Ang mga pipeline na gawa sa mga elemento ng polyethylene ay unti-unting pinapalitan ang karaniwang mga tubo ng metal. Ang plastik ay maraming makabuluhang kalamangan kaysa sa metal. Ang hinang ng mga polyethylene pipes ay isang maaasahang pamamaraan ng pagsali sa mga indibidwal na bahagi. Ang natapos na tahi ay makatiis ng mabibigat na karga, matibay, at lumalaban sa kahalumigmigan.
Welding ng mga polyethylene pipes
Mga tampok sa pag-install
Kapag pinapagod ang mga tubo ng HDPE, dapat tandaan na ang magkasanib na hinang ay isang piraso. Para sa paggawa ng isang matibay na magkasanib na hinang, kinakailangan na gumamit ng dalubhasang kagamitan. Sa una, pinakamahusay na subukan na gawin ang gawain sa magaspang na mga bahagi.
Kapag lumilikha ng isang koneksyon sa mga fitting ng compression, kinakailangan upang piliin ang pagpipilian upang paghiwalayin ang mga indibidwal na elemento. Ang isang magkasanib na ginawa sa mga kabit ay maaaring makatiis ng pag-load ng indibidwal na pag-init ng mainit na tubig, ngunit hindi ito dinisenyo para sa martilyo ng tubig o presyur sa industriya. Ang welding seam ay angkop para sa pagsali sa mga malalaking bahagi ng diameter.
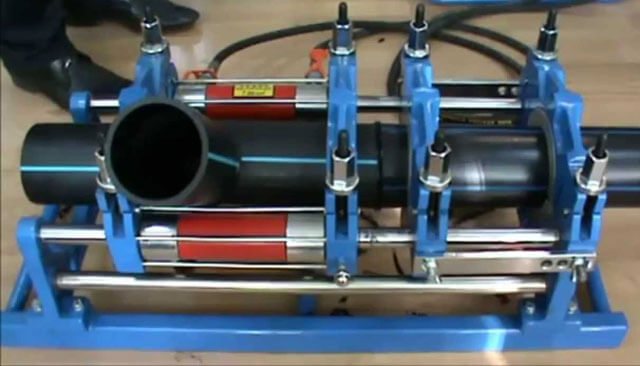
Makina ng hinang
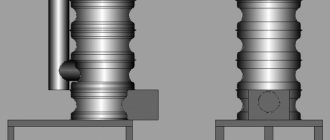
Ang aparato para sa hinang na mga tubo ng HDPE ay binubuo ng maraming mga elemento. Gumagawa ang bawat elemento ng sarili nitong pagpapaandar. Halimbawa, ang isang sentralisador ay ginagamit upang i-clamp at i-center ang mga tubo. Nilagyan ito ng dalawa o apat na clamp. Ginagamit ang eroplano upang matapos ang mga dulo. At ang welding mirror ay pinapainit ang mga tubo sa temperatura ng pagkatunaw.
Bilang karagdagan, ang aparato ay nilagyan ng isang aparato na nagbibigay-daan sa iyo upang lumikha ng kinakailangang puwersa para sa pagpindot sa tubo laban sa welding mirror, pati na rin para sa pagpindot sa dalawang mga seksyon ng tubo habang pinindot. Pinapayagan ka ng unit ng pagkontrol ng aparato na ibigay ang kinakailangang boltahe, pati na rin mapanatili ang mga parameter ng aparato sa isang tiyak na agwat.

Mga paraan ng hinang
Ang teknolohiya ng hinang na mga polyethylene pipes ay isinasagawa ng maraming mga pamamaraan. Ang bawat isa sa kanila ay may ilang mga tampok, nangangailangan ng paggamit ng iba't ibang mga uri ng mga tool, natutuyo.
Sumiklab
Para sa hinang PE pipes gamit ang socket na pamamaraan, dapat gamitin ang mga espesyal na kabit. Bilang karagdagan, kakailanganin mo ang mga sumusunod na tool:
- calibrator;
- pamutol ng tubo;
- welding machine para sa mga polymeric na materyales;
- tool sa pag-chamfer;
- isang hanay ng mga nozzles para sa pagpainit.
Mga sunud-sunod na tagubilin para sa pagsasagawa ng trabaho:
- Gupitin ang mga tubo sa laki.
- Gumamit ng isang chamfering tool upang putulin ang gilid na isasama.
- I-calibrate ang butas upang makakuha ng isang perpektong bilog.
- Linisan ang mga bumabawas na ibabaw mula sa alikabok, degrease.
- Itakda ang temperatura ng pag-init ng welding machine sa 210 degree Celsius. Pagkatapos ng pag-init sa temperatura na ito, ang tagapagpahiwatig sa aparato ay magaan.
- I-install ang handa na tubo at pagkabit sa dalawang mga nozel na naayos sa welding machine.
- Pagkatapos ng pag-init, alisin ang dalawang bahagi, ikonekta silang magkasama.
Hintaying lumamig ang kasukasuan.
Butt
Ang pamamaraan ay ginagamit para sa mga produktong hinang na may kapal na pader na lumalagpas sa 5 mm. Mga kinakailangang kagamitan, tool:
- Ang mekanismo para sa pagproseso ng mga hiwa ay isang facer.
- Ang isang aparato para sa pagkakahanay ng coaxial ng dalawang bahagi na may kaugnayan sa bawat isa - sentralisador.
- Control system para sa mga awtomatikong proseso.
- Ginamit ang welding machine para sa koneksyon sa pagtatapos.
- Magmaneho para sa pagkonekta ng mga indibidwal na elemento.
- Pagbawas ng pagsingit.
Proseso ng trabaho:
- Ayusin ang dalawang dulo ng piping sa centering frame.
- Malinis, mag-chamfer sa mga kasukasuan na isasama.
- Ang welding mirror ay nagpapainit ng dalawang bahagi ng pipeline nang sabay-sabay.
- Sa ilalim ng presyon, ang dalawang bahagi ay gaganapin hanggang sa cool.
Upang makagawa ng isang malakas na tahi, kailangan mong pamilyar ang iyong sarili sa butil ng hinang ng puwit para sa mga pipa ng polyethylene.

Welding machine para sa mga pipa ng polyethylene
Extruder
Ang mga bricking HDPE piping na may extruder ay ginagamit sa paggawa sa paggawa ng mga pipeline ng mga kumplikadong hugis. Mga sunud-sunod na tagubilin para sa pagsasagawa ng trabaho:
- Gupitin ang mga bahagi sa kinakailangang sukat, linisin ang mga ito mula sa mga burr.
- Linisin ang mga cut point mula sa dumi, i-degrease ang mga ito.
- Spot welding upang i-fasten ang mga bahagi nang magkasama.
- Weld ang magkasanib na may isang extruder.
Upang dalhin ang tahi sa isang katanggap-tanggap na form, kailangan mong maghintay para sa cool ng plastic, buhangin ito ng liha.
Mga pagkakabit ng electrofusion
Ang hinang na mga tubo ng HDPE na may mga pagkabit ng electrofusion ay itinuturing na isang mamahaling pamamaraan na nangangailangan ng pagbili ng ilang mga naubos at tool. Ang mga fittings ng electrofusion ay mga bahagi ng plastik na maraming elemento ng pag-init na naka-mount sa loob. Kapag gumagamit ng mga kabit, dapat kang gumamit ng isang espesyal na welding machine na walang segment ng pag-init.





