crește, presiunea maximă la care funcționează îmbinarea flanșei va scădea. Dependența poate fi exprimată prin interpolare liniară. Relația dintre temperatura de funcționare și presiunea pentru fiecare flanșă este dată în tabele speciale și GOST-uri.
Desemnarea flanșei
Fiecare dintre tipurile de flanșe are propria denumire specifică, le vom lua în considerare pe fiecare dintre ele.
Flanse plate de sudură
Să luăm un exemplu de desemnare a flanșelor plate sudate:
Flansa 1-65-25 09G2S GOST 12821-80
Flansă plat sudată versiunea 1 cu alezaj nominal (DN) - 65mm, proiectată pentru o presiune nominală de 25kgf / cm2, realizată din oțel 09G2S în conformitate cu GOST 12821-80.
Când alegeți o flanșă pentru o garnitură fluoroplastică după numărul Du, indicați litera F.
Flanse cu guler
Flanșă 1-1000-100 st. 12x18n10t GOST 12821-80
Desemnează o flanșă de versiunea 1, cu un alezaj nominal de 1000, proiectată pentru o presiune de 100 kgf / cm2, realizată din oțel 12x18n10t, care este un oțel inoxidabil structural.
Pentru flanșele pătrate, numele este indicat suplimentar - o flanșă pătrată.
La fel ca și în flanșele plate, atunci când utilizați o garnitură fluoroplastică, indicați litera F.
Flanșe libere pe inelul de sudură
Denumirea flanșelor libere, precum și a flanșelor plate este ușor diferită. Deoarece acest produs folosește un inel sudat, denumirea flanșei include și o denumire inel, de exemplu:
Flansa 50-6 ST20 GOST 12822-80
Inel 1-50-6 ST 35 GOST 12822-80
Aici: 50 - alezaj nominal, presiune nominală 6 kgf / cm2, flanșa este din oțel st20, inelul este din oțel st35.
Pentru pasajele condiționate 100, 125, 150, trebuie să indicați și litera (A, B, B), în mod implicit - A.
Garnituri de flanșă
Etanșarea unei unități sau articulații sub suprapresiune, adesea într-un mediu agresiv, joacă un rol important în proiectarea unei îmbinări cu flanșă.

În funcție de tipul de flanșă sau jug utilizat, proiectarea, presiunea, temperatura, proprietățile chimice ale mediului, următoarele sunt utilizate ca garnituri de etanșare:
- KShch (7338-77) - cauciuc tehnic acid-bazic;
- MB (7338-77) - cauciuc rezistent la ulei și benzină;
- Т (7338-77) - cauciuc tehnic rezistent la căldură;
- PON (481-80) - paronit de uz general;
- PMB (481-80) - paronit rezistent la ulei și benzină;
- Carton de azbest;
- Fluoroplast-4.
Strângerea conexiunilor flanșei
Strângerea conexiunilor flanșei este cheia montării flanșei. Pentru a obține o etanșare maximă, toate piesele trebuie să fie exacte.
Pregătirea elementelor
Curățați și degresați suprafețele flanșei, verificați dacă nu există zgârieturi, lovituri și lovituri. Verificați coroziunea flanșei în sine și a elementelor de fixare - șuruburi și piulițe. Îndepărtați bavurile de pe filet, de asemenea puteți „acționa” fiecare șurub și piuliță de-a lungul firului. Lubrifiați filetele sau șuruburile șuruburilor. Pregătiți și instalați garnitura. Asigurați-vă că este instalat corect, trebuie să fie centrat.
Important: Nu utilizați garnituri vechi, dacă nu este posibilă înlocuirea garniturii, pot fi instalate mai multe garnituri vechi.
Secvență de strângere
Ordinea corectă de strângere a șuruburilor va asigura că flanșa este așezată în siguranță și corect. Pentru a face acest lucru, umbriți ușor primul șurub, selectați următorul șurub din partea opusă și strângeți-l ușor. Al treilea șurub pe care îl strângeți este cu un sfert de rotație (90 °) în spatele sau aproape de unghiul respectiv. Al patrulea este opus celui de-al treilea. Continuați secvența până când toate șuruburile sunt strânse. Când strângeți flanșele cu un accesoriu cu 4 șuruburi, utilizați o tehnică încrucișată.
Cuplul
Pentru a obține conexiunea cea mai etanșă, șuruburile trebuie să aibă cuplul de strângere corect. Stresul de strângere trebuie distribuit uniform peste flanșă. În timpul strângerii, o forță de tracțiune acționează asupra șurubului opus forței de strângere a articulației. Forța de strângere excesivă poate dezbrăca firele de pe șurub sau poate sparge șurubul în sine.
Diferite tehnici de strângere sunt utilizate pentru a regla cuplul de strângere:
- mecanism hidraulic de tensionare;
- cheie dinamometrica hidraulica;
- cheie pneumatică cu impact;
- cheie dinamometrica manuala.
În ultimă instanță, puteți folosi o strângere manuală, dar este mai bine pentru un profesionist să lucreze în acest fel.
Indiferent de metoda de strângere selectată, cuplul cu care se strâng piulițele trebuie să respecte specificațiile produsului.
După instalarea flanșei și pornirea sistemului în primele 24 de ore de funcționare, este posibilă o pierdere a cuplului de strângere de până la 10%. Acest lucru este inerent oricărei conexiuni cu șurub datorită vibrațiilor, contracției garniturii și schimbărilor de temperatură.
După o zi sau două, strângeți suplimentar conexiunile filetate la cuplul stabilit, conform specificațiilor.
Din ce este făcută piesa
Flanșele de oțel sunt utilizate în industrie, dar oțelul din care este fabricată piesa variază, de asemenea. Marcarea flanșelor de oțel va determina în ce condiții este mai bine să folosiți o piesă dată:
- Oțelul 20 este cea mai utilizată materie primă. Acesta este oțel carbon, piesele din acesta sunt utilizate pentru asamblarea armăturilor pe autostrăzi, unde temperatura externă nu este mai mică de –40 de grade, iar indicatorii interni nu sunt mai mari de +475 de grade.
- Oțel 09g2s - oțel din aliaje de nichel, crom și molibden, destinat sudării. Produsele din acest material pot fi utilizate la o temperatură externă de –70 grade.
- 12Х18Н10Т - oțel criogenic. Părțile din acest material pot fi utilizate în medii agresive, de exemplu, cu alcali și acizi. Temperatura admisibilă este de la - 196 grade la +350 grade.
- 10Х17Н13М2Т - oțel obișnuit rezistent la coroziune. Elementele de fixare din acesta sunt folosite în condiții deosebit de extreme, deoarece rămân rezistente la coroziune la stres. Temperaturi de lucru de la -196 la +600 de grade.
- 15Х5М - oțel rezistent la căldură cu aliaj scăzut. Astfel de produse au o rezistență ridicată la oxidare la temperaturi de + 600-650 grade.
Aceste mărci sunt cele mai utilizate, dar pe lângă acestea, producătorii folosesc și alte materii prime. Există modele din polipropilenă - sunt concepute pentru îmbinarea țevilor din polipropilenă cu supape metalice. Temperatura de funcționare a unui astfel de material este mult mai scăzută - +80 grade. Un guler pentru o flanșă poate fi vândut acestora într-un set - o parte specială pentru crearea unei conexiuni de flanșă din polipropilenă.

Flanșă din polipropilenă
Pe lângă oțel și propilenă, se folosesc două tipuri de fontă - maleabilă și gri. Părțile din fontă ductilă sunt utilizate la temperaturi de funcționare de la -30 la +400 de grade și din fontă gri - la temperaturi de la -15 la +300 de grade.
Flanse
Producător: LLC "Liskimontazhkonstruktsiya"
Cel mai frecvent tip de conexiune de închidere, supape de control, filtre și alte echipamente de proces la conducte este o conexiune cu flanșă. Avantaje: posibilitatea de montare și demontare multiplă pe conductă, fiabilitatea îmbinărilor de etanșare și posibilitatea strângerii acestora, rezistență mare și adecvare pentru o gamă foarte largă de presiuni și pasaje.
Dezavantaje: posibilitatea de a slăbi strângerea și pierderea etanșeității în timp, laboriositatea semnificativă a asamblării și demontării, dimensiuni și greutate mari, în special cu o creștere a presiunii și a forajului nominal.
Conexiunile de flanșă ale conductelor și armăturilor pentru presiuni nominale de la PN 1 la PN 200 sunt standardizate de GOST 54432-2011.
Flansele utilizate pentru conectarea armăturilor, echipamentelor și instrumentelor la conductele de gaz trebuie să fie conforme cu GOST 54432-2011.
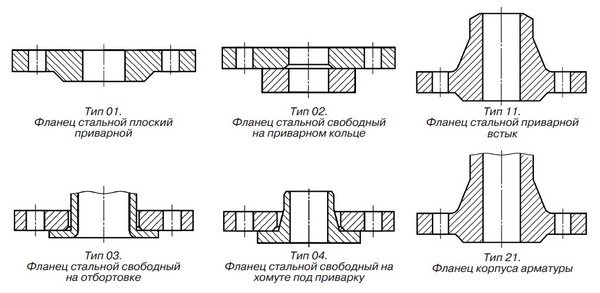
Smochin. 1.1. Tipuri de flanșă
Notă. Flansele de tip 21 sunt un element de fitinguri, echipamente sau fitinguri și nu sunt fabricate separat.
Tipurile de flanșe sunt prezentate în fig. 1.1 și proiectarea suprafețelor de etanșare din Fig. 1.2.
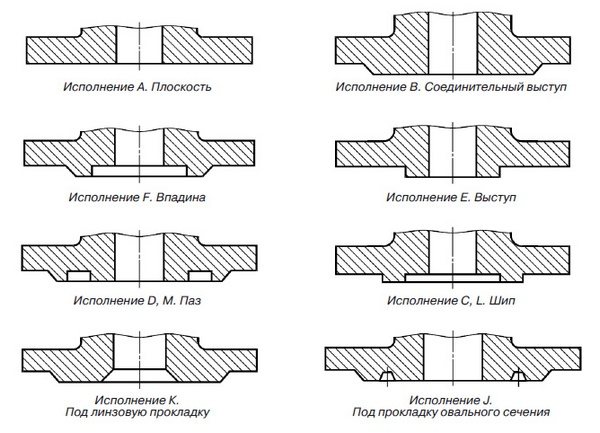
Smochin. 1.2. Proiectarea suprafețelor de etanșare
Notă. Suprafețele de etanșare din versiunile L și M sunt utilizate pentru garniturile fluoroplastice.
