Hur man gör ett rör av tenn - gör det själv tennrör
Hembyggare försöker hitta de mest budgetalternativen för att lösa problem. Därför är frågan om hur man gör ett rör av tenn med egna händer relevant för många amatörhantverkare. När allt kommer omkring kan en hemgjord rörformad produkt av tenn jämföras ganska med hängrännor eller höljen som ligger i hyllorna i specialbutiker.

Därför måste du lära dig mer om processen att göra ett tennrör, som har egenskaper som fabriksprodukter.




Funktioner i källmaterialet
Innan du börjar göra ett rör av en metallplåt bör du bekanta dig med det material som röret kommer att tillverkas av och dess egenskaper. Till att börja med är det värt att säga att det här är produkter av valsningstyp, med andra ord är tenn ett stålplåt som har passerat rullarna i ett valsverk och har en tjocklek på 0,1-0,7 mm.
Förutom rullande operationer innebär tillverkningstekniken för tennplåt behandling av färdiga valsade produkter från bildandet av korrosionsprocesser. För detta appliceras ett materialskikt på stålet efter valsning, vilket inte utsätts för korrosion.

Resultatet av de utförda åtgärderna är en stålplåt, vars bredd kan variera från 512 till 1000 mm, med krom- eller zinkbeläggning. Den färdiga produkten är plast, så tenn kan enkelt hanteras. I detta fall kan de valsade förstyvningarna jämföras i styrka med stålprodukter. Detta möjliggör användning av plåt vid tillverkning av produkter med komplex design.
Typer av utslagsplatser
Det är bättre att klassificera produkter efter den typ av material de är tillverkade av. Även det alternativa alternativet - installationsmetoden, i överväldigande fall baseras på detta.

Metall-tee för förstärkta plaströr
Du kan också kombinera de två sorteringsmetoderna för att få en översikt över utbudet av dessa kontakter:
| Metallisk | Dessa inkluderar följande beslag:
Oftast är tees gjorda av gjutning, för vilka de använder:
Mycket sällan kan dessa vara svetsade element. Vi kan säga att den största fördelen med metallprodukter är deras höga hållfasthet. |
| Plast | Alla produkter, inklusive spännhylsa och svetsbeslag, är tillverkade av PVC och polyeten. Men separat är det nödvändigt att överväga tees av PVC-avloppsrör av plast, installerade i ett uttag eller på lim.Den största fördelen med polymerbeslag för avlopp är fullständig inertitet mot miljön och pumpade ämnen, vilket gör att de kan fungera i upp till ett halvt sekel. |
| Sammansatt | Dessa inkluderar beslag för rör av lågtryckspolyeten utrustad med hylsor av brons eller stål. Sådana beslag hjälper till att sammankoppla rörledningar gjorda av metall och polymerer. T-skjortan har en gänga på sidan av metallhylsan, på sidan av polymerkrymp- eller svetsaggregatet. Detta gör det möjligt att inkludera instrument, såsom tryckmätare, i systemet. |

Det ser ut som en hopfällbar tee för metallpolymerrör
Ytterligare sätt
Det finns också en annan populär klassificeringsmetod som tar hänsyn till tee: s arbetsdimensioner:
- kontrollpunkter;
- gängad;
- genomsnittlig diameter.
Men det beror på rörledningarnas diameter och motsvarande standarder.Ämnet är ganska omfattande, så det kommer inte att beröras i vår artikel.

T-shirt för PVC-rör av tryck typ
Installation
Nedan kommer vi att överväga de allmänna rekommendationerna för processen vid installation av beslag på tryck- eller icke-tryckledningar, som har en viss uppsättning regler. Annars blir resultatet av ditt arbete katastrofalt inte bara för dig utan även för dina grannar på nedervåningen.
Använd därför följande riktlinjer:
- I avloppssystem med tryck är det tillåtet att använda beslag med rät vinkel, i icke-tryck är det bättre att begränsa dig till böjningar vid 45.
- Vid montering av ett fritt flödesnätverk på uttag rekommenderas instruktionen att korrekt orientera anslutningselementen... I detta fall bör hylsan riktas mot vätskeavloppet, dvs. flödet måste först möta det och sedan den släta rörledningen, annars kan lederna läcka. Om vi talar om avlopp blir det väldigt obehagligt.

Bilden visar hur man skapar en tee från ett rör själv

- När du fäster tee på limet, välj rörets position i förhållande till kopplingen inom de två första sekunderna efter att du har justerat dem... Rör eller vrid inte enheten efter detta, och om du inte är säker på dina möjligheter, använd guiderna.
Tips: när du ansluter en polymer-tee med ett polymerrör med dina egna händer, markera djupet på dess insättning på den sista. Annars kan du blockera vätskans åtkomst till enheten.
- När du monterar en metallrörledning förbereder du material för skrapor och gängade ändar... I det här fallet rekommenderas det inte att spara fum-tejp, vars pris är obetydligt, och använd alltid en låsmutter efter att ha lindat flera varv av tätningen mellan den och änden av beslaget innan du drar åt den.
- Installera avtagbara anslutningar, inklusive spännhylsa och gängade, på väl tillgängliga platser.
Tips: Använd svets- eller pressbeslag (som en sista utväg) när du installerar plast- eller metallrörskydd i svåråtkomliga områden.
Avloppsnät
Tack vare moderna material har installationen av avloppssystem blivit mycket bekvämare och enklare. Kläder för avloppsrör av plast förenklar så mycket som möjligt uppgiften att göra något systemprojekt i privata hus i olika våningar. Samtidigt behöver du inte använda komplex utrustning eller specialverktyg.

Avloppsrör av plast
I det här fallet används 3 typer av tees som utför sina speciella funktioner:
- För att ansluta vertikala stigare med horisontella rörledningar används alternativ med vinklar på 87 ° eller 90 °.
- När du skapar horisontella grenar används produkter med en vinkel på 45 °.
- En koppling med ett extra hål för reparationsarbete kallas revision. Det tredje hålet skruvas på med ett speciellt lock som ger tillgång till rörledningen.
Erfarenheten visar att detta är tillräckligt för att skapa avloppsnätverk av vilken komplexitet som helst i ett privat hus. Därför bör du alltid lita på den här typen av anslutning.
Nödvändiga verktyg
Listan över verktyg och anordningar som är nödvändiga för att göra galvaniserade skorstensrör med egna händer beror på tennens egenskaper, särskilt mjukhet och plasticitet. Bearbetning av denna typ av material kräver inte särskilda ansträngningar som är nödvändiga för att arbeta med arkmaterial.
Följaktligen krävs vid tillverkningen av tennrör för en skorsten:
- Sax för skärning av metall. Detta verktyg hjälper till att enkelt skära arkmaterialet i önskade bitar, eftersom den största arktjockleken når 0,7 mm.
- Hammare med mjukt huvud. Du kan också använda en träklubba, klubba eller stålverktyg med ett mjukt gummigrepp.Det senare alternativet används dock mycket noggrant eller tas inte alls, eftersom det kan orsaka deformation av ett tunt tennark och förstöra hela arbetet.
- Tång. Med hjälp av detta verktyg löser de frågan hur man böjer ett rör av tenn, eftersom det är stål, även om det är tunt, därför är det omöjligt att böja det med händerna.
- Slöjdbänk. Denna enhet är nödvändig vid skärning av material och vid märkning.
- Kalibreringselement. Det kan vara en rörformig produkt med en diameter på mer än 10 centimeter, samt ett hörn med kanter på 7,5 centimeter. Dessa element måste vara ordentligt fixerade, eftersom nitning av rumpfogen kommer att utföras på deras yta.
Förutom dessa verktyg bör du förbereda en linjal eller måttband och en markör, som är en stålstav med en skarp kant.
Förberedande steg
Först appliceras markeringar på tennarket, längs vilket den halvfärdiga produkten skärs. Med andra ord skärs den nödvändiga delen från en viss metallplåt, från vilken konturen för det framtida röret kommer att bildas. Märkningsprocessen utförs enligt följande: arket läggs ut på en arbetsbänk och ett segment lika med rörets längd mäts från överkanten. Här görs ett märke av en markör.

Sedan, med hjälp av en fyrkant, dras en linje längs detta märke vinkelrätt mot sidokanten. Nu längs denna linje rörets omkrets, detsamma görs längs överkanten. Samtidigt tillsätts cirka 1,5 cm längs båda kanterna för att bilda sammanfogningskanterna. Övre och nedre märkena är anslutna och arbetsstycket skärs ut.
För att bestämma omkretsen kan du använda ett måttband eller så kan du komma ihåg skolans geometri-kurs.
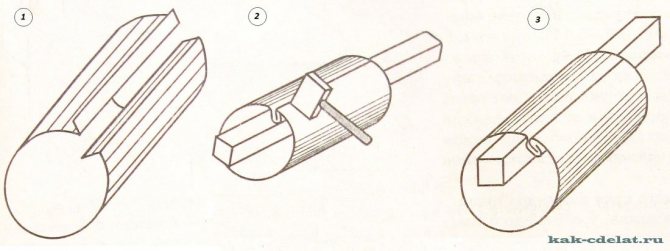
Hur man gör en rörkropp av tenn
Syftet med detta steg är att bilda rörets profil. En linje dras längs arbetsstyckets längd längst ner och upp längs vilken veckarna kommer att böjas. I detta fall mäts 5 mm på ena sidan och 10 mm på den andra. Vikningarna måste böjas i en vinkel på 90 0. För att göra detta läggs arbetsstycket på ett stålhörn och riktar viklinjen mot hörnet. Slå kanten med en klubba och böj den till den vinkelräta sidan av hörnet.
Det rekommenderas att böja produkten gradvis och passera med en hammare längs hela dess längd. I det här fallet kan du börja böja med tång.

Nu vid vikningen, vars storlek är 10 mm, görs ytterligare en vikning för att bilda ett slags bokstaven G. Vid vikningen av vikningen måste du se till att den övre vikningen är parallell med arbetsstycket, och dess längd är 5 millimeter. Därför, när du ritar en vikningslinje, mät på ena sidan 0,5 cm en gång och på den andra sidan - två gånger 0,5 cm vardera.
Steg VII. Skydd av galvaniserad ränna från repor och korrosion
Huvudfienden för galvaniserade rännor och avlopp är grenar och skräp som faller på taket med vinden och tvättas ner i rännan av regn. Sådana kan repa även den mest resistenta polymerbeläggningen (och mycket värre utan den alls), och därför är det bättre att skydda hela systemet så mycket som möjligt.
Den enklaste metoden är galler, som tillverkas idag i standardparametrar: slitsade, perforerade, rostfria stål, plast, galvaniserade, mässing och gjutjärn. De måste fästas med en spärr eller med skruvar och muttrar. Det är viktigt att gallerets överyta förblir 25 mm under takbeläggningens yta så att regnvatten kan rinna väl in i rännan.
I sin tur kommer korgen också att hantera problemet. Vatten rinner genom rännorna och korgen har den största smutsen, såsom löv och grenar. Denna korg är lätt att ta bort och rengöra, vilket är dess fördel. Ett sådant modernt element i avloppssystemet, som en sandfälla, är också utformat för samma som ett stormvatteninlopp, men behåller samtidigt finare smuts och sand.
Här är ett bra exempel på hur du skyddar en galvaniserad ränna från skräp:

Bearbetar sömmen
Det sista steget handlar om att bearbeta ramsömmen, det vill säga krympa den. För att göra detta fälls den övre delen av det L-formade vecket ner och sveper in kanten på den andra vikningen. Resultatet bör vara en slags smörgås vinkelrätt mot röret. För att få en stumsvets måste du pressa smörgåsen mot produkten.

För ökad tillförlitlighet förstärks ramsömmen med nitar. Gör-det-själv-rör gjorda av tenn med denna föreningsmetod behöver dock inte förstärkas ytterligare.
Hur man gör ett rör av tenn - gör det själv tennrör
Hembyggare försöker hitta de mest budgetalternativen för att lösa problem. Därför är frågan om hur man gör ett rör av tenn med egna händer relevant för många amatörhantverkare. När allt kommer omkring kan en hemgjord rörformad produkt av tenn jämföras ganska med hängrännor eller höljen som ligger i hyllorna i specialbutiker.
Därför måste du lära dig mer om processen att göra ett tennrör, som har egenskaper som fabriksprodukter.
Instruktioner för att göra ett tennrör för ventilation med ett lock med egna händer
Att göra ett rör av ett järnark betyder att följa en sekvens av åtgärder. Arbetet består av enkla steg. För det första sker förberedelse, som består av att göra markeringar av delar och skära ut ämnen.
På scenen för att forma strukturen skapas ett cirkulärt tvärsnittselement. Vid anslutning krävs att elementen fixeras till en produkt.
Adapter för anslutning av rör av plåt
Du kan göra en markering och en blank i flera steg:
- Arket läggs på ytan utan sömmar. En golvbeläggning eller arbetsbänk är lämplig för detta.
- Ett segment markeras från den övre kanten, som är lika stor som den framtida motorvägen. Märkning görs med en markeringsenhet. Tillverkning sker också.
- En linje dras genom märket. I det här fallet används en kvadrat.
- Från linjen markeras segmentets bredd, vilket är lika med rörets sektion. Till det resulterande värdet, lägg till 15 mm per fog.
- De resulterande markeringarna ansluts och arbetsstycket skärs.
När du gör en markering är det värt att överväga produktens mått. Bredden är storleken på diametern plus en och en halv extra centimeter. Arbetsstyckets längd måste vara större än konstruktionens raka sektion.
Gör-det-själv tennarbete görs enligt följande:
- Vikarna är böjda mot arkytan i rät vinkel. Först görs en linjemarkering för dem. klubba. Arket placeras på kanten av bordet med en nedstigning till önskad längd och böjningen görs med en gummihammare. Arbetet utförs längs hela produktens längd.
- Ett rör av tenn med egna händer föreslår en annan böjning på vecket. I det här fallet utförs markeringen.
- Ett runt element används för att konstruera röret. På den är galvaniserad plåt, som har en rundad form. I detta fall är de böjda rörändarna anslutna.
Böjningar är gjorda så att klubban passar exakt på hörnytan. Slagarna görs exakta och tydliga, men inte starka, annars kommer sömmen att platta ut.
Produktionen av tennprodukter slutförs genom att gå med. I det här fallet kombineras kanterna och
sömmen är fäst. I det här fallet böjer sig det horisontella avsnittet och täcker kanten. Den utskjutande sömmen böjs mot ytan med en klubba. Viken är gjord på sidan av det L-formade vecket. Om du gör något annat kommer vattnet att tränga in i det.
Gör-det-själv-tennprodukter måste anslutas. Kanterna är fästa med nitar i aluminium eller stål.
- Nitthål görs var tredje centimeter.
- Kanterna är vikta mot varandra.
- Arbetsstycket fälls tillbaka så att kanterna är på utsidan av strukturen.
- Kanterna är monterade med nitar.
För att underlätta anslutningen av strukturen bör elementet i den breda sidan vara något utsvängt. För att säkerställa styvhet vid produktens kanter. Korrekt märkning bidrar till att enkelt dockas med andra element, till och med fabriksproduktion.
Liknande produkter används för takrännor, ventilationssystem och skorstensstrukturer.
Funktioner i källmaterialet
Innan du börjar göra ett rör av en metallplåt bör du bekanta dig med det material som röret kommer att tillverkas av och dess egenskaper. Till att börja med är det värt att säga att det här är produkter av valsningstyp, med andra ord är tenn ett stålplåt som har passerat rullarna i ett valsverk och har en tjocklek på 0,1-0,7 mm.
Förutom rullande operationer innebär tillverkningstekniken för tennplåt behandling av färdiga valsade produkter från bildandet av korrosionsprocesser. För detta appliceras ett materialskikt på stålet efter valsning, vilket inte utsätts för korrosion.
Resultatet av de utförda åtgärderna är en stålplåt, vars bredd kan variera från 512 till 1000 mm, med krom- eller zinkbeläggning. Den färdiga produkten är plast, så tenn kan enkelt hanteras. I detta fall kan de valsade förstyvningarna jämföras i styrka med stålprodukter. Detta möjliggör användning av plåt vid tillverkning av produkter med komplex design.
Materialegenskaper
Galvaniserade strukturer är gjorda av plåt. Materialet är valsat stålplåt med en tjocklek av 0,1 - 0,7 mm.
Produkter av komplexa former är gjorda av ett mjukt material
Tillverkningen av ark sker på rullande maskiner, men de produkter som erhålls på detta sätt behöver ytterligare skydd. Därför är det täckt med ett material som är korrosionsbeständigt. I slutändan får konsumenter en stålplåt med en bredd på 512-1000 mm, som har en mikronbeläggning med krom, tenn eller zink.
Produkten kännetecknas av plasticitet, vilket möjliggör manuell bearbetning av plåt. Dessutom, om förstyvningar rullas på materialet, är det inte sämre i styrka än motsvarigheter i stål. Av dessa skäl används tenn vid tillverkning av produkter med komplexa former.
Nödvändiga verktyg
Listan över verktyg och anordningar som är nödvändiga för att göra galvaniserade skorstensrör med egna händer beror på tennens egenskaper, särskilt mjukhet och plasticitet. Bearbetning av denna typ av material kräver inte särskilda ansträngningar som är nödvändiga för att arbeta med arkmaterial.
Följaktligen krävs vid tillverkningen av tennrör för en skorsten:
- Sax för skärning av metall. Detta verktyg hjälper till att enkelt skära arkmaterialet i önskade bitar, eftersom den största arktjockleken når 0,7 mm.
- Hammare med mjukt huvud. Du kan också använda en träklubba, klubba eller stålverktyg med ett mjukt gummigrepp. Det senare alternativet används dock mycket noggrant eller tas inte alls, eftersom det kan orsaka deformation av ett tunt tennark och förstöra hela arbetet.
- Tång. Med hjälp av detta verktyg löser de frågan hur man böjer ett rör av tenn, eftersom det är stål, även om det är tunt, därför är det omöjligt att böja det med händerna.
- Slöjdbänk. Denna enhet är nödvändig vid skärning av material och vid märkning.
- Kalibreringselement. Det kan vara en rörformig produkt med en diameter på mer än 10 centimeter, samt ett hörn med kanter på 7,5 centimeter. Dessa element måste vara ordentligt fixerade, eftersom nitning av rumpfogen kommer att utföras på deras yta.
Förutom dessa verktyg bör du förbereda en linjal eller måttband och en markör, som är en stålstav med en skarp kant.
Installation av galvaniserade rökrör
När de säljer ett kit för ett rökavgassystem bifogar de flesta tillverkare detaljerade installationsanvisningar med egna händer. Det är inte svårt att montera strukturen själv, det räcker att ta hänsyn till några av de funktioner som är välkända för proffs:
- Det är nödvändigt att ansluta skorstenselementen med rör-till-rör-metoden, med början från konstruktionens nedre segment.
- För att rengöra galvaniserade skorstenar är det nödvändigt att tillhandahålla flera inspektionsbrunnar.
- För att säkerställa maximal motståndskraft mot vindbelastningen, monteras väggfästen för installation varannan gång.
- Vid passage av golvplattor och tak installeras en skorstensgenomgång.
Installationen utförs i enlighet med befintliga brandregler och SNiP.
Regler för utomhus- och inomhusrörsarrangemang

Hur och vad ska man isolera en galvaniserad skorsten
Om du oberoende isolerar skorstensröret av galvaniserat stål från kondensat kan du minska kostnaden för strukturen med 1,5-2 gånger. För att slutföra arbetet behöver du följande:
- Värmeisolering - icke-brännbar mineralisolering med låg fuktabsorption används. Materialtjockleken är inte mindre än 5 mm.
- Skyddande skikt - toppen av mineralisoleringen är täckt med foliematerial. Skikten fixeras med sticktråd eller klämmor.
Förberedande steg
Först appliceras markeringar på tennarket, längs vilket den halvfärdiga produkten skärs. Med andra ord skärs den nödvändiga delen från en viss metallplåt, från vilken konturen för det framtida röret kommer att bildas. Märkningsprocessen utförs enligt följande: arket läggs ut på en arbetsbänk och ett segment lika med rörets längd mäts från överkanten. Här görs ett märke av en markör.
Sedan, med hjälp av en fyrkant, dras en linje längs detta märke vinkelrätt mot sidokanten. Nu längs denna linje rörets omkrets, detsamma görs längs överkanten. Samtidigt tillsätts cirka 1,5 cm längs båda kanterna för att bilda sammanfogningskanterna. Övre och nedre märkena är anslutna och arbetsstycket skärs ut.
Hur man gör en rörkropp av tenn
Syftet med detta steg är att bilda rörets profil. En linje dras längs arbetsstyckets längd längst ner och upp längs vilken veckarna kommer att böjas. I detta fall mäts 5 mm på ena sidan och 10 mm på den andra. Vikningarna måste böjas i en vinkel på 90 0. För att göra detta läggs arbetsstycket på ett stålhörn och riktar viklinjen mot hörnet. Slå kanten med en klubba och böj den till den vinkelräta sidan av hörnet.
Det rekommenderas att böja produkten gradvis och passera med en hammare längs hela dess längd. I det här fallet kan du börja böja med tång.
Nu vid vikningen, vars storlek är 10 mm, görs ytterligare en vikning för att bilda ett slags bokstaven G. Vid vikningen av vikningen måste du se till att den övre vikningen är parallell med arbetsstycket, och dess längd är 5 millimeter. Därför, när du ritar en vikningslinje, mät på ena sidan 0,5 cm en gång och på den andra sidan - två gånger 0,5 cm vardera.
Efter att formningen av veckarna har slutförts kan du fortsätta till bildandet av rörkroppen. För detta placeras ett tomt ark på ett kalibreringselement och knackas med en klubba eller annat lämpligt verktyg för att erhålla en profil av en viss form. Arbetsstycket tar först en U-form och blir sedan rund. I det här fallet måste vikningarna förenas.
Hur man gör ett galvaniserat rör med egna händer: steg för steg instruktioner, beräkning enligt schemat och ritning
God dag, kära gäst!
Det första galvaniserade arket rullade av monteringslinjen för en av de brittiska fabrikerna 1867. Det var sant att metallen var täckt uteslutande med guld och silver. Men före första världskriget togs produktionen av delar med ett skyddande zinklager i drift, och sedan dess har de varit otroligt populära.
Detta är inte förvånande - zink förlänger järns liv 20-30 gånger. Produkter gjorda av galvaniserat stål är hållbara, ger inte efter för rost och beter sig i vardagen inte sämre än rostfritt stål, även om de är mycket billigare.
I dagens artikel föreslår jag att ägna mer uppmärksamhet åt detta blygsamma material och berätta hur man gör ett galvaniserat rör med egna händer.
Fördelarna och nackdelarna med ett sådant rör
Galvanisering är främst stål, ett material som har många obestridliga fördelar.
Dessa inkluderar:
- Styrka;
- Förmåga att motstå höga temperaturer;
- Utmärkt värmeledningsförmåga;
- Låg kostnad jämfört med andra material.
Men utan en skyddande beläggning är järnmetall mottaglig för korrosion, rostar snabbt och blir oanvändbar. Förzinkning löste framgångsrikt detta problem. Och trots att galvaniserade rör och stålrör har samma form har en galvaniserad produkt ett antal fördelar.
Ytterligare fördelar med en galvaniserad produkt:
- Korrosionsbeständighet, förmåga att motstå negativ miljöpåverkan;
- Förlängd livslängd
- Ökad styrka
- Brett driftstemperaturområde
- Hög motståndskraft mot mekanisk spänning;
- Galvaniserat rör tål högt inre och yttre tryck;
- Enkelhet och enkel installation;
- Högt motstånd mot eld;
- Zink dödar alla patogena mikroorganismer;
- Galvanisering är praktiskt taget inte sämre i kvalitet än låglegerat rostfritt stål, men det kostar en storleksordning billigare.
Men som alla tekniska lösningar är galvaniserade järnrör inte idealiska.
Nackdelar med produkten:
- Inte en mycket attraktiv design;
- Dyrt jämfört med konventionellt stål;
- Zink komplicerar svetsprocessen;
- Till skillnad från plast, i närvaro av utsprång på väggarna, är det nästan omöjligt att säkerställa en smidig övergång i en struktur gjord av galvaniserade rör.
Gör det själv eller beställ
Vad är bättre, köp ett galvaniserat ark av erforderlig tjocklek och böj röret själv, eller gå till affären och köp en färdig produkt?
Urvalstips
Som vanligt, låt oss börja med priset. Ett färdigt rör med en diameter på 100 mm och en längd på 3 meter kostar oss cirka 500 rubel. Kostnaden för materialet är i detta fall 150 rubel, resten är arbetskraftskostnader och säljarens marginal.
Och om du planerar att organisera ett helt dräneringssystem? Du kan själv se att du måste betala för mycket 2,5–3 gånger för färdiga produkter. Självtillverkade rör minskar den ekonomiska bördan avsevärt.
Dessutom har fabriksprodukter strikt definierade dimensioner, och ibland är det svårt att hitta rätt till ditt system. Och tjockleken på det färdiga röret överstiger vanligtvis inte 1 mm.
Det är absolut nödvändigt att komma ihåg att alla fabriksprodukter, i motsats till en hemgjord, genomgår strikt kvalitetskontroll, har en perfekt rund yta och svetsens noggrannhet.
Huruvida en hantverkare kommer att kunna säkerställa att alla dessa villkor är uppfyllda är långt ifrån ett faktum.
Vilket material att välja
Om det beslutades att göra en del på egen hand, bör du börja med att välja ett material, i vårt fall, ett galvaniserat ark med önskad tjocklek.
Materialegenskaper
Fabrikszinkbelagt stålplåt måste uppfylla GOST 14918-80. De viktigaste egenskaperna som du bör vara uppmärksam på när du väljer:
De vanligaste galvaniseringstjocklekarna är från 0,35 till 3 mm. Ju tunnare arket, desto lättare är det att bearbeta, vilket är viktigt för att göra produkter hemma. Men glöm inte - mindre tjocklek - mindre styrka.
- Tjocklek av zinkbeläggning
Det finns tre klasser av material, i enlighet med zinkskiktets tjocklek. Låt oss sammanfatta uppgifterna i en tabell för enkelhets skull.
| Stålklass efter zinkskiktets tjocklek | Massan av det skyddande skiktet som finns tillgängligt på båda sidor (g) | Beläggningstjocklek (μm) |
| P (ökad) | 570 — 855 | 40-60 |
| Jag | 258-570 | 18-40 |
| II | 142.5-258 | 10-18 |
GOST tillåter vissa avvikelser i tjocklek och förekomst av vissa defekter
Märkning:
- НР - normal tjockleksskillnad;
- UR - minskad tjockleksvariation.
Alternativ för arkets utseende:
- KR - Med kristalliseringsmönster (vissa sprickor och mörkare);
- MT - inga mönster.
En viktig egenskap för tillverkning av rör är metallplåtens förmåga att rita:
- H - normal huva;
- G - djupdragning;
- VG - mycket djup ritning.
Stålmärkning VG har den högsta duktiliteten, H - motsvarande den lägsta.
Vad du behöver för att arbeta
Efter att du har köpt ett ark med nödvändiga egenskaper bör du fylla i den nödvändiga inventeringen.
Nödvändiga verktyg:
- Sax för metall. Välj ett praktiskt verktyg för att skära en bred metallplåt;
- Handhammare (aka hammer) med gummi- eller träspets. Klubban ska vara fast, tung men fri från skarpa kanter;
- Stålrörstång för att bilda rörkroppen ("pistol"). Dess längd är minst 1 meter, dess diameter beror på den färdiga produktens önskade diameter;
- Linjal;
- Markeringsverktyg för galvanisering (skarp metallstav);
- Arbetsbänk. I hörnet av arbetsbordsbordet ska det finnas ett metallhörn, minst 1 m långt. Den kommer att användas för att böja kanterna på röret, så det måste fixeras mycket säkert;
- Tång.
Storleksberäkning
Standardförzinkad plåt är antingen 1000 × 2000 mm eller 1250 × 2500 mm, även om andra skärningar kan hittas.
Arbetsstyckets bredd beräknas med formeln:
L (omkrets, det är arbetsstyckets bredd) = 2 * 3,14 * R (R är den önskade radien för röret, mm).
Således, för tillverkning av ett rör med en diameter av 100 mm, ett arbetsstycke med en bredd av
2 × 3,14 × 50 mm = 314 mm.
Lägg till 15 mm böjning till den resulterande slutlängden och få önskad storlek för att skära -300 mm.
En viktig punkt - arbetsstyckets bredd - värdet är inte konstant. Å ena sidan är det 330 mm, å andra sidan 340 (för ett rör med en diameter på 100 mm). Detta görs för att underlätta efterföljande installation av rör med varandra eller med andra element i systemet.
Ritning och diagram
Fikon. 1. Mönster på ett ark för ett rör med en diameter på 100 mm.
Vikformationsschemat är som följer:
Fikon. 2
Klipp ut arbetsstycket
Efter beräkning av erforderliga dimensioner skärs tomt för den framtida produkten ut. För detta:
- Ett tennplåt läggs ut på en horisontell yta, märkningen appliceras i raka linjer, helt i enlighet med storleken på den halvfärdiga produkten.
För ett rör med en diameter på 100 mm, längs arkets ena kant, mäts segment på 340 och 330 mm efter varandra (se figur 1). Samma segment, men i motsatt ordning, är markerade på motsatt sida. Alla vinkelräta linjer bör ritas med en kvadrat.
Glöm inte att lägga till 15-20 mm i produktens bredd för vikningen!
- Formen skärs i rektanglar enligt ritningen.
Profilbildning
De resulterande rektangulära ämnena måste "förvandlas" till ett rör. För att göra detta kommer vi att forma dess profil.
Stadier av att bilda en profil:
- Två linjer dras längs hela arbetsstyckets längd, med ett indrag på 5 mm från ena kanten och 10 mm från den andra. Dessa linjer är gränserna för vikböjningen.
I vårt fall betyder en söm eller sömlås typen av rörkanterna;
- Böj kanterna längs den markerade linjen, strikt i en vinkel på 900. Använd ett metallhörn för detta och rikta viklinjen mot hörnet. Vi börjar med tång, fortsätter med en klubba;
- Vi passerar med en hammare längs hela längden och bildar gradvis den framtida sömmen;
- Vid en vikning på 10 mm bred gör vi ytterligare en vikning i form av bokstaven G. Bredden på den övre stången är 5 mm, placeringen är strikt parallell med arbetsstycket;
- Efter att vikningarna har formats, gå till rörkroppen. Vi lägger ämnet på kanonen och använder en hammare för att ge arket en rund form.
Butt svetsning bearbetning
Det sista steget är bearbetning (krympning) av ramsömmen.För att göra detta, böj den övre delen av den L-formade vikningen nedåt och lind den motsatta kanten runt den. Resultatet är ett veck av flera metallskikt som måste pressas mot röret i hela dess längd.
På fabriken ges sömmen ytterligare specialstyrka med speciella metallnitar.
För handgjorda föremål krävs ingen ytterligare bearbetning.
tillverkning
Kolla in användbara relaterade videor.
Rörtillverkning:
Planinskärning av ett rör:
Expertråd
För att underlätta anslutningen av det färdiga röret med andra element i systemet är det nödvändigt att göra ett uttag i slutet av produkten.
Hur man gör ett uttag på ett galvaniserat metallrör
Klockan är en teknisk förlängning som är utformad för att underlätta montering av kommunikationselement med varandra och insättning i planet. Hylsan på det färdiga röret är gjord längs en bred kant genom att kanta ut kanten till ett djup av 15-20 mm. På fabriken används ett specialverktyg för fackling - en facklande kon.
Hemma kan du expandera kanten på röret själv med hjälp av en tång. Idealiskt - installera speciella ringar på arbetsstyckets ändar - förstyvningar.
Fig. 3. Fläckande mönster:
Funktioner för att arbeta med tenn
Galvaniserat ark är ett billigt och pålitligt material. Dess huvudsakliga funktion är dess lilla tjocklek (oftast används ett ark med en tjocklek på 0,3 till 1 mm hemma) och plasticitet. Tack vare dess mjukhet är det bekvämt att arbeta med galvanisering och det blir inte svårt för ens en nybörjare plåtmästare att tillverka den önskade produkten på egen hand.
Samtidigt, trots stålets mjukhet, är den erhållna sömmen mycket tillförlitlig och klarar av betydande mekanisk belastning.
Slutsats
Användningsområdet för galvaniserade rör är omfattande. De används för dränering, skorsten, ventilationssystem, så förmågan att självständigt göra delar kommer definitivt inte att vara överflödig.
Personligen tycker jag att oavsett färdighet du lär dig alltid är användbar. Det är därför jag väntar på dig i vår grupp och våra samhällen. Lektioner, träningsvideor, expertråd - allt finns där. Gå med!
(2 5,00 av 5) Laddar ...
Källa: https://vseotrube.ru/materialy/metallicheskie/kak-sdelat-trubu-iz-otsinkovki
Bearbetar sömmen
Det sista steget handlar om att bearbeta ramsömmen, det vill säga krympa den. För att göra detta fälls den övre delen av det L-formade vecket ner och sveper in kanten på den andra vikningen. Resultatet bör vara en slags smörgås vinkelrätt mot röret. För att få en stumsvets måste du pressa smörgåsen mot produkten.
För ökad tillförlitlighet förstärks ändfogen med nitar. Gör-det-själv-rör gjorda av tenn med denna föreningsmetod behöver dock inte förstärkas ytterligare.
Hur man gör ett galvaniserat rör med egna händer?
Du kan fritt köpa galvaniserade rör, men kostnaden för sådana produkter är ganska hög, så önskan att göra ett galvaniserat rör med egna händer dikteras först och främst av ekonomiska överväganden.
Samtidigt kräver tillverkning av galvaniserade rör inte särskilda ansträngningar, speciella dyra armaturer och verktyg och någon form av professionell kunskap, så alla hantverkare kan klara detta, i vars arsenal det finns en uppsättning standard snickeri verktyg.
Rammonteringsprocess
Efter att ha förberett alla delar till båten fortsätter vi till den direkta processen att montera båten från galvaniserat stål och brädor med egna händer. För att göra detta måste du göra följande:
Rekommenderad läsning: För- och nackdelar med gummibåtar med hård botten under motorn
- I fören är det nödvändigt att kombinera två sidor och ett triangulärt ämne för fören. Spikar eller självgängande skruvar kan användas som anslutningselement.Om blocket sticker ut över sidorna måste det skäras i en nivå.
- Nästa steg är att installera en tillfällig distans. Denna process måste hanteras noggrant. Så att vid böjning av sidorna inte spricker placeras distansen i en inte för stor vinkel.
- Efter installation av distansen är det nödvändigt att böja sidorna ytterligare. Ett rep eller ett par hjälpare gör tricket.
- Vi byter ut den bakre delen, justerar, tar bort den nödvändiga fasningen. Du måste passa bra för att inte lämna luckor. Allt ska passa tätt.
- Efter att ha passat, hamrar vi sidorna och såg av alla utsprång.
- När sidorna är monterade installerar vi permanenta stag medan vi tar bort de tillfälliga. Hur mycket detaljer som ska ställas in beror på ägarens preferenser.
Innan du fäster trädelarna med spikar eller självgängande skruvar är det värt att förborra hålen med en borr. Denna metod förhindrar att brädorna spricker.
Det sista steget i monteringen av träkonstruktionen kommer att fasas på sidornas nedre delar, distanser och beläggning av ett skyddande antiseptiskt skikt.
Egenskaper hos galvaniserade rör
Galvaniserade metallrör används för att utrusta skorstenar; de är populära på grund av sin lätta vikt och följaktligen enkel installation. Galvaniserade skorstenar kräver inte konstruktion av en fundament och detta minskar avsevärt kostnaden för skorstensutrustning.

Sådana rör uppfyller brandsäkerhetsstandarder och tål temperaturer upp till 900 °, så de kan även användas för rökutsug från värmepannor och spisar för fast bränsle.
Galvaniserade rör i hemmakonstruktioner används också för att utrusta takrännor. Sådana rör är redan ganska överkomliga när det gäller kostnader, men samtidigt kan processen göras ännu billigare genom att använda handgjorda produkter.
Kan galvaniserade rör användas för en skorsten
Zinkbelagda skorstenar används under vissa förhållanden.
När zink värms upp till 419 ° börjar det frigöra ämnen som är skadliga för människor. Därför rekommenderas det att installera böjningar av detta material i avgassystem där temperaturen inte överstiger 350 ° C

Enligt reglerna från ministeriet för nödsituationer från 2009 är användningen av metallrökavskiljningsmedel för koleldade spisar förbjuden.
Dessutom kommer ett enväggigt galvaniserat utlopp att brinna ut efter en eller två säsonger. I praktiken används den som ytterhölje i dubbelväggiga strukturer med isolering.
Vad du behöver för att göra ett galvaniserat rör
Hemma, för att göra ett galvaniserat rör, behöver du ett tennark, materialet kräver inte användning av speciella ansträngningar på grund av dess mjukhet och smidighet.
Tenn tillverkas industriellt av tunn stålplåt med en tjocklek på 0,1 till 0,7 mm på rullande maskiner, varefter de täcks av ett korrosionsskyddande skikt av krom, tenn eller zink. Slutligen skärs arbetsstyckena till standardstorlekar, med en bredd på 512 mm till 2000 mm.

Styrkan hos sådana produkter är på intet sätt sämre än motsvarigheter i stål, speciellt om materialet har ytterligare förstyvningar, men samtidigt är det mycket plastiskt och låter dig manuellt montera rörledningar med komplex form. Korrosionsskyddande beläggning skyddar röret från den yttre miljön.
Problemet med sådana rör är otillräcklig böjhållfasthet, därför införs förstyvningar i strukturen för tillverkning av öppna delar för att stärka produkten.
- ett brett utbud av sådana rör i olika storlekar presenteras i butiker: enkrets;
- dubbel krets (tillverkad i form av en smörgås och bestående av ett inre och yttre rör);
- korrugerad, kännetecknad av ökad flexibilitet.
Notera! Hemma är det tekniskt möjligt att bara göra ett rör med en krets.
När du väljer en plåttjocklek bör rörets syfte beaktas. Till exempel måste ett galvaniserat rör för rökgasavlägsnande från fasta bränsleugnar och eldstäder ha ökat motstånd mot höga temperaturer och samtidigt höga korrosionsskyddande egenskaper.
Det är viktigt! Ju högre arbetsmediets temperatur, desto tjockare måste rörväggarna vara.
Verktyg
För arbete behövs specialverktyg för att böja, mäta böjningsvinkeln korrekt och skär röret till önskad längd.
Typer av avgasrör av galvaniserat järn
Konsumenten erbjuds enkelväggiga och dubbelväggiga galvaniserade rör. För att underlätta installationen tillverkar tillverkarna alla nödvändiga komponenter: utslagsplatser, inspektionskanaler och kondensfällor. Ett standardutbud av diametrar stöds. Det kommer att vara ganska problematiskt att beställa ett rör eller adaptrar av icke-standardstorlekar från fabriken.
För att välja det nödvändiga materialet för rökavgassystemet måste du ta hänsyn till de tekniska egenskaperna, materialets motståndskraft mot utbrändhet och effekterna av en sur miljö, samt de grundläggande funktionerna.
Galvaniserade skorstensrör
Dubbel kretsisolerade skorstensrör av galvaniserad plåt finns i två versioner:
- Sandwichrör - en struktur där de inre och yttre lagren är gjorda av galvaniserad metall. Konstruktionen minskar produktionen av kondensat men tål inte betydande värme. Deformation inträffar när det inre skiktet värms upp till 500 ° C.
- Modulära skorstenar av syrafast rostfritt stål med utvändig isolering och galvaniserat skal. En sådan anordning minskar kostnaden för strukturen avsevärt och förlänger livslängden nästan två gånger.
Rörets inre skikt ska vara gjord av metall med en tjocklek på 1 mm, för det yttre skiktet räcker det med 0,5 mm.
Galvaniserade enväggiga skorstenar
Den galvaniserade skorstenen brinner snabbt ut i följande fall:
- Det finns ingen isolering.
- Felaktigt vald rörtjocklek.
- Bristande efterlevnad eller avbrott i produktionsprocessen. Galvanisering är tillverkad av kolstål enligt GOST 14918-80.
Om alla dessa villkor är uppfyllda kan ett galvaniserat rör i ett lager arbeta upp till tio år.
Instruktioner för tillverkning av galvaniserade rör
Först och främst måste du markera järnplåten, applicera vikbara viklinjer på ena sidan med en storlek på 5 mm, på den andra två gånger 5 mm vardera, vikningen på ena sidan ska vara bredare än den andra för att bilda en stark söm i framtiden. Böj arket i 90 ° vinkel på båda sidor med hjälp av ett hörn och tång.

Det är viktigt! Böj formen gradvis och rör dig från en kant till en annan längs viklinjen.
När du vrider arbetsstycket bildas veck, justeras vinkeln till 135-140 °, knackar på kanterna på burken med en klubba eller en hammare med en mjuk anslagare för att inte skada produktens material. Efter vikningen kan du fortsätta till själva rörledningen.
Fäst arbetsstycket i storleksmallen för att forma det och knacka på det igen tills veckarna kommer ihop.
Den breda kanten böjs åter parallellt med produktens plan i en vinkel på 90 °.
Det sista steget är att förena ändarna tillsammans med en plan söm med en klubba.
Rikta in veckarna, böj den andra vikens horisontella del, linda den första vikningen med den och böj sedan sömmen och tryck den tätt mot rörets plan.
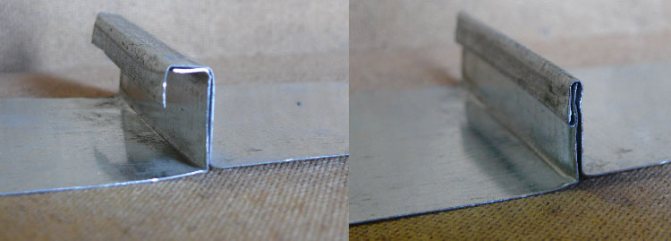
Du kan dessutom förstärka fogen med metallnitar med hjälp av en svetsmaskin, men oftast galvaniserade rör som är anslutna med en plan söm behöver inte ytterligare förstärkning.