Socket welding ng HDPE pipes

Socket hinang
Ang socket welding ay may iba't ibang pamamaraan at ibang hanay ng mga materyales. Upang maisakatuparan ang trabaho, tiyak na kakailanganin mo ng isang panghinang na bakal para sa mga pipa ng HDPE, pati na rin isang hanay ng mga nozel. Kadalasan sa mga nasabing kasukasuan, ginagamit ang karagdagang kagamitan, tulad ng mga sulok at eccentrics. Ang koneksyon ng mga dulo ng mga produkto ay isinasagawa pagkatapos ng mga kabit ay nakakabit sa kanila.
Ang gawain ay gumagamit ng isang bakal na panghinang para sa mga polypropylene pipes, na naglalaman ng maraming bahagi ng metal. Ang mga bahaging ito ay nagpainit ng mga pinagsama-samang plastik. Ang isa sa mga ito ay isang mandrel - isang espesyal na elemento na naipasok sa loob ng angkop. Ang isa, ang manggas, nagsisilbi sa mismong site.
Ang welding ng pagkabit ay nangangailangan ng espesyal na paghahanda. Kailangan mong gumawa ng isang bilang ng mga pagkilos upang makatulong na mapabuti ang kalidad ng koneksyon:
- Ang mga workpiece ay dapat na mai-trim at nakahanay nang eksakto sa tapat ng bawat isa.
- Ang mga gilid ay dapat na malinis ng mga dumi at plastik na labi.
- Ang mga tubo na hindi kasalukuyang ginagamit ay dapat na naka-plug upang maiwasan ang pagbara.
- Kinakailangan upang siyasatin ang aparato ng paghihinang para sa mga dumi o plastik na labi mula sa nakaraang trabaho. Malinis kung kinakailangan.
Matapos isagawa ang lahat ng gawaing paghahanda, maaari mong gawin ang pagpapatupad ng pamamaraang welding na ito nang may kapayapaan ng isip. Pagpapatupad ng order:
- Ang mga bahagi na sasali ay pinainit ng isang panghinang sa isang tiyak na temperatura. Karaniwan, sinusubaybayan mismo ng aparato ang temperatura na ito, na sa tamang oras ay magbibigay ng isang senyas upang ihinto ang pag-init.
- Pilit na ipinasok ang tubo sa manggas, at ang angkop ay itulak papunta sa mandrel. Medyo maraming pagsisikap ay madalas na kinakailangan upang maisagawa ang mga operasyong ito. Kinakailangan na ipasok ang mga bahagi sa lahat ng paraan.
- Ang sobrang plastik ay pipilutin at lilikha ng isang hugis-singsing na butil.
- Pagkatapos ang parehong mga bahagi ay dapat na alisin mula sa tool at mahigpit na konektado magkasama.
- Matapos ang kumpletong paglamig, maaari kang magpatuloy na gumana sa pagkonekta ng pipeline.
Mahalaga! Sa panahon ng paglamig, kinakailangan upang matiyak ang kumpletong natitirang koneksyon. Ang anumang epekto sa yugtong ito ay maaaring ikompromiso ang higpit ng koneksyon.
Ang oras ng paghihinang ay matatagpuan sa mga pamantayan kung saan ang oras na ito ay ipinahiwatig depende sa diameter ng mga bahagi.

Pagkakabit ng koneksyon
Dapat ding tandaan na kinakailangan na maglagay ng puwersa kapag kumokonekta sa tubo at umaangkop lamang hanggang sa magpahinga ang mga bahagi. Kung magpapatuloy kang mag-impluwensya, maaari mong sirain ang integridad ng koneksyon, na magdudulot ng mga negatibong kahihinatnan sa hinaharap.
Mga kasangkapan at kagamitan
Ang mga kagamitan, tool para sa trabaho ay napili depende sa kung aling paraan ng hinang ang gagamitin. Tiyaking kailangan mo ng isang pamutol ng tubo, isang mekanismo ng chamfering.Halimbawa, para sa welding ng electrofusion ng mga polyethylene pipes, kailangan ng isang espesyal na welding machine at mga bahagi ng pag-init.
Ang welding ng thermistor ng mga polyethylene pipes ay nangangailangan ng paggamit ng mga naka-embed na bahagi ng pag-init ng kuryente. Para sa paraan ng puwit, kakailanganin mo ang isang sentralisador, isang haydroliko na drive, at isang nakaharap na tool.
Butt welding ng polyethylene pipes
Para sa welding ng puwit ng mga polyethylene pipes, kinakailangan ng mga espesyal na kagamitan sa hinang. Ang pamamaraan ng koneksyon na ito ay epektibo para sa mga brazing HDPE na tubo lamang. Ang kagalingan sa maraming kaalaman ay nakasalalay sa katotohanan na pinapayagan kang mapanatili ang kakayahang umangkop ng istraktura sa buong haba nito. Ang pamamaraang ito ay maaaring magamit pareho sa isang trench at may isang bukas na pamamaraan ng pagtula ng mga tubo.

Ang paghihinang ng butt ng mga tubo ng HDPE ay ginaganap sa sumusunod na pagkakasunud-sunod:
- Pag-install ng mga dulo ng mga produktong hinang sa sentralisador ng kagamitan sa hinang.
- Pagkahanay at masikip na pag-aayos ng mga bahagi.
- Paglilinis ng mga seksyon ng pagtatapos mula sa dumi, alikabok, grasa, iba pang mga pagbara at mga layer (isinasagawa sa pamamagitan ng isang telang koton na babad sa alkohol).
- Pagproseso ng mga fragment ng pagtatapos sