Tappning är processen att bearbeta ett hål eller en stång i en del som använder ett specialiserat gängverktyg för att producera en yttre eller inre skruvgänga som består av utsprång och alternerande spiralspår.
Kapning sker på bultar, muttrar och rör som används i delade rörsystem och andra strukturella detaljer. Om rörledningen installeras manuellt från rör där det inte finns någon tråd, är det viktigt för dig att förstå hur du kan klippa en tråd på en produkt med egna händer. Huvudegenskaperna för varje tråd är dess djup, stigning, profilvinkel, profil, genomsnitt, ytter- och innerdiameter.
Nödvändig trådinformation
En trådprofil är en tvärsnittsfigur nära en sväng. Beroende på denna indikator skiljer sig triangulär och rektangulär, trapetsformad och så vidare. Triangulär används uteslutande för installation av ett sanitetssystem och dess element.
Dessutom är tråden separerad från typen av vändningens riktning till höger och vänster.
Beroende på trådens syfte finns fästanordningar och speciella trådar. Speciella kallas rektangulära och fäst trekantiga. Triangulärt fick namnet fästelement, eftersom det bara skärs på konstruktionsfästelementen: muttrar, skruvar, bultar. Trådens stigning är avståndet mellan toppar och bottnar av intilliggande trådar.
Profilvinkeln är den vinkel som bildas av varvets skärande sidor (ansikten).
Avståndet från början till slutet av tråden kallas dess djup.
Den yttre diametern är avståndet mellan punkterna på trådens båda sidor som ligger mittemot varandra. Den inre diametern är avståndet mellan baserna på motsatta sidor. Avståndet mellan toppen och botten på motsatt sida kallas för medeldiametern.
Enligt måttesystemet är den triangulära trådtypen metrisk och tum. Metriska trådar har formen av liksidiga trianglar i toppen med en vinkel på 60 grader. Denna typ används i instrumentering och maskinteknik. Sektionens innerdiameter och skruvens yttre storlek med metriska typer beräknas i millimeter, medan stigningen kan beräknas i millimeter och dess fraktioner.
I profilen ser tumversionen exakt ut som den metriska versionen, men toppvinkeln är 55 grader. Den beräknas i tum och skiljer sig från den metriska vyn i ett annat steg.
Tumsortimentet används vid montering av sanitära delar. Den är uppdelad i rör och fixering. Dessa två typer skiljer sig från varandra genom att fästet har en förstorad stigning, vilket garanterar en pålitlig anslutning av strukturen och används för att skära muttrar, bultar, stavar och hål. Tubular används vid anslutning av rör. Det är mindre än fästet eftersom dess djup begränsas av tjockleken på rörväggen. Rörgängans densitet är betydligt högre än fästgängan på grund av de många trådarna per tum av produktlängden.
Det kommer ta
- Klupp för önskad rördiameter.
- Justerbar skiftnyckel (gas).
Klupp är ett gängverktyg, till exempel ett munstycke, bara detta är ett munstycke med en styrkjol. Den måste köpas från en VVS-butik. Det finns ingen brist på dem, så du hittar dem utan problem, inte ens i byn.
I det här fallet presenteras den kinesiska versionen, vilket är ganska bra.
Relaterad artikel: Hur man lappar ett hål i en gipsvägg
Det finns en sådan sak i regionen 200-500 rubel. Allt beror på diametern och marginalen. Löpande modeller för diametrar 1/2, 3/4 tum och tum som i min version.
Du kan be rörmokarna om den sovjetiska motsvarigheten, om det finns en sådan möjlighet. Då är det i allmänhet gratis för dig.
Utvändig trådning
Utvändiga gängor på stavar, bultar och skruvar skärs manuellt med matriser. De är uppdelade beroende på enheten i runda, prismatiska, solida, glidande. Den prismatiska tråden har ett par identiska halvor som är fästa i en ramformad form med handtag. På ett par yttre sidor av dessa formar är prismatiska spår placerade som är avsedda för prismatiska utsprång av dynan.
Skjutformar är placerade i munstycket så att siffrorna på dess sektioner är motsatta samma nummer på ramen. Annars skadas produkten. De är fästa med envisa skruvar. Mellan stoppskruven och munstycket installeras en stålplåtsmällare så att enheten inte spricker när den trycks in med skruven.
Det runda munstycket fästs i lätthållaren med två och fyra stoppskruvar. Med hjälp av den glidande typen kan du klippa trådar om det finns omärkliga avvikelser i stångens diameter, vilket är oacceptabelt när du skär med massiva runda formar. Med en mindre diameter på stången skärs en ofullständig tråd och med en större diameter en jämn.


Tråduppsättning för rör och regler för dess användning
Perfekt för hemmabruk, detta är en rörtrådssats. Klupp är en moderniserad matris som har en speciell guide och spärr. Verktygen i satsen kan vara olika, till exempel:
- Glidande
... Som regel består de av fräsar, vars avstånd kan justeras. Låter dig klippa trådar i flera steg, exakt och effektivt. - Monolitisk
... Verktyget har en cylindrisk form med ett inre hål och är installerat i en ramhållare. Låter dig göra en tråd i ett steg.
Beroende på rörets diameter och trådens riktning (höger, vänster) väljs en borr. Vidare är arbetsprocessen som följer:
- klupp är installerat i spärren;
- olja appliceras på skärdelen;
- en guide är installerad på rörets kant;
- spärren snurrar och gör en tråd;
- under processen behandlas kanterna och röret med olja.

Ett exempel på gängning med en form presenteras i videon:
Intern gängning
Den inre tråden skärs oberoende av varandra genom att använda kranar i drivrutinen. Kranen har en inloppsdel (dess ände), som är nödvändig för skärning, en mätdel (mitt) som används för styrning vid skärning av ett hål och storlek, och en svans, med ett fyrkantigt huvud i sektion, för att hålla kranen i kragen vid skärning.
När du byter från underdimensionerad till full metrisk eller fäst tum, används en kranuppsättning som innehåller tre kranar av olika djup.
Instrumentkomposition
Klupp är en speciell gänganordning utrustad med flera uppsättningar skärande radiella matriser. De har olika diametrar som passar en viss avlopp eller vattenrör.
Förutom klupp behöver du:
- uppsättning kranar för kapning av inre gängor;
- gasnyckel eller skruvstäd för att fixera röret;
- maskinolja eller någon annan;
- slipmaskin för bearbetning av metall med en kapad skiva.
Notera! När du arbetar med en kvarn måste du skydda dina ögon och händer med speciella glasögon och handskar.

Grundläggande trådplatser
Anslutningen av rör för tillförsel av gas eller vätskor görs på ett sådant sätt att rörgängor av cylindrisk form skärs eller rullas i sina ändar. Rörändarna är fästa vid varandra med hjälp av anslutningselement.
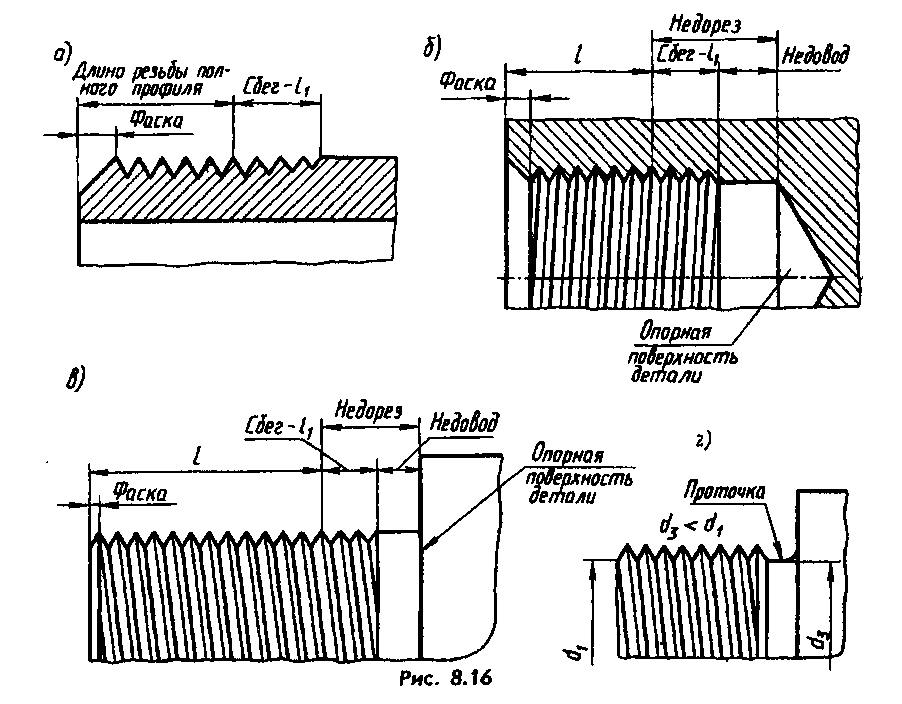
Vid anslutning av rör för vatten eller gas används en kort och lång cylindrisk gänga. De två sista svängarna kallas fly. Den bildas på grund av formen på formen, där de första svängarna försänks. Tack vare flykten kan kopplingen fastna på röret, vilket garanterar tillförlitligheten hos anslutningens tätning med tätningsmaterialet.

Längden på den korta typen bör vara något mindre än hälften av hylsans längd. Sedan bör det finnas ett mellanrum på 2-3 millimeter mellan ändarna på strukturerna som ska anslutas, vilket får stoppa kopplingen under körningen. För icke-pluggbara anslutningar med kopplingar används kortversionen. En sådan anslutning kan kopplas bort från en installerad rörledning enbart genom skärning av rörprodukterna.
För att separera de monterade rören utan att skära dem används en skrapor. Den innehåller en hylsa, låsmuttrar och en lång gänga, som måste vara dimensionerade så att låsmuttrarna och hylsan enkelt kan skruvas fast på ytan när du ansluter. Måtten på de korta och långa trådarna varierar beroende på rörens storlek.
För att inte använda överflödig metall används ofta rör med tunna väggar i värmesystem och gasförsörjningssystem, eftersom deras yttre sektionsdiameter är nästan densamma som den inre, till skillnad från vattenledningar rullas vanligtvis ett rör på röret, med den maximalt tillåtna väggtjockleken bör sådana rör inte vara mindre än vid skärning av rörgängor på gas- och vattenrör.


Carving verktyg
Först och främst måste du fylla på alla nödvändiga verktyg. Det finns en speciell elektrisk enhet till salu, men när du köper den, bör du ta hänsyn till verktygets mått. Det är svårt för en enhet med stor storlek att klippa trådar på ett rör nära en vägg.
Det bästa alternativet är att göra jobbet manuellt. För att kunna klippa en tråd på ett rör nära väggen behöver du följande verktyg:
- Formhållare;
- Två dör;
- Tätningssmörjmedel (fett, maskinolja);
- Fil eller kvarn.
Gängan på röret nära väggen ska vara sådan att muttern kan tas bort utan problem. I vissa fall täcker människor monteringsfogen med en färgämne. Detta rekommenderas inte. Speciellt för dessa ändamål finns det smörjmedel och ångband. Vad är tätningar för? De förhindrar läckage. Med dem kommer åtdragning och borttagning av muttern utan problem.

Instruktioner
Ingen speciell kunskap krävs för att gänga ett rör nära en vägg. Allt arbete utförs enligt standardschemat. I vissa fall är det nödvändigt att urholka väggen något så att du kan klippa trådarna utan större ansträngning.
Stäng av stigaren innan du börjar arbeta. Sedan skärs strukturen av och lämnar området för gängning. Var försiktig när du skär av röret. Se till att snittet är jämnt. Detta gör det snabbare och lättare att fixera plattan. Om snittet inte är mycket slätt kan du använda ett slipskiva för att ge den nödvändig konsistens.

För att skära en tråd på en struktur nära väggen måste du använda en form. Avfasningen på skäret hjälper till att göra den första svängen enklare. Innan arbete rekommenderas rekommenderas att belägga matrisen och röret nära väggen med fett. Sedan sätts formen på strukturen. För att skära produkten utförs noggranna rotationsrörelser: 2 varv framåt och 1,5 varv i motsatt riktning. Försök att göra jobbet mycket noggrant.

För tillförlitlig fixering krävs att du utför 7 varv, vilket totalt är 10 millimeter. Se till att plattan går fram korrekt. Dess rörelse ska vara jämn, långsam och exakt. Rycka inte.
Att klippa en tråd på ett rör med stor diameter, belägen nära en vägg, är en mycket svår uppgift, särskilt för en lekman. I detta fall kan formen ersättas med en form. I butiker hittar du hand- och elverktyg. Den manuella versionen är billigare, men det är lättare att arbeta med en elektrisk matris. Valet är ditt.

När du utför arbete är det viktigt att noggrant säkra strukturen. Det är bra om du inte är ensam om att göra detta. Om strukturen har två skrapor rekommenderas att du köper en kran eller ett specialverktyg för att göra svängar för hand för att svänga.
Relaterad artikel: Hur man fixerar isolering på en tegelvägg
Det rekommenderas att belägga svängarna med fett innan du arbetar med kranen. Du kan använda ister som det. Om inget tätningsfett finns tillgängligt kan fumtejp användas. För kranen krävs en silikonpackning. Så jobbet är klart. Detta är dock inte allt. Det är nödvändigt att kontrollera strukturen för tillförlitlighet och kvalitet, för att genomföra en inspektion. Efter en visuell inspektion rekommenderas att öppna vattnet och se om strukturen läcker. Om allt går bra är jobbet gjort.
DIY-trådutrustning
På rör med små arbetsvolymer kan gör-det-själv-yttre gängor skäras med hjälp av rörpluggar med hjälp av icke-glidande eller glidande matriser.

Ursprungligen kläms röret fast i en klämma, rörets ände rengörs från skalan med en fil, varefter den skurna delen smörjs med sulfofresol eller torkolja.
Ett specialverktyg är installerat på röret - klupp, som har skjutformar, och med mjuka slag på frontplattans handtag med en hammare eller klubba, förs styrformar nära röret, sedan fixas allt med bultar. Baserat på risken för frontplattan installeras dessutom skärformar. Sedan börjar verktyget att rotera medurs samtidigt som det trycker på det.
I rörformens kropp finns det på den ena sidan fyra hål för skärformen och på den andra sidan finns det tre hål för styrformen. Skärstyrningsformarna odlas och frontplattorna förs samman som fästs på kroppen med klämringar. I planen intill kroppen har frontplattorna spiralspår, i vilka tapparna på matrisen tränger in. Om du vrider på frontplattan, börjar stiften att glida längs spiralspåren och matriserna kommer närmare (om du vrider frontplattan åt vänster) eller avviker gradvis (om du vrider frontplattan åt höger). Vid en tidpunkt då matriserna redan är monterade i önskat läge, skyddas frontplattan med klämbultar.
Rörformar är gjorda med ett par uppsättningar skärformar: för gängning av rör med en storlek på 20 eller 15 mm och för skärning av rör med en diameter på 25, 38, 32 och 50 millimeter.
För rörformar används radiella dubbelsidiga eller radiella ensidiga matriser. Formar tillverkas i 4 exemplar per förpackning. Var och en har en beteckning med storlek och serienummer från en till fyra. Motsvarande siffror finns vid varje spår på kluppkroppens kropp. Röret har utbytbara hylsor för olika rördiametrar, placerade i styrflänsen och fäst med skruvar. Den senare fästs med skruvar på kroppen, där motsvarande plattnummer är installerade.
Rörkopplingar har fördelen med den högsta kvaliteten på den resulterande gängan på produkterna och strukturell hållfasthet. Nackdelen med denna utrustning är dess stora vikt och behovet av allvarlig vård.
När du skär en 50 mm gänga är det nödvändigt att ordna om styrremsorna genom att vrida dem 180 grader och sedan med kortsidan inuti munstycket.





Skivutveckling
Rörens gängningssekvens består av följande steg:
- De rengör den önskade delen av röret från rost, andra oegentligheter och färgdroppar av rörets ytterdiameter.
- Den erforderliga delen av röret smörjes rikligt med maskinolja eller sulfofresol, på grund av vilken belastningen på handtaget under skärning blir mycket mindre. Samma sak kan göras för matriser.
- Fäst röret säkert i ett skruvstycke. Tillsammans med detta bör änden på röret som skjuter ut för skärning inte vara mer än 5–8 av dess diameter, annars garanteras inte skärprecisionen. Formar med styrhylsa eller formplattor kräver inte sådana begränsningar.
- Röret är förberett för skärning, för vilket ändamål en ingående kon med en höjd av minst hälften av formens höjd erhålls med en fil i slutet. Vid denna tidpunkt bildas en löpande gänga, om detta är kritiskt, kan det sedan tas bort med en bågfil för metall.
- En matris eller klupp planteras och de vrider kraftigt ratten och får den önskade gängade sektionen. uppmanas att inte glömma att längden på den kapade delen av tråden ska vara ett par varv längre än den som krävs. För att vara säker är det möjligt att köra matrisen över skärområdet några gånger.
Så om du börjar följa de rekommendationer och instruktioner som föreslås i artikeln kan du snabbt och ordentligt klippa trådar på röret. Har du några frågor om ämnet? Ställ sedan frågor genom att skriva en kommentar till artikeln.
Klupps av Mayevskys teknik för gängning på rör
Utrustning som Mayevskys klupp används ofta. Denna enhet har tvådelad splitform. En separat del av matriserna motsvarar en specifik rörstorlek. Matriserna, beroende på antalet som anges i uttaget och på matriserna, monteras i husuttaget med skruvar enligt riskerna markerade på matriserna av önskad storlek och på huset. Ett ihållande lock som är fäst med skruvar placeras på matriserna.

Klupp Mayevsky - utseende
Denna utrustning tillverkas i två storlekar: för gängning med en diameter på 15 och 20 millimeter och för gängor med en bredd på 25 och 32 millimeter.
En sådan anordning har följande fördelar: låg vikt, enkel konstruktion och dess underhåll, förmågan att snabbt byta matriser.
Hur man tränger ett rör nära en vägg
Ofta måste gängningen göras på plats, med rörledningarna förankrade i ett stycke till vatten- eller värmesystemet. På svåråtkomliga platser är det omöjligt att trä en tråd på en rörledning installerad nära väggen med en matris med en ratt. För sådana ändamål måste du använda en gänganordning som en spärrform. Med sin hjälp förenklas gängningsprocessen flera gånger.

Den manuella gängningsproceduren utförs enligt följande:
- Ett munstycke med motsvarande diameter är fixerat i klupphållaren, varefter du kan gå vidare till själva proceduren.
- Rörytan rengörs - arbetsområdet.
- Området som ska klippas måste rengöras tills en metallisk glans uppträder.
- En fasning är gjord i en vinkel på 45-60 grader.
- Materialet smörjs med litol eller solidol.
- En skiftnyckel placeras på rörets arbetsområde.
- Måttliga fram- och återgående rotationer av verktyget utförs.
Som med en form, och när du arbetar med en form, måste du göra en halv sväng bakåt efter varje ny tråd för att ta bort metallkanten. För att underlätta gängningsprocessen kan du använda en elektrisk skärmaskin, men det är rationellt att bara köpa ett sådant verktyg om du behöver använda det dagligen.
På rör kan du klippa inte bara utvändiga utan också invändiga gängor, för vilka kranar används. Behovet av att få en tråd på den inre delen av rörledningen uppstår dock endast i sällsynta fall. Att känna till egenskaperna hos självgängning kommer det aldrig att finnas problem med installationen av vattenförsörjnings- och värmesystem.