Aplicabilitatea flanșelor cu diametrul nominal DN în funcție de presiunea nominală PN pentru fiecare tip de flanșă este dată în tab. 1.1
Tabelul 1.1. Aplicabilitatea flanșei
| Tipul flanșei | Presiunea nominală PN, kgf / cm2 | Diametru nominal DN | ||||||||||||||||||||||||||
| DN 10 | DN 15 | DN 20 | DN 25 | DN 32 | DN 40 | DN 50 | DN 65 | DN 80 | DN 100 | DN 125 | DN 150 | DN 200 | DN 250 | DN 300 | DN 350 | DN 400 | DN 450 | DN 500 | DN 550 | DN 600 | DN 700 | DN 800 | DN 900 | DN 1000 | DN 1200 | DN 1400 | ||
| Tastați 01.Flanse plate sudate din otel | PN 1 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | |
| PN 2.5 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | ||
| PN 6 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | ||
| PN 10 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | ||
| PN 16 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | |||
| PN 20 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | ||||||||
| PN 25 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | ||||||
| Tipul 02. Flanse de oțel libere pe inelul de sudură | PN 1 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | ||||||||
| PN 2.5 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | |||||||||
| PN 6 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | ||||||||
| PN 10 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | ||||||||
| PN 16 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | ||||||||
| PN 25 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | ||||||||
| Tipul 03 Tipul 04. Flanșe de oțel libere pe flanșă și pe clemă pentru sudare | PN 6 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | |||||||
| PN 10 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | ||||||||
| PN 16 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | ||||||||
| PN 25 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | ||||||||
| Tipul 11. Flanșe de sudură din oțel | PN 1 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | |
| PN 2.5 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | ||
| PN 6 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | ||
| PN 10 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | ||
| PN 16 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | ||
| PN 20 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | ||||||||
| PN 25 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | |||
| Tip 21. Flanșe din oțel turnat (corpuri de armare) | PN 6 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | |
| PN 10 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | ||
| PN 16 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | ||
| PN 20 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | ||||||||
| PN 25 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | ||
În fig. 1.3 și în fila. 1.2 arată dimensiunile suprafeței de etanșare a flanșei, în funcție de versiune.
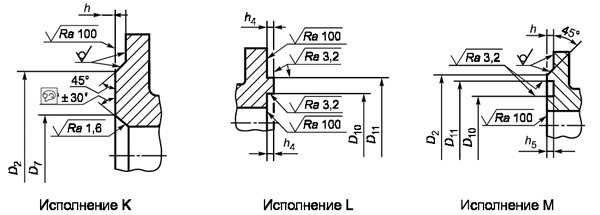
Smochin. 1.3. Dimensiunile suprafețelor de etanșare ale flanșelor pentru presiunea nominală PN 10, PN 16, PN 25
Tabelul 1.2. Dimensiunile suprafețelor de etanșare a flanșei pentru presiunea nominală PN1, PN2.5, PN6, PN10, PN16, PN25 în conformitate cu GOST 54432-2011
| DN | PN, kgf / cm2 | D2 | D3 | D4 | D5 | D6 | D7 | D8 | D9 | D10 | D11 | b2 | h | h1 | h2 | h3 | h4 | h5 | ||||
| Rândul 1 | Rândul 2 | Rândul 1 | Rândul 2 | Rândul 1 | Rândul 2 | Rândul 1 | Rândul 2 | |||||||||||||||
| DN 10 | PN 1 | 33 | 19 | — | — | 18 | — | 30 | — | — | — | — | 18 | 30 | — | 2 | 4 | 3 | — | 4 | 3 | |
| PN 2.5 | 24 | 29 | 34 | 23 | 35 | |||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 41 | 24 | 34 | 23 | 35 | 23 | 35 | |||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | ||||||||||||||||||||||
| DN 15 | PN 1 | 38 | 23 | — | 33 | — | 22 | — | 34 | — | — | — | — | 22 | 34 | — | 2 | 4 | 3 | — | 4 | 3 |
| PN 2.5 | 29 | 39 | 28 | 40 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 46 | 29 | 39 | 28 | 40 | 28 | 40 | |||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | ||||||||||||||||||||||
| DN 20 | PN 1 | 48 | 33 | — | 43 | — | 32 | — | 44 | — | — | — | — | 32 | 44 | — | 2 | 4 | 3 | — | 4 | 3 |
| PN 2.5 | 36 | 50 | 35 | 51 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 56 | 36 | 50 | 35 | 51 | 35 | 51 | |||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | ||||||||||||||||||||||
| DN 25 | PN 1 | 58 | 41 | — | 51 | — | 40 | — | 52 | — | — | — | — | 40 | 52 | — | 2 | 4 | 3 | — | 4 | 3 |
| PN 2.5 | 43 | 57 | 42 | 58 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 65 | 43 | 57 | 42 | 58 | 42 | 58 | |||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | ||||||||||||||||||||||
| DN 32 | PN 1 | 69 | 49 | — | 59 | — | 48 | — | 60 | — | — | — | — | 48 | 60 | — | 2 | 4 | 3 | — | 4 | 3 |
| PN 2.5 | 51 | 65 | 50 | 66 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 76 | 51 | 65 | 50 | 66 | 50 | 66 | |||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | ||||||||||||||||||||||
| DN 40 | PN 1 | 78 | 55 | — | 69 | — | 54 | — | 70 | — | — | — | — | 54 | 70 | — | 2 | 4 | 3 | — | 4 | 3 |
| PN 2.5 | 61 | 75 | 60 | 76 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 84 | 61 | 75 | 60 | 76 | 60 | 76 | |||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | ||||||||||||||||||||||
| DN 50 | PN 1 | 88 | 66 | — | 80 | — | 65 | — | 81 | — | — | — | — | 65 | 81 | — | 2 | 4 | 3 | — | 4 | 3 |
| PN 2.5 | 73 | 87 | 72 | 88 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 99 | 73 | 87 | 72 | 88 | 72 | 88 | |||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | ||||||||||||||||||||||
| DN 65 | PN 1 | 108 | 86 | — | 100 | — | 85 | — | 101 | — | — | — | — | 85 | 101 | — | 2 | 4 | 3 | — | 4 | 3 |
| PN 2.5 | 95 | 109 | 94 | 110 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 118 | 95 | 109 | 94 | 110 | 94 | 110 | |||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | ||||||||||||||||||||||
| DN 80 | PN 1 | 124 | 101 | — | 115 | — | 100 | — | 116 | — | — | — | — | 100 | 116 | — | 2 | 4 | 3 | — | 4 | 3 |
| PN 2.5 | 106 | 120 | 105 | 121 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 132 | 106 | 120 | 105 | 121 | 105 | 121 | |||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | ||||||||||||||||||||||
| DN 100 | PN 1 | 144 | 117 | — | 137 | — | 116 | — | 138 | — | — | — | — | 116 | 138 | — | 2 | 4,5 | 3,5 | — | 6 | 5 |
| PN 2.5 | 129 | 149 | 128 | 150 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 156 | 129 | 149 | 128 | 150 | 128 | 150 | |||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | ||||||||||||||||||||||
| DN 125 | PN 1 | 174 | 146 | — | 166 | — | 145 | — | 167 | — | — | — | — | 145 | 167 | — | 2 | 4,5 | 3,5 | — | 6 | 5 |
| PN 2.5 | 155 | 175 | 154 | 176 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 184 | 155 | 175 | 154 | 176 | 154 | 176 | |||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | ||||||||||||||||||||||
| DN 150 | PN 1 | 199 | 171 | — | 191 | — | 170 | — | 192 | — | — | — | — | 170 | 192 | — | 2 | 4,5 | 3,5 | — | 6 | 5 |
| PN 2.5 | 183 | 203 | 182 | 204 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 211 | 183 | 203 | 182 | 204 | 182 | 204 | |||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | ||||||||||||||||||||||
| DN 200 | PN 1 | 254 | 229 | — | 249 | — | 228 | — | 250 | — | — | — | — | 228 | 250 | — | 2 | 4,5 | 3,5 | — | 6 | 5 |
| PN 2.5 | 239 | 259 | 238 | 260 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 260 | 239 | 259 | 238 | 260 | 238 | 260 | |||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | 274 | |||||||||||||||||||||
| DN 250 | PN 1 | 309 | 283 | — | 303 | — | 282 | — | 304 | — | — | — | — | 282 | 304 | — | 2 | 4,5 | 3,5 | — | 6 | 5 |
| PN 2.5 | 292 | 312 | 291 | 313 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 319 | 292 | 312 | 291 | 313 | 291 | 313 | |||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | 330 | |||||||||||||||||||||
| DN 300 | PN 1 | 363 | 336 | — | 335 | — | 335 | — | 357 | — | — | — | — | 335 | 357 | — | 2 | 4,5 | 3,5 | — | 6 | 5 |
| PN 2.5 | 343 | 363 | 342 | 364 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 370 | 343 | 363 | 342 | 364 | 291 | 313 | |||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | 389 | |||||||||||||||||||||
| DN 350 | PN 1 | 413 | 386 | — | 406 | — | 385 | — | 407 | — | — | — | — | 385 | 407 | — | 2 | 5 | 4 | — | 6 | 5 |
| PN 2.5 | 395 | 421 | 394 | 422 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 429 | 395 | 421 | 394 | 422 | 394 | 422 | |||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | 448 | |||||||||||||||||||||
| DN 400 | PN 1 | 463 | 436 | — | 456 | — | 435 | — | 457 | — | — | — | — | 435 | 457 | — | 2 | 5 | 4 | — | 6 | 5 |
| PN 2.5 | 447 | 473 | 446 | 474 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 480 | 447 | 473 | 446 | 474 | 446 | 474 | |||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | 503 | |||||||||||||||||||||
| DN 450 | PN 1 | 518 | 489 | — | 509 | — | 488 | — | 510 | — | — | — | — | 488 | 510 | — | 2 | 5 | 4 | — | 6 | 5 |
| PN 2.5 | 497 | 523 | 496 | 524 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 530 | 497 | 523 | 496 | 524 | 496 | 524 | |||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | 548 | |||||||||||||||||||||
| DN 500 | PN 1 | 568 | 541 | — | 561 | — | 540 | — | 562 | — | — | — | — | 540 | 562 | — | 2 | 5 | 4 | — | 6 | 5 |
| PN 2.5 | 549 | 575 | 548 | 576 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 582 | 549 | 575 | 548 | 576 | 548 | 576 | |||||||||||||||
| PN 16 | 609 | |||||||||||||||||||||
| PN 25 | ||||||||||||||||||||||
| DN 600 | PN 1 | 667 | 635 | — | 661 | — | 634 | — | 662 | — | — | — | — | 634 | 662 | — | 2 | 5 | 4 | — | 6 | 5 |
| PN 2.5 | 649 | 675 | 648 | 676 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 682 | 651 | 677 | 650 | 678 | 648 | 676 | |||||||||||||||
| PN 16 | 720 | |||||||||||||||||||||
| PN 25 | ||||||||||||||||||||||
| DN 700 | PN 1 | 772 | 737 | — | 763 | — | 736 | — | 764 | — | — | — | — | 736 | 764 | — | 5 | 5 | 4 | — | 6 | 5 |
| PN 2.5 | 751 | 777 | 751 | 778 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 794 | 751 | 777 | 751 | 778 | 751 | 778 | |||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | 820 | |||||||||||||||||||||
| DN 800 | PN 1 | 878 | 841 | — | 867 | — | 840 | — | 868 | — | — | — | — | 840 | 868 | — | 5 | 5 | 4 | — | 6 | 5 |
| PN 2.5 | 856 | 882 | 855 | 883 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 901 | 851 | 877 | 850 | 878 | 855 | 883 | |||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | 928 | |||||||||||||||||||||
| DN 900 | PN 1 | 978 | — | — | — | — | — | — | — | — | 5 | 5 | 4 | — | — | — | ||||||
| PN 2.5 | 961 | 987 | 960 | 988 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 1001 | |||||||||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | 1028 | |||||||||||||||||||||
| DN 1000 | PN 1 | 1078 | — | — | — | — | — | — | — | — | 5 | 5 | 4 | — | — | — | ||||||
| PN 2.5 | 1062 | 1092 | 1060 | 1094 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 1112 | |||||||||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | 1140 | |||||||||||||||||||||
| DN 1200 | PN 1 | 1295 | — | — | — | — | — | — | — | — | 5 | 5 | 4 | — | — | — | ||||||
| PN 2.5 | 1262 | 1292 | 1260 | 1294 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 1328 | |||||||||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | 1350 | |||||||||||||||||||||
| DN 1400 | PN 1 | 1510 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | 5 | 5 | 4 | — | — | — |
| PN 2.5 | 1462 | 1492 | 1460 | 1494 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 1530 | |||||||||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | 1560 | |||||||||||||||||||||
Smochin. 1.4. Flanșă sudată de oțel plat (tip 01) și schemă de instalare. Smochin. 1.5. Flanșă de oțel slabă pe inelul sudat (tip 02) și schema de instalare
Smochin. 1.6. Flanșe de oțel slabe (tipurile 03 și 04) schema de asamblare. Smochin. 1.7. Flansa sudata din otel (tip 11)
Smochin. 1.8. Flansa din otel turnat a corpului supapei
Tabelul 1.3. Dimensiunile flanșelor plate din oțel sudate, tip 01 în conformitate cu GOST 54432-2011
| DN | PN | db | b | c1 | D | D1 | d | n | Diametrul nominal al șuruburilor sau știfturilor | ||
| Rândul 1 | Rândul 2 | Rândul 1 | Rândul 2 | ||||||||
| DN 10 | PN 1 | 15 | 10 | 2 | 75 | 50 | 11 | 4 | M10 | ||
| PN 2.5 | 18 | 12 | |||||||||
| PN 6 | 12 | ||||||||||
| PN 10 | 14 | 90 | 60 | 14 | M12 | ||||||
| PN 16 | 14 | ||||||||||
| PN 25 | 16 | ||||||||||
| DN 15 | PN 1 | 19 | — | 10 | — | 2 | 80 | 55 | 11 | 4 | M10 |
| PN 2.5 | 22 | 12 | |||||||||
| PN 6 | 12 | ||||||||||
| PN 10 | 14 | 95 | 65 | 14 | M12 | ||||||
| PN 16 | 14 | ||||||||||
| PN 20 | — | — | 12 | 90 | 60,5 | 16 | M14 | ||||
| PN 25 | 19 | 16 | 14 | 95 | 65 | 14 | M12 | ||||
| DN 20 | PN 1 | 26 | — | 12 | — | 2 | 90 | 65 | 11 | 4 | M10 |
| PN 2.5 | 27,5 | 14 | |||||||||
| PN 6 | 14 | ||||||||||
| PN 10 | 16 | 105 | 75 | 14 | M12 | ||||||
| PN 16 | 16 | ||||||||||
| PN 20 | — | 28 | — | 14 | 100 | 70 | 16 | M14 | |||
| PN 25 | 26 | 27,5 | 18 | 16 | 105 | 75 | 14 | M12 | |||
| DN 25 | PN 1 | 33 | — | 12 | — | 3 | 100 | 75 | 11 | 4 | M10 |
| PN 2.5 | 34,5 | 14 | |||||||||
| PN 6 | 14 | ||||||||||
| PN 10 | 16 | 115 | 85 | 14 | M12 | ||||||
| PN 16 | 18 | ||||||||||
| PN 20 | — | — | 110 | 79,5 | 16 | M14 | |||||
| PN 25 | 33 | 18 | 115 | 85 | 14 | M12 | |||||
| DN 32 | PN 1 | 39 | — | 12 | — | 3 | 120 | 90 | 14 | 4 | M12 |
| PN 2.5 | 43,5 | 16 | |||||||||
| PN 6 | 15 | ||||||||||
| PN 10 | 16 | 18 | 135 | 100 | 18 | M16 | |||||
| PN 16 | 18 | ||||||||||
| PN 20 | — | — | 120 | 89 | 16 | M14 | |||||
| PN 25 | 39 | 20 | 135 | 100 | 18 | M16 | |||||
| DN 40 | PN 1 | 46 | — | 13 | — | 3 | 130 | 100 | 14 | 4 | M12 |
| PN 2.5 | 49,5 | 16 | |||||||||
| PN 6 | 16 | ||||||||||
| PN 10 | 18 | 18 | 145 | 110 | 18 | M16 | |||||
| PN 16 | 20 | ||||||||||
| PN 20 | — | — | 19 | 130 | 98,5 | 16 | M14 | ||||
| PN 25 | 46 | 22 | 18 | 145 | 110 | 18 | M16 | ||||
| DN 50 | PN 1 | 59 | — | 13 | — | 3 | 140 | 110 | 14 | 4 | M12 |
| PN 2.5 | 61,5 | 16 | |||||||||
| PN 6 | 16 | ||||||||||
| PN 10 | 18 | 20 | 160 | 125 | 18 | M16 | |||||
| PN 16 | 22 | ||||||||||
| PN 20 | — | 62 | — | 21 | 150 | 120,5 | |||||
| PN 25 | 59 | 61,5 | 24 | 20 | 160 | 125 | |||||
| DN 65 | PN 1 | 78 | — | 14 | — | 4 | 160 | 130 | 14 | 4 | M12 |
| PN 2.5 | 77,5 | 16 | |||||||||
| PN 6 | 16 | ||||||||||
| PN 10 | 20 | 20 | 180 | 145 | 18 | 8 | M16 | ||||
| PN 16 | 24 | 20 | |||||||||
| PN 20 | — | 74,5 | — | 24 | 139,5 | 4 | |||||
| PN 25 | 78 | 77,5 | 24 | 22 | 145 | 8 | |||||
| DN 80 | PN 1 | 91 | — | 14 | — | 4 | 185 | 150 | 18 | 4 | M16 |
| PN 2.5 | 90,5 | 18 | |||||||||
| PN 6 | 18 | ||||||||||
| PN 10 | 20 | 20 | 195 | 160 | 8 | ||||||
| PN 16 | 24 | ||||||||||
| PN 20 | — | — | 26 | 190 | 152,5 | 4 | |||||
| PN 25 | 91 | 26 | 24 | 195 | 160 | 8 | |||||
| DN 100 | PN 1 | 110 116 | — | 14 | — | 4 | 205 | 170 | 18 | 4 | M16 |
| PN 2.5 | 110 116 | 116 | 18 | ||||||||
| PN 6 | 110 116 | 18 | |||||||||
| PN 10 | 110 116 | 22 | 22 | 215 | 180 | 8 | |||||
| PN 16 | 110 116 | 26 | |||||||||
| PN 20 | — | — | 27 | 230 | 195,5 | ||||||
| PN 25 | 110 116 | 28 | 26 | 190 | 22 | M20 | |||||
| DN 120 | PN 1 | 135 142 | — | 16 | — | 4 | 235 | 200 | 18 | 8 | M16 |
| PN 2.5 | 135 142 | 141,5 | 20 | ||||||||
| PN 6 | 135 142 | 20 | |||||||||
| PN 10 | 135 142 | 24 | 22 | 245 | 210 | ||||||
| PN 16 | 135 142 | 28 | |||||||||
| PN 20 | — | 143,5 | — | 28 | 255 | 216 | 22 | M20 | |||
| PN 25 | 135 142 | 141,5 | 30 | 270 | 220 | 26 | M24 | ||||
| DN 150 | PN 1 | 154 161 170 | — | 16 | — | 4 | 260 | 225 | 18 | 8 | M16 |
| PN 2.5 | 154 161 170 | 170,5 | 16 | 20 | |||||||
| PN 6 | 154 161 170 | 20 | |||||||||
| PN 10 | 154 161 170 | 24 | 24 | 280 | 240 | 22 | M20 | ||||
| PN 16 | 154 161 170 | 28 | |||||||||
| PN 20 | — | — | 31 | 241,5 | |||||||
| PN 25 | 154 161 170 | 30 | 30 | 300 | 250 | 26 | M24 | ||||
| DN 200 | PN 1 | 222 | — | 18 | — | 4 | 315 | 280 | 18 | 8 | M16 |
| PN 2.5 | 221,5 | 22 | |||||||||
| PN 6 | 22 | ||||||||||
| PN 10 | 24 | 24 | 335 | 295 | 22 | M20 | |||||
| PN 16 | 30 | 26 | 12 | ||||||||
| PN 20 | — | — | 34 | 345 | 298,5 | 8 | |||||
| PN 25 | 222 | 32 | 32 | 360 | 310 | 26 | 12 | M24 | |||
| DN 250 | PN 1 | 273 | — | 21 | — | 6 | 370 | 335 | 18 | 12 | M16 |
| PN 2.5 | 276,5 | 24 | |||||||||
| PN 6 | 23 | ||||||||||
| PN 10 | 26 | 26 | 390 | 350 | 22 | M20 | |||||
| PN 16 | 31 | 28 | 405 | 355 | 26 | M24 | |||||
| PN 20 | — | 276 | — | 38 | 362 | ||||||
| PN 25 | 273 | 276,5 | 34 | 35 | 425 | 370 | 30 | M27 | |||
| DN 300 | PN 1 | 325 | — | 22 | — | 6 | 435 | 395 | 22 | 12 | M20 |
| PN 2.5 | 327,5 | 24 | |||||||||
| PN 6 | 24 | ||||||||||
| PN 10 | 28 | 28 | 440 | 400 | |||||||
| PN 16 | 32 | 32 | 460 | 410 | 26 | M24 | |||||
| PN 20 | — | 327 | — | 42 | 485 | 432 | |||||
| PN 25 | 325 | 327,5 | 36 | 38 | 430 | 30 | 16 | M27 | |||
| DN 350 | PN 1 | 377 | — | 22 | — | 7 | 485 | 445 | 22 | 12 | M20 |
| PN 2.5 | 359,5 | 26 | |||||||||
| PN 6 | 26 | ||||||||||
| PN 10 | 28 | 30 | 500 | 460 | 16 | ||||||
| PN 16 | 34 | 35 | 520 | 470 | 26 | M24 | |||||
| PN 20 | — | 359 | — | 43 | 535 | 476 | 29,5 | 12 | M27 | ||
| PN 25 | 377 | 359,5 | 42 | 42 | 550 | 490 | 33 | 16 | M30 | ||
| DN 400 | PN 1 | 426 | — | 22 | — | 7 | 540 | 495 | 22 | 16 | M20 |
| PN 2.5 | 411 | 28 | |||||||||
| PN 6 | 28 | ||||||||||
| PN 10 | 30 | 32 | 565 | 515 | 26 | M24 | |||||
| PN 16 | 38 | 38 | 580 | 525 | 30 | M27 | |||||
| PN 20 | — | 410,5 | — | 48 | 600 | 540 | 29,5 | ||||
| PN 25 | 426 | 411 | 44 | 46 | 610 | 550 | 36 | M33 | |||
| DN 450 | PN 1 | 480 | — | 24 | — | 7 | 590 | 550 | 22 | 16 | M20 |
| PN 2.5 | 462 | 30 | |||||||||
| PN 6 | 28 | ||||||||||
| PN 10 | 30 | 35 | 615 | 565 | 26 | 20 | M24 | ||||
| PN 16 | 42 | 42 | 640 | 585 | 30 | M27 | |||||
| PN 20 | — | — | 52 | 635 | 578 | 32,5 | 16 | M30 | |||
| PN 25 | 480 | 48 | 50 | 660 | 600 | 36 | 20 | M33 | |||
| DN 500 | PN 1 | 530 | — | 24 | — | 7 | 640 | 600 | 22 | 20 | M20 |
| PN 2.5 | 513,5 | 32 | |||||||||
| PN 6 | 29 | ||||||||||
| PN 10 | 32 | 38 | 670 | 620 | 26 | M24 | |||||
| PN 16 | 48 | 46 | 710 | 650 | 33 | M30 | |||||
| PN 20 | — | 513 | — | 56 | 700 | 635 | 32,5 | ||||
| PN 25 | 530 | 513,5 | 52 | 53 | 730 | 660 | 36 | M33 | |||
| DN 600 | PN 1 | 630 | 25 | 7 | 755 | 705 | 26 | 20 | M24 | ||
| PN 2.5 | 616,5 | 36 | |||||||||
| PN 6 | 30 | ||||||||||
| PN 10 | 36 | 42 | 780 | 725 | 30 | M27 | |||||
| PN 16 | 50 | 52 | 840 | 770 | 36 | M33 | |||||
| PN 20 | — | 616 | — | 62 | 815 | 749,5 | 35,5 | ||||
| PN 25 | 630 | 616,5 | 54 | 68 | 840 | 770 | 39 | M36 | |||
| DN 700 | PN 1 | 720 | — | 26 | — | 9 | 860 | 810 | 26 | 24 | M24 |
| PN 2.5 | * | 36 | |||||||||
| PN 6 | 32 | 40 | |||||||||
| PN 10 | — | 39 | — | 895 | 840 | 30 | M27 | ||||
| PN 16 | 52 | 910 | 36 | M33 | |||||||
| PN 25 | 60 | 960 | 875 | 42 | M39 | ||||||
| DN 800 | PN 1 | 820 | — | 26 | — | 9 | 975 | 920 | 30 | 24 | M27 |
| PN 2.5 | * | 38 | 30 | ||||||||
| PN 6 | 32 | 44 | |||||||||
| PN 10 | — | 42 | — | 1010 | 950 | 33 | M30 | ||||
| PN 16 | 54 | 1020 | 39 | M36 | |||||||
| PN 25 | 68 | 1075 | 990 | 48 | M45 | ||||||
| DN 900 | PN 1 | 920 | — | 28 | — | 9 | 1075 | 1020 | 30 | 24 | M27 |
| PN 2.5 | * | 40 | |||||||||
| PN 6 | 34 | 48 | |||||||||
| PN 10 | — | 45 | — | 1110 | 1050 | 33 | 28 | M30 | |||
| PN 16 | 59 | 1120 | 39 | M36 | |||||||
| DN 1000 | PN 1 | 1020 | — | 30 | — | 10 | 1175 | 1120 | 30 | 28 | M27 |
| PN 2.5 | * | 42 | |||||||||
| PN 6 | 36 | 52 | |||||||||
| PN 10 | — | 48 | — | 1220 | 1060 | 36 | M33 | ||||
| PN 16 | 63 | 1255 | 1170 | 42 | M39 | ||||||
| DN 1200 | PN 1 | 1220 | 30 | 10 | 1375 | 1320 | 30 | 32 | M27 | ||
| PN 2.5 | * | 44 | |||||||||
| PN 6 | 39 | 60 | 1400 | 1340 | 33 | M30 | |||||
| PN 10 | 1222 | — | 56 | — | 1455 | 1380 | 39 | M36 | |||
| PN 16 | 1220 | 76 | 1485 | 1390 | 48 | M45 | |||||
| DN 1400 | PN 1 | 1420 | 32 | 10 | 1575 | 1520 | 30 | 36 | M27 | ||
| PN 2.5 | * | 48 | |||||||||
| PN 6 | 48 | 68 | 1620 | 1560 | 36 | M33 | |||||
| PN 10 | — | 65 | — | 1675 | 1590 | 42 | M39 | ||||
* Diametrul găurii este specificat de către client. Note: 1. Mărimea c1 poate fi specificată în funcție de tehnologia de sudare și dimensiunea țevii. 2. Flansele trebuie fabricate cu suprafețe de etanșare A, B, C, D, E, F, L și M.
Tabelul 1.4. Dimensiunile flanșelor sudate din oțel, tip 11, în conformitate cu GOST 54432-2011
| DN | PN, kg / cm2 | Dm | D n | H1 | b | H | H1 | D | D1 | d | n | Diametrul nominal al șuruburilor sau bolțurilor | |||||
| Rândul 1 | Rândul 2 | Rândul 1 | Rândul 2 | Rândul 1 | Rândul 2 | Rândul 1 | Rândul 2 | Rândul 1 | Rândul 2 | ||||||||
| DN 10 | PN 1 | 22 | — | 15 | — | 8 | — | 10 | — | — | 5 | 75 | 50 | 11 | 4 | M10 | |
| PN 2.5 | 26 | 17,2 | 14 | 1 12 | 28 | ||||||||||||
| PN 6 | 12 | 29 | |||||||||||||||
| PN 10 | 25 | 28 | 12,6 | 14 | 35 | 35 | 90 | 60 | 14 | M12 | |||||||
| PN 16 | 26 | 14 | |||||||||||||||
| PN 25 | 16 | ||||||||||||||||
| DN 15 | PN 1 | 28 | — | 19 | — | 12 | — | 10 | — | 28 | — | 6 | 80 | 55 | 11 | M10 | |
| PN 2.5 | 30 | 21,3 | 17,7 | 12 | 30 | ||||||||||||
| PN 6 | 12 | 30 | |||||||||||||||
| PN 10 | 30 | 32 | 14,9 | 14 | 35 | 38 | 95 | 65 | 14 | M12 | |||||||
| PN 16 | 14 | ||||||||||||||||
| PN 20 | — | 30 | — | 21,5 | — | 16 | — | 11,5 | — | 48 | 90 | 60,5 | 16 | M14 | |||
| PN 25 | 30 | 32 | 19 | 21,3 | 12 | 14,9 | 16 | 14 | 35 | 38 | 95 | 65 | 14 | M12 | |||
| PN 40 | |||||||||||||||||
| DN 20 | PN 1 | 36 | — | 26 | — | 18 | — | 10 | — | 30 | — | 90 | 65 | 11 | M10 | ||
| PN 2.5 | 38 | 26,9 | 23,5 | 14 | 32 | ||||||||||||
| PN 6 | 12 | 32 | |||||||||||||||
| PN 10 | 38 | 40 | 20,5 | 14 | 16 | 38 | 40 | 105 | 75 | 14 | M12 | ||||||
| PN 16 | |||||||||||||||||
| PN 20 | — | 38 | — | 26,5 | — | 21 | — | 13 | — | 52 | 100 | 70 | 16 | M14 | |||
| PN 25 | 38 | 40 | 26 | 26,9 | 18 | 20,5 | 16 | 36 | 40 | 105 | 75 | 14 | M12 | ||||
| PN 40 | 16 | ||||||||||||||||
| DN 25 | PN 1 | 42 | — | 33 | — | 25 | — | 10 | — | 30 | — | 100 | 75 | 11 | M10 | ||
| PN 2.5 | 42 | 33,7 | 29,7 | 14 | 35 | ||||||||||||
| PN 6 | 14 | 32 | |||||||||||||||
| PN 10 | 45 | 46 | 27,3 | 16 | 40 | 40 | 115 | 85 | 14 | M12 | |||||||
| PN 16 | |||||||||||||||||
| PN 20 | — | 49 | — | 33,5 | — | 26,5 | — | 14,5 | — | 56 | 110 | 79,5 | 16 | M14 | |||
| PN 25 | 45 | 46 | 33 | 33,7 | 25 | 27,3 | 16 | 16 | 38 | 40 | 115 | 85 | 14 | M12 | |||
| DN 32 | PN 1 | 50 | — | 39 | — | 31 | — | 10 | — | 30 | — | 7 | 120 | 90 | 14 | M12 | |
| PN 2.5 | 55 | 42,4 | 37,8 | 16 | 35 | ||||||||||||
| PN 6 | 14 | 35 | |||||||||||||||
| PN 10 | 55 | 56 | 35,2 | 15 | 18 | 42 | 42 | 135 | 100 | 18 | М16 | ||||||
| PN 16 | |||||||||||||||||
| PN 20 | — | 59 | — | 42 | — | 35 | — | 16 | — | 57 | 120 | 89 | 16 | M14 | |||
| PN 25 | 56 | 56 | 39 | 42,4 | 31 | 35,2 | 18 | 18 | 45 | 42 | 100 | ||||||
| DN 40 | PN 1 | 60 | — | 46 | — | 38 | — | 12 | — | 36 | — | 7 | 130 | 100 | 14 | M12 | |
| PN 2.5 | 62 | 48,3 | 43,7 | 16 | 38 | ||||||||||||
| PN 6 | 15 | 38 | |||||||||||||||
| PN 10 | 62 | 64 | 41,1 | 16 | 18 | 45 | 45 | 145 | 110 | 18 | М16 | ||||||
| PN 16 | 64 | ||||||||||||||||
| PN 20 | — | 65 | — | 48,5 | — | 41 | — | 17,5 | — | 62 | 130 | 98,5 | 16 | M14 | |||
| PN 25 | 64 | 64 | 46 | 48,3 | 38 | 41,1 | 19 | 18 | 48 | 45 | 145 | 110 | 18 | М16 | |||
| DN 50 | PN 1 | — | 58 | — | 49 | — | 12 | — | 36 | — | 8 | 140 | 110 | 14 | 4 | M12 | |
| PN 2.5 | 70 | 55,7 | 16 | 38 | |||||||||||||
| PN 6 | 74 | 60,3 | 15 | 38 | |||||||||||||
| PN 10 | 76 | 52,3 | 16 | 20 | 45 | 48 | 160 | 125 | 18 | М16 | |||||||
| PN 16 | 48 | ||||||||||||||||
| PN 20 | — | 78 | — | 60,5 | — | 52,5 | — | 19,5 | — | 64 | 150 | 120,5 | |||||
| PN 25 | 76 | 74 | 58 | 60,3 | 49 | 52,3 | 20 | 20 | 48 | 48 | 160 | 125 | |||||
| DN 65 | PN 1 | 88 | 77 | — | 66 | 12 | — | 36 | — | 9 | 160 | 130 | 14 | 4 | M12 | ||
| PN 2.5 | 88 | 76,1 | 70,9 | 16 | 38 | ||||||||||||
| PN 6 | 15 | 38 | |||||||||||||||
| PN 10 | 94 | 92 | 70,3 | 18 | 20 | 48 | 45 | 10 | 180 | 145 | 18 | 8 | М16 | ||||
| PN 16 | 50 | ||||||||||||||||
| PN 20 | — | 90 | — | 73 | — | 62,5 | — | 22,5 | — | 70 | 139,5 | 4 | |||||
| PN 25 | 96 | 92 | 77 | 76,1 | 66 | 66,1 | 22 | 22 | 53 | 52 | 145 | ||||||
| DN 80 | PN 1 | 102 | — | 90 | — | 78 | — | 14 | — | 38 | — | 10 | 185 | 150 | 18 | 4 | М16 |
| PN 2.5 | 102 | 88,9 | 83,1 | 18 | 42 | ||||||||||||
| PN 6 | 16 | 40 | 8 | ||||||||||||||
| PN 10 | 105 | 110 | 82,5 | 18 | 20 | 50 | 50 | 195 | 160 | ||||||||
| PN 16 | 110 | 20 | 53 | 4 | |||||||||||||
| PN 20 | — | 108 | — | 89 | — | 78 | — | — | 70 | 190 | 152,5 | ||||||
| PN 25 | 110 | 110 | 90 | 88,9 | 78 | 77,7 | 22 | 24 | 55 | 58 | 195 | 160 | |||||
| DN 100 | PN 1 | 122 | — | 110 | — | 96 | — | 14 | — | 40 | — | 10 | 205 | 170 | 18 | 4 | М16 |
| PN 2.5 | 130 | 114,3 | 107,9 | 18 | 45 | ||||||||||||
| PN 6 | 16 | 41 | |||||||||||||||
| PN 10 | 128 | 107,1 | 20 | 22 | 51 | 52 | 215 | 180 | 8 | ||||||||
| PN 16 | 130 | 53 | |||||||||||||||
| PN 20 | — | 135 | — | 114,5 | — | 102,5 | — | — | 76 | 190,5 | |||||||
| PN 25 | 132 | 134 | 110 | 114,3 | 96 | 101,7 | 24 | 24 | 61 | 65 | 230 | 190 | |||||
| DN 125 | PN 1 | 148 | — | 135 | — | 121 | — | 14 | — | 40 | — | 10 | 235 | 200 | 18 | 8 | М16 |
| PN 2.5 | 155 | 139,7 | 132,5 | 18 | 48 | ||||||||||||
| PN 6 | 18 | 43 | |||||||||||||||
| PN 10 | 156 | 158 | 131,7 | 22 | 22 | 60 | 55 | 245 | 210 | ||||||||
| PN 16 | |||||||||||||||||
| PN 20 | — | 164 | — | 141,5 | — | 128 | — | 24 | — | 89 | 12 | 255 | 216 | 22 | M20 | ||
| DN 150 | PN 1 | 172 | — | 161 | — | 146 | — | 14 | — | 41 | — | 10 | 260 | 225 | 18 | 8 | М16 |
| PN 2.5 | 184 | 168,3 | 160,3 | 20 | 48 | ||||||||||||
| PN 6 | 18 | 46 | |||||||||||||||
| PN 10 | 180 | 159,3 | 22 | 24 | 60 | 55 | 280 | 240 | 22 | M20 | |||||||
| PN 16 | |||||||||||||||||
| PN 20 | — | 192 | — | 168,5 | — | 154 | — | 25,5 | — | 89 | 12 | 241,5 | 22 | ||||
| DN 200 | PN 1 | 235 | — | 222 | — | 202 | — | 16 | — | 48 | — | 16 | 315 | 280 | 18 | 8 | М16 |
| PN 2.5 | 236 | 219,1 | 210,1 | 22 | 55 | ||||||||||||
| PN 6 | 20 | 53 | |||||||||||||||
| PN 10 | 240 | 234 | 206,5 | 22 | 24 | 61 | 62 | 335 | 295 | 22 | M20 | ||||||
| PN 16 | 24 | 12 | |||||||||||||||
| PN 20 | — | 246 | — | 219 | — | 202,5 | — | 29 | — | 102 | 345 | 298,5 | 8 | ||||
| PN 25 | 245 | 244 | 222 | 219,1 | 202 | 206,5 | 30 | 30 | 78 | 80 | 360 | 310 | 26 | 12 | M24 | ||
| DN 250 | PN 1 | 288 | — | 278 | — | 254 | — | 19 | — | 48 | — | 16 | 370 | 335 | 18 | М16 | |
| PN 2.5 | 290 | 273 | 263 | 24 | 60 | ||||||||||||
| PN 6 | 288 | 290 | 21 | 53 | |||||||||||||
| PN 10 | 290 | 288 | 260,4 | 24 | 26 | 63 | 68 | 390 | 350 | 22 | M20 | ||||||
| PN 16 | 292 | 26 | 26 | 68 | 70 | 20 | 405 | 355 | 26 | M24 | |||||||
| PN 20 | 305 | — | — | 254,5 | — | 30,5 | — | 102 | 362 | 26 | |||||||
| PN 25 | 300 | 296 | 278 | 254 | 260,4 | 32 | 32 | 78 | 88 | 425 | 370 | 30 | M27 | ||||
| DN 300 | PN 1 | 340 | — | 330 | — | 303 | — | 20 | — | 49 | — | 18 | 435 | 395 | 22 | 12 | M20 |
| PN 2.5 | 342 | 323,9 | 312,7 | 24 | 62 | ||||||||||||
| PN 6 | 22 | 54 | |||||||||||||||
| PN 10 | 345 | 309,7 | 26 | 26 | 64 | 68 | 440 | 400 | |||||||||
| PN 16 | 346 | 28 | 28 | 70 | 78 | 20 | 460 | 410 | 26 | M24 | |||||||
| PN 20 | — | 365 | — | 324 | — | 305 | — | 32 | — | 114 | 485 | 432 | |||||
| PN 25 | 352 | 350 | 330 | 323,9 | 303 | 309,7 | 36 | 34 | 84 | 92 | 430 | 30 | 16 | M27 | |||
| DN 350 | PN 1 | 390 | — | 382 | — | 351 | — | 20 | — | 49 | — | 20 | 485 | 445 | 22 | 12 | M20 |
| PN 2.5 | 385 | 355,6 | 344,4 | 24 | 62 | ||||||||||||
| PN 6 | 22 | 54 | |||||||||||||||
| PN 10 | 400 | 390 | 339,6 | 26 | 26 | 64 | 68 | 500 | 460 | 16 | |||||||
| PN 16 | 32 | 30 | 74 | 82 | 520 | 470 | 26 | M24 | |||||||||
| PN 20 | — | 400 | — | 355,5 | — | * | — | 35 | — | 127 | 22 | 535 | 476 | 29,5 | 12 | M27 | |
| PN 25 | 406 | 398 | 382 | 355,6 | 351 | 339,6 | 40 | 38 | 89 | 100 | 550 | 490 | 33 | 16 | M30 | ||
| DN 400 | PN 1 | 440 | — | 432 | — | 398 | — | 20 | — | 49 | — | 20 | 540 | 495 | 22 | 16 | M20 |
| PN 2.5 | 438 | 406,4 | 393,8 | 24 | 65 | ||||||||||||
| PN 6 | 22 | 54 | |||||||||||||||
| PN 10 | 445 | 440 | 388,8 | 26 | 26 | 64 | 72 | 565 | 515 | 26 | M24 | ||||||
| PN 16 | 450 | 444 | 36 | 32 | 79 | 85 | 580 | 525 | 30 | M27 | |||||||
| PN 20 | — | 457 | — | 406,5 | — | * | — | 37 | — | 127 | 600 | 540 | |||||
| PN 25 | 464 | 452 | 432 | 406,4 | 398 | 388,8 | 44 | 40 | 104 | 110 | 610 | 550 | 36 | M33 | |||
| DN 450 | PN 1 | 494 | — | 484 | — | 450 | — | 20 | — | 54 | — | 22 | 590 | 550 | 22 | 16 | M20 |
| PN 2.5 | 492 | 457 | 444,4 | 24 | 65 | ||||||||||||
| PN 6 | 22 | ||||||||||||||||
| PN 10 | 500 | 488 | 437 | 26 | 28 | 69 | 72 | 615 | 565 | 26 | 20 | M24 | |||||
| PN 16 | 506 | 490 | 38 | 40 | 89 | 87 | 640 | 585 | 30 | M27 | |||||||
| PN 20 | — | 505 | — | — | * | — | — | 140 | 635 | 578 | 32,5 | 16 | M30 | ||||
| PN 25 | 515 | 500 | 484 | 450 | 437 | 46 | 46 | 104 | 110 | 660 | 600 | 36 | 20 | M33 | |||
| DN 500 | PN 1 | 545 | — | 535 | — | 501 | — | 23 | — | 54 | — | 20 | 640 | 600 | 22 | 20 | M20 |
| PN 2.5 | 538 | 508 | 495,4 | 26 | 68 | ||||||||||||
| PN 6 | 54 | ||||||||||||||||
| PN 10 | 550 | 540 | 486 | 28 | 28 | 69 | 75 | 22 | 670 | 620 | 26 | M24 | |||||
| PN 16 | 559 | 546 | 42 | 44 | 94 | 90 | 710 | 650 | 33 | M30 | |||||||
| PN 20 | — | 559 | — | — | * | — | 43 | — | 145 | 700 | 635 | 32,5 | |||||
| PN 25 | 570 | 558 | 535 | 500 | 486 | 48 | 48 | 104 | 125 | 730 | 660 | 36 | M33 | ||||
| DN 600 | PN 1 | 650 | — | 636 | — | 602 | — | 24 | — | 60 | — | 18 | 755 | 705 | 26 | 20 | M24 |
| PN 2.5 | 640 | 610 | 597,4 | 30 | 70 | ||||||||||||
| PN 6 | |||||||||||||||||
| PN 10 | 585 | 29 | 34 | 70 | 80 | 780 | 725 | 30 | M27 | ||||||||
| PN 16 | 660 | 650 | 46 | 54 | 95 | 95 | 840 | 770 | 36 | M33 | |||||||
| PN 20 | — | 664 | — | 609,5 | — | * | — | 48 | — | 152 | 815 | 749,5 | 35,5 | ||||
| PN 25 | 670 | 660 | 636 | 610 | 600 | 585 | 54 | 58 | 120 | 125 | 20 | 840 | 770 | 39 | M36 | ||
| DN 700 | PN 1 | 740 | — | 726 | — | 692 | * | 24 | — | — | 20 | 860 | 810 | 26 | 24 | M24 | |
| PN 2.5 | 740 | 711 | 26 | 60 | 70 | ||||||||||||
| PN 6 | |||||||||||||||||
| PN 10 | 744 | 746 | 30 | 30 | 70 | 80 | 895 | 840 | 30 | M27 | |||||||
| PN 16 | 750 | 750 | 48 | 38 | 100 | 100 | 910 | 36 | M33 | ||||||||
| PN 25 | 766 | 760 | 726 | 690 | 58 | 46 | 130 | 125 | 960 | 875 | 42 | M39 | |||||
| DN 800 | PN 1 | — | 826 | — | 792 | * | 24 | — | — | 20 | 975 | 920 | 30 | 24 | M27 | ||
| PN 2.5 | 844 | 842 | 813 | 26 | 65 | 70 | |||||||||||
| PN 6 | |||||||||||||||||
| PN 10 | 850 | 848 | 32 | 32 | 80 | 90 | 1010 | 950 | 33 | M30 | |||||||
| PN 16 | 50 | 38 | 100 | 105 | 1020 | 39 | M36 | ||||||||||
| PN 25 | 874 | 864 | 826 | 813 | 790 | 60 | 50 | 140 | 135 | 1075 | 990 | 48 | M45 | ||||
| DN 900 | PN 1 | — | 926 | — | 892 | * | 26 | — | 65 | — | 20 | 1075 | 1020 | 30 | 24 | ||
| PN 2.5 | 944 | 942 | 914 | 26 | 70 | M27 | |||||||||||
| PN 6 | |||||||||||||||||
| PN 10 | 950 | 948 | 34 | 34 | 85 | 95 | 1115 | 1050 | 33 | 28 | M30 | ||||||
| PN 16 | 958 | 52 | 40 | 115 | 110 | 1120 | 39 | M36 | |||||||||
| PN 25 | 980 | 968 | 926 | 914 | 892 | 62 | 54 | 150 | 145 | 1185 | 1090 | 48 | M45 | ||||
| DN 1000 | PN 1 | 1044 | — | 1028 | — | 992 | * | 26 | — | 65 | — | 16 | 1175 | 1120 | 30 | 28 | M27 |
| PN 2.5 | 1045 | 1016 | 26 | 70 | |||||||||||||
| PN 6 | |||||||||||||||||
| PN 10 | 1050 | 1050 | 34 | 34 | 85 | 95 | 22 | 1230 | 1160 | 36 | M33 | ||||||
| PN 16 | 1060 | 1056 | 54 | 42 | 115 | 120 | 1255 | 1170 | 42 | M39 | |||||||
| PN 25 | 1084 | 1070 | 1028 | 1016 | 992 | 64 | 58 | 155 | 155 | 1315 | 1210 | 55 | M52 | ||||
| DN 1200 | PN 1 | 1244 | — | 1228 | — | 1192 | — | 28 | — | 70 | — | 16 | 1375 | 1320 | 30 | 32 | M27 |
| PN 2.5 | 1245 | 1220 | * | 26 | 70 | ||||||||||||
| PN 6 | 1248 | 1248 | 28 | 75 | 90 | 20 | 1400 | 1340 | 33 | M30 | |||||||
| PN 10 | 1256 | 1256 | 38 | 38 | 95 | 115 | 25 | 1455 | 1380 | 39 | M36 | ||||||
| PN 16 | 1268 | 1260 | 56 | 48 | 130 | 130 | 1485 | 1390 | 48 | M45 | |||||||
| PN 25 | 1288 | 1228 | 1192 | 67 | — | 165 | 30 | 1525 | 1420 | 55 | M52 | ||||||
| DN 1400 | PN 1 | 1445 | — | 1428 | — | 1392 | — | 28 | — | 70 | — | 16 | 1575 | 1520 | 30 | 36 | M27 |
| PN 2.5 | 1445 | 1420 | * | 26 | 70 | ||||||||||||
| PN 6 | 1456 | 1452 | 32 | 32 | 90 | 90 | 20 | 1620 | 1560 | 36 | M33 | ||||||
| PN 10 | 1460 | — | — | — | 42 | — | 120 | 25 | 1675 | 1590 | 42 | M39 | |||||
| PN 16 | 1465 | 52 | 145 | 30 | 1685 | 48 | M45 | ||||||||||
| DN 2200 | PN 2.5 | — | 2248 | — | — | * | — | 28 | — | 90 | 25 | 2405 | 2340 | 33 | 52 | M30 | |
| PN 6 | 2260 | 2220 | 42 | 115 | 2475 | 2390 | 42 | M39 | |||||||||
| PN 10 | 2275 | 58 | 160 | 35 | 2550 | 2440 | 55 | M52 | |||||||||
| DN 2400 | PN 2.5 | — | 2448 | — | 2420 | — | * | — | 28 | — | 90 | 25 | 2605 | 2540 | 33 | 56 | M30 |
| PN 6 | 2462 | 44 | 125 | 2685 | 2600 | 42 | M39 | ||||||||||
| PN 10 | 2478 | 62 | 170 | 35 | 2760 | 2650 | 55 | M52 | |||||||||
| DN 2600 | PN 2.5 | — | 2648 | — | 2620 | — | * | — | 28 | — | 90 | 25 | 2805 | 2740 | 33 | 60 | M30 |
| PN 6 | 2665 | 46 | 130 | 2905 | 2810 | 48 | M45 | ||||||||||
| PN 10 | 2680 | 66 | 180 | 40 | 2960 | 2850 | 55 | M52 | |||||||||
| DN 2800 | PN 2.5 | — | 2848 | — | 2820 | — | * | — | 30 | — | 90 | 25 | 3030 | 2960 | 36 | 64 | M33 |
| PN 6 | 2865 | 48 | 135 | 30 | 3115 | 3020 | 48 | M45 | |||||||||
| PN 10 | 2882 | 70 | 190 | 40 | 3180 | 3070 | 55 | M52 | |||||||||
| DN 3000 | PN 2.5 | — | 3050 | — | 3020 | — | * | — | 30 | — | 90 | 25 | 3230 | 3160 | 36 | 68 | M33 |
| PN 6 | 3068 | 50 | 140 | 30 | 3315 | 3220 | 48 | M45 | |||||||||
| PN 10 | 3085 | 75 | 200 | 45 | 3405 | 3290 | 60 | M56 | |||||||||
| DN 3200 | PN 2.5 | — | 3250 | — | 3220 | — | * | — | 30 | — | 90 | 25 | 3430 | 3360 | 36 | 72 | M33 |
| PN 6 | 3272 | 54 | 150 | 30 | 3525 | 3430 | 48 | M45 | |||||||||
| DN 3400 | PN 2.5 | — | 3450 | — | 3420 | — | * | — | 32 | — | 95 | 28 | 3630 | 3560 | 36 | 76 | M33 |
| PN 6 | 3475 | 56 | 160 | 35 | 3735 | 3640 | 48 | M45 | |||||||||
| DN 3600 | PN 2.5 | — | 3652 | — | 3620 | — | * | — | 32 | — | 100 | 28 | 3840 | 3770 | 36 | 80 | M33 |
| PN 6 | 3678 | 60 | 165 | 35 | 3970 | 3860 | 55 | M52 | |||||||||
| DN 3800 | PN 2.5 | — | 3852 | — | 3820 | — | * | — | 34 | — | 100 | 28 | 4045 | 3970 | 39 | 80 | M36 |
| DN 4000 | PN 2.5 | — | 4052 | — | 4020 | — | * | — | 34 | — | 100 | 28 | 4245 | 4170 | 39 | 84 | M36 |
* Dimensiunea este stabilită de client.
Notă. Flansele trebuie fabricate cu suprafețe de etanșare din următoarele versiuni:
- - А, В - pentru flanșe cu РN ≤ 63;
- - C, D, E, F, J, K, L, M - pentru toate PN.
Este permis să se producă flanșe de toate modelele (cu excepția flanșelor pentru rândul 2), care au patru găuri pentru știfturi (șuruburi), pătrate pentru o presiune nominală de cel mult PN 40. Dimensiunile flanșelor pătrate sunt prezentate în Fig. 1.9 și în fila. 1.5. Lista materialelor utilizate pentru fabricarea flanșelor este prezentată în fila. 1.6, greutatea estimată a flanșelor este în tab. 1.7.
Toate flanșele, altele decât tipul 21, trebuie marcate după cum urmează:
- marca comercială a producătorului;
- DN;
- PN;
- numărul tipului de flanșă;
- numărul intervalului de dimensiuni (1 sau 2);
- proiectarea suprafeței de etanșare conform fig. 1.2;
- gradul materialului flanșei;
- grupul de control.
Exemplu de marcare a unei flanșe sudate din oțel DN 50 la PN 10, tip 11, rândul 1, versiunea M, din oțel 25 conform grupului de control IV:
Marca producătorului - 50-10-11-1-M-St 25-IV.
Pentru flanșele cu grupul de control V, numărul de serie este marcat suplimentar.
În fila. 1.8 și în fila. 1.9 prezintă denumiri comparative ale flanșelor și versiuni ale suprafețelor de etanșare conform GOST 12817-80 - GOST 12822-80 și conform standardului național GOST R 54432-2011.
Având în vedere creșterea constantă a utilizării echipamentelor fabricate în străinătate în Rusia, desenele dimensionale ale flanșelor conform standardului ASME / ANSI sunt prezentate în Fig. 1.10, iar dimensiunile și greutatea flanșelor sunt în tab. 1.10.
Smochin. 1.9. Dimensiunile flanșelor pătrate, D și D1 - în conformitate cu GOST 54432-2011
Tabelul 1.5. Dimensiunea B a flanșelor pătrate, mm
| DN | PN 1 și PN 2.5 | PN 6 | PN 10 | PN 16 | PN 25 | PN 40 |
| DN 10 | 60 | 60 | 70 | 70 | 70 | 70 |
| DN 15 | 65 | 65 | 75 | 75 | 75 | 75 |
| DN 20 | 70 | 70 | 80 | 80 | 80 | 80 |
| DN 25 | 75 | 75 | 90 | 90 | 90 | 90 |
| DN 32 | 95 | 95 | 105 | 105 | 105 | 105 |
| DN 40 | 100 | 100 | 110 | 110 | 110 | 110 |
| DN 50 | 110 | 110 | 125 | 125 | 125 | 125 |
| DN 65 | 125 | 125 | 140 | 140 | — | — |
| DN 80 | 140 | 140 | — | — | — | — |
| DN 100 | 155 | 155 | — | — | — | — |
Tabelul 1.6. Materiale de flanșă recomandate
| Grup de oțel sau fontă | Calitatea materialului | Temperatura de aplicare, ° С | PN, MPa (kgf / cm2), nu mai mult |
| Turnare din oțel nealiat | 25L-II 20L-III 25L-III | -30 până la 450 | 6,3 (63) 20 (200) |
| Turnare din oțel aliat | 20H5ML 20GML | -60 la 650 -40 la 450 | |
| Turnare din oțel înalt aliat | 16Х18Н12С4ТUL 12Х18Н9ТЛ 10Х18Н9Л | -70 la 300 | |
| Otel carbon | St3sp nu mai mic decât a 2-a categorie 20 20K 20KA | –253 la 600 –30 la 300 –20 la 300 –40 la 475 –20 la 475 –30 la 475 –40 la 475 | 10 (100) 20 (200) |
| Oțel slab aliat | 20YUCH 15GS 16GS 10G2S1 17GS 12HM 15HM 09G2S 10G2 | –40 la 475 –30 la 475 –70 la 475 –40 la 475 –30 la 475 –40 la 475 –40 la 560 –70 la 475 | |
| Oțel rezistent la căldură | 15Х5М | -40 până la 650 | |
| Oțel rezistent la coroziune | 08Х18Н10Т 12Х18Н9Т 12Х18Н10Т 10Х18Н9 08Х22Н6Т 08Х21Н6М2Т 15Х18Н12С4ТЮ 06ХН28МДТ 10Х17Н13М3Т 10Х17Н13М2Т 07Х20Н25М3Д2ТЛ ЭИ 943Л | –270 la 610 –270 la 600 –40 la 300 –70 la 300 –196 la 400 –196 la 600 –253 la 700 –70 la 300 |
Tabelul 1.7. Greutatea estimată a flanșelor
| DN | Tipul flanșei | Greutatea flanșei, kg, pentru PN, kgf / cm2 | ||||
| PN 1 și PN 2.5 | PN 6 | PN 10 | PN 16 | PN 25 | ||
| DN 25 | 01 02 11 | 0,55 0,60 0,55 | 0,64 0,60 0,76 | 0,89 0,96 1,05 | 1,17 1,10 1,05 | 1,17 1,24 1,19 |
| DN 32 | 01 02 11 | 0,79 0,87 0,78 | 1,01 0,87 1,10 | 1,40 1,49 1,54 | 1,58 1,68 1,54 | 1,77 1,87 1,85 |
| DN 40 | 01 02 11 | 0,95 1,01 1,09 | 1,21 1,01 1,36 | 1,71 1,92 1,83 | 1,96 2,13 1,85 | 2,18 2,35 2,19 |
| DN 50 | 01 02 11 | 1,04 1,11 1,26 | 1,33 1,11 1,53 | 2,06 2,27 2,26 | 2,58 2,54 2,28 | 2,71 2,79 2,78 |
| DN 65 | 01 02 11 | 1,39 1,55 1,62 | 1,63 1,55 1,97 | 2,80 3,01 3,17 | 3,42 3,31 3,19 | 3,22 3,43 3,71 |
| DN 80 | 01 02 11 | 1,84 2,05 2,43 | 2,44 2,05 2,76 | 3,19 3,77 3,67 | 3,71 4,11 4,21 | 4,06 4,25 4,44 |
| DN 100 | 01 02 11 | 2,14 2,38 2,98 | 2,85 2,38 3,35 | 3,96 4,55 4,70 | 4,73 4,93 4,90 | 5,92 6,19 6,58 |
| DN 125 | 01 02 11 | 2,6 2,84 3,72 | 3,88 2,84 4,66 | 5,40 6,09 6,71 | 6,38 6,56 6,76 | 8,26 8,82 9,45 |
| DN 150 | 01 02 11 | 3,61 3,94 4,30 | 4,63 3,94 5,37 | 6,92 7,86 8,17 | 8,16 8,48 8,30 | 10,5 10,9 12,6 |
| DN 200 | 01 02 11 | 4,73 4,93 6,92 | 5,89 4,93 8,37 | 8,05 9,02 11,4 | 10,1 9,36 11,8 | 13,3 12,6 17,4 |
| DN 250 | 01 02 11 | 6,95 6,38 9,88 | 7,67 6,38 11,0 | 10,7 11,3 14,6 | 14,5 13,9 17,4 | 18,9 17,7 25,7 |
| DN 300 | 01 02 11 | 9,33 10,4 13,4 | 10,3 10,4 14,8 | 12,9 13,9 18,7 | 17,8 17,9 22,8 | 24,0 22,8 33,3 |
| DN 350 | 01 02 11 | 10,5 13,5 16,0 | 12,6 13,5 17,7 | 15,9 18,0 24,0 | 22,9 22,8 32,0 | 34,4 31,7 46,6 |
| DN 400 | 01 02 11 | 11,6 17,0 18,6 | 15,2 17,0 20,6 | 21,6 24,4 30,0 | 31,0 29,1 43,0 | 44,6 42,5 64,8 |
| DN 450 | 01 02 11 | 14,6 20,0 23,6 | 17,3 20,0 23,6 | 22,8 25,6 33,3 | 39,6 35,3 54,0 | 51,8 48,2 72,3 |
| DN 500 | 01 02 11 | 16,0 25,4 26,8 | 19,7 25,4 26,6 | 27,7 33,2 39,2 | 57,0 49,3 71,0 | 67,3 64,6 88,9 |
| DN 600 | 01 11 | 21,4 35,8 | 26,2 35,8 | 39,4 48,8 | 80,0 99,3 | 90,9 124 |
| DN 700 | 01 11 | 29,2 44,3 | 36,7 44,3 | 59,5 65,3 | 84,2 106 | 127 167 |
| DN 800 | 01 11 | 36,6 46,2 | 46,1 56,2 | 79,2 87,2 | 104 131 | 181 215 |
| DN 900 | 01 11 | 44,2 66,4 | 55,1 66,8 | 94,1 103 | 129 158 | — 253 |
| DN 1000 | 01 11 | 52,6 73,4 | 64,4 73,5 | 118 119 | 179 203 | — 312 |
| DN 1200 | 01 11 | 62,4 92,9 | 99,0 111 | 197 180 | 298 285 | — 388 |
| DN 1400 | 01 11 | 77,6 101 | 161 157 | 279 — | — — | — — |
Tabelul 1.8. Structura de desemnare a flanșei
| Imagine | GOST 12820-80 - GOST 12822-80 | GOST R 54432-2011 |
| Flanse plate sudate din otel |
| |
| Flanse de oțel sudate la capăt | ||
| Flanșe de oțel libere pe inelul sudat |
|
|



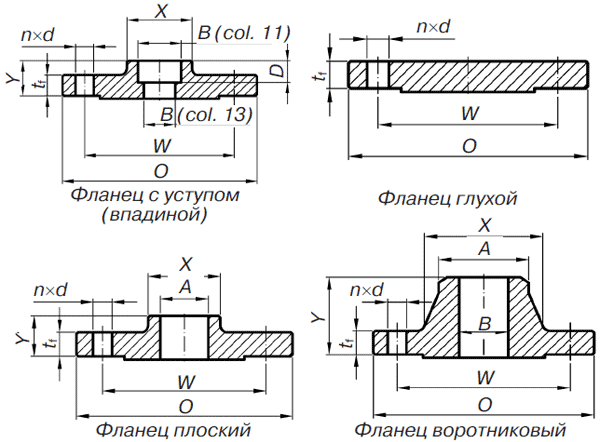
Smochin. 1.10. Desene dimensionale ale flanșelor ASME / ANSI
Tabelul 1.9. Structura de desemnare a suprafețelor de etanșare
| Imagine | GOST 12815-80 | GOST R 54432-2011 |
| Avion | — | Execuția A |
| Flansa fata ridicata | Execuția 1 | Execuția B |
| Flanșă ridicată | Execuția 2 | Execuția E |
| Flanșă goală | Execuția 3 | Versiunea F |
| Flanșă de spini | Execuția 4, 8 | Execuția C, L |
| Flansa cu canelura | Execuția 5, 9 | Execuția D, M |
| Flansa pentru garnitura lentilei | Versiunea 6 | Versiunea K |
| Flanșă garnitură ovală | Versiunea 7 | Execuția J |
Tabelul 1.10. Dimensiunile și greutățile flanșei ASME / ANSI, pentru desenele dimensionale vezi fig. 1.10
| DN | Clasa *** (presiune în psi) | Diametru exterior, mm | Diametrul separatorului, cercul știfturilor, mm | Grosimea flanșei, mm | Diametrul inferior al gâtului, mm | Diametrul gâtului, mm | Înălțimea flanșei, mm | Diametrul orificiului, mm | Înălțimea goală | Diametrul orificiului, mm | Numărul de știfturi | Greutate, kg | ||||
| Filetat cu soclu | Apartament | Sudură cap la cap | Cu un gol | Apartament | Sudură cap la cap cu soclu | |||||||||||
| O | W | min. tf | X | ȘI | Da | Da | Da | min. ÎN | min. ÎN | ÎN | D | d | n | |||
| 15 (½) | 150 300 600 900/1500 | 90 95 95 120 | 60,3 66,7 66,7 82,6 | 9,6 12,7 14,3 22,3 | 30 38 38 38 | 21,3 21,3 21,3 21,3 | 14 21 22 32 | 46 51 52 60 | 46 51 52 60 | 22,2 22,2 22,2 22,2 | 22,9 22,9 22,9 22,9 | 15,8 15,8 * * | 10 10 10 10 | 15,9 15,9 15,9 22,2 | 4 4 4 4 | 0,8 1,0 1,4 2,2 |
| 20 (¾) | 150 300 600 900/1500 | 100 115 115 130 | 69,9 82,6 82,6 88,9 | 11,2 14,3 15,9 25,4 | 38 48 48 44 | 26,7 26,7 26,7 26,7 | 14 24 25 35 | 51 56 57 70 | 51 56 57 70 | 27,7 27,7 27,7 27,7 | 28,2 28,2 28,2 28,2 | 20,9 20,9 * * | 11 11 11 11 | 15,9 19,0 19,0 22,2 | 4 4 4 4 | 1,0 1,4 1,8 3,2 |
| 25 (1) | 150 300 600 900/1500 | 110 125 125 150 | 79,4 88,9 88,9 101,6 | 12,7 15,9 17,5 28,6 | 49 54 54 52 | 33,4 33,4 33,4 33,4 | 16 25 27 41 | 54 60 62 73 | 54 60 62 73 | 34,5 34,5 34,5 34,5 | 34,9 34,9 34,9 34,9 | 26,6 26,6 * * | 13 13 13 13 | 15,9 19,0 19,0 25,4 | 4 4 4 4 | 1.1 1,8 2,3 4,1 |
| 32 (1¼) | 150 300 600 900/1500 | 115 135 135 160 | 88,9 98,4 98,4 111,1 | 14,3 17,5 20,7 28,6 | 59 64 64 64 | 42,2 42,2 42,2 42,2 | 19 25 29 41 | 56 64 67 73 | 56 64 67 73 | 43,2 43,2 43,2 43,2 | 43,7 43,7 43,7 43,7 | 35,1 35,1 * * | 14 14 14 14 | 15,9 19,0 19,0 25,4 | 4 4 4 4 | 1,4 2,7 3,2 4,5 |
| 40 (1½) | 150 300 600 900/1500 | 125 155 155 180 | 98,4 114,3 114,3 123,8 | 15,9 19,1 22,3 31,8 | 65 70 70 70 | 48,3 48,3 48,3 48,3 | 21 29 32 44 | 60 67 70 83 | 60 67 70 83 | 49,5 49,5 49,5 49,5 | 50,0 50,0 50,0 50,0 | 40,9 40,9 * * | 16 16 16 16 | 15,9 22,2 22,2 28,6 | 4 4 4 4 | 1,8 3,6 4,5 6,4 |
| 50 (2) | 150 300 600 900/1500 | 150 165 165 215 | 120,7 127,0 127,0 165,1 | 17,5 20,7 25,4 38,1 | 78 84 84 105 | 60,3 60,3 60,3 60,3 | 24 32 37 57 | 25 33 37 57 | 62 68 73 102 | 61,9 61,9 61,9 61,9 | 62,5 62,5 62,5 62,5 | 52,5 52,5 * * | 17 17 17 17 | 19,0 19,0 19,0 25,4 | 4 8 8 8 | 2,7 4,1 5,4 11,3 |
| 65 (2½) | 150 300 600 900/1500 | 180 190 190 245 | 139,7 149,2 149,2 190,5 | 20,7 23,9 28,6 41,3 | 90 100 100 124 | 73,0 73,0 73,0 73,0 | 27 37 41 64 | 29 38 41 64 | 68 75 79 105 | 74,6 74,6 74,6 74,6 | 75,4 75,4 75,4 75,4 | 62,7 62,7 * * | 19 19 19 19 | 19,0 22,2 22,2 28,6 | 4 8 8 8 | 3,6 5,4 8,2 16,3 |
| 80 (3) | 150 300 600 900 1500 | 190 210 210 240 265 | 152,4 168,3 168,3 190,5 103,2 | 22,3 27,0 31,8 38,1 47,7 | 108 117 117 127 133 | 88,9 88,9 88,9 88,9 88,9 | 29 41 46 54 | 30 43 46 54 73 | 68 48 83 102 117 | 90,7 90,7 90,7 90,7 | 91,4 91,4 91,4 91,4 91,4 | 77,9 77,9 * * * | 21 21 21 — — | 19,0 22,2 22,2 25,4 31,7 | 4 8 8 8 8 | 4,5 6,8 10,4 14,5 14,5 |
| 100 (4) | 150 300 600 900 1500 | 230 255 275 290 310 | 190,5 200,0 215,9 235,0 241,3 | 22,3 30,2 38,1 44,5 54,0 | 135 146 152 159 162 | 114,3 114,3 114,3 114,3 114,3 | 32 46 54 70 | 32 44 49 33 48 | 70 79 86 75 84 | 116,1 116,1 116,1 116,1 | 104,1 104,1 104,1 116,8 116,8 | 102,3 102,3 * * * | — — — — | 19,0 22,2 25,4 31,7 34,9 | 8 8 8 8 8 | 6,8 11,3 19,1 23,2 23,2 |
| 125 (5) | 150 300 600 900 1500 | 255 280 330 350 375 | 215,9 235,0 266,7 279,4 292,1 | 22,3 33,4 44,5 50,8 73,1 | 164 178 189 190 197 | 141,3 141,3 141,3 141,3 141,3 | 35 49 60 79 | 54 70 90 36 51 | 102 114 124 87 97 | 143,8 143,8 143,8 143,8 | 116,8 116,8 116,8 144,4 144,4 | 128,2 128,2 * * * | — — — — | 22,2 22,2 28,6 34,9 41,3 | 8 8 8 8 8 | 8,6 14,5 30,9 39,0 39,0 |
| 150 (6) | 150 300 600 900 1500 | 280 320 355 380 395 | 241,3 269,9 292,1 317,5 317,5 | 23,9 35,0 47,7 55,6 82,6 | 192 206 222 235 229 | 168,3 168,3 168,3 168,3 168,3 | 38 51 67 86 | 60 79 105 40 52 | 114 127 156 87 97 | 170,7 170,7 170,7 170,7 | 144,4 144,4 144,4 171,4 171,4 | 154,1 154,1 * * * | — — — — | 22,2 22,2 28,6 31,7 38,1 | 8 12 12 12 12 | 10,9 19,0 37,0 50,0 50,0 |
| 200 (8) | 150 300 600 900 | 345 380 420 470 | 298,5 330,2 349,2 393,7 | 27,0 39,7 55,6 63,5 | 246 260 273 298 | 219,1 219,1 219,1 219,1 | 43 60 76 102 | 67 86 119 44 | 117 140 156 100 | 221,5 221,5 221,5 221,5 | 171,4 171,4 171,4 222,2 | 202,7 202,7 * * | — — — — | 22,2 25,4 31,7 38,1 | 8 12 12 12 | 17,7 30,5 53,0 85,0 |
| 250 (10) | 150 300 600 900 | 405 445 510 545 | 362,0 387,4 431,8 469,9 | 28,6 46,1 63,5 69,9 | 305 321 343 368 | 273,0 273,0 273,0 273,0 | 48 65 86 108 | 62 76 114 49 | 110 133 162 100 | 276,2 276,2 276,2 276,2 | 222,2 222,2 222,2 277,4 | 254,6 254,6 * * | — — — — | 25,4 28,6 34,9 38,1 | 12 16 16 16 | 23,6 41,5 86,0 122,0 |
| 300 (12) | 150 300 600 900 | 485 520 560 610 | 431,8 450,8 489,0 533,4 | 30,2 49,3 66,7 79,4 | 365 375 400 419 | 323,8 323,8 323,8 323,8 | 54 71 92 117 | 95 111 127 56 | 116 152 184 113 | 327,0 327,0 327,0 327,0 | 277,4 277,4 277,4 328,2 | 304,8 304,8 ** ** | — — — — | 25,4 31,7 34,9 38,1 | 12 16 20 20 | 36,3 62,5 103,0 269,0 |
| 350 (14) | 150 300 600 900 | 535 585 605 640 | 476,3 514,4 527,0 558,8 | 33,4 52,4 69,9 85,8 | 400 425 432 451 | 355,6 355,6 355,6 355,6 | 56 75 94 130 | 79 111 127 156 | 125 141 165 213 | 359,2 359,2 359,2 359,2 | 360,2 360,2 360,2 360,2 | * * * * | — — — — | 28,6 31,7 38,1 41,3 | 12 20 20 20 | 46,3 84,5 158,0 255,0 |
| 400 (16) | 150 300 600 900 | 595 650 685 705 | 539,8 571,5 603,2 616,0 | 35,0 55,6 76,2 88,9 | 457 483 495 508 | 406,4 406,4 406,4 406,4 | 62 81 106 133 | 87 121 140 165 | 125 144 178 216 | 410,5 410,5 410,5 410,5 | 411,2 411,2 411,2 411,2 | * * * * | — — — — | 28,6 34,9 41,3 44,4 | 16 20 20 20 | 57,7 111,5 218,0 311,0 |
| 450 (18) | 150 300 600 900 | 635 710 745 785 | 577,9 628,6 654,0 685,8 | 38,1 58,8 82,6 101,6 | 505 533 546 565 | 457,0 457,0 457,0 457,0 | 67 87 117 152 | 97 130 152 190 | 138 157 184 229 | 461,8 461,8 461,8 461,8 | 462,3 462,3 462,3 462,3 | * * * * | — — — — | 31,7 34,9 44,4 50,8 | 16 24 20 20 | 63,6 138,0 252,0 419,0 |
| 500 (20) | 150 300 600 900 | 700 775 815 855 | 635,0 685,8 723,9 749,3 | 41,3 62,0 88,9 108,0 | 559 587 610 622 | 508,0 508,0 508,0 508,0 | 71 94 127 159 | 103 140 165 210 | 143 160 190 248 | 513,1 513,1 513,1 513,1 | 514,4 514,4 514,4 514,4 | * * * * | — — — — | 31,7 34,9 44,4 54,0 | 20 24 24 20 | 91,0 172,0 313,0 528,0 |
| 600 (24) | 150 300 600 900 | 815 915 940 1040 | 749,3 812,8 838,2 901,7 | 46,1 68,3 101,6 139,7 | 663 702 718 749 | 610,0 610,0 610,0 610,0 | 81 105 140 203 | 111 152 184 267 | 151 167 203 292 | 616,0 616,0 616,0 616,0 | 616,0 616,0 616,0 616,0 | * * * * | — — — — | 34,9 41,3 50,8 66,7 | 20 24 24 20 | 118,0 247,0 444,0 957,0 |
* Pentru flanșele de sudură cap la cap, diametrul gâtului este aproximativ același cu diametrul exterior al țevii.
** Fabricat la cerere specială.
*** Conversia în kg / cm2 se obține prin împărțirea la factorul de conversie k ~ 15.
Conexiuni de flanșă izolatoare
Astfel, nu absoarbe simultan umezeala și evită trecerea curentului electric prin conductă. Uneori garniturile sunt realizate și din plastic fluoroplastic sau vinilic. IFS conține, de asemenea, tiranți, bucșe din poliamidă, șaibe și piulițe. Datorită acestor dispozitive, flanșele sunt trase împreună și fixate în această poziție. Comandați doar producția noastră de flanșe.
În general, o conexiune cu flanșă izolatoare este un atașament puternic a două elemente ale conductei. O garnitură izolatoare electrică joacă un rol important în aceasta, ceea ce face posibilă excluderea pătrunderii curentului electric în conductă. În medie, rezistența unei conexiuni cu flanșă izolantă este de cel puțin 1000 ohmi.
Caracteristicile procesului de asamblare a unei conexiuni cu flanșă
O conexiune cu flanșă este un punct slab și vulnerabil în conductă.
Distorsionarea planurilor în timpul instalării inelelor poate duce la formarea de defecte, o încălcare a etanșeității ansamblului și, în cele din urmă, poate crea o situație de urgență pe linie.
Prin urmare, atunci când asamblați conexiunile cu flanșă, este important să vă asigurați:
- perpendicularitatea inelului pe conducta principală;
- coincidența axelor găurilor de șuruburi în raport cu axa de simetrie.
Perpendicularitatea ansamblului conexiunilor de flanșă este controlată folosind un pătrat special de control și o sondă. Absența deplasării axelor găurilor este dezvăluită de nivel și linia plumbului. Abaterea admisibilă de la perpendicularitatea inelului în raport cu conducta nu trebuie să depășească 0,2 mm la 100 mm din diametrul conductei. Decalajul axei găurilor flanșei în raport cu axa de simetrie a conductei principale ar trebui să fie mai mic de 1 mm cu un diametru al găurilor de șurub de 18-25 mm și nu mai mult de 2 mm cu un diametru de până la 41 mm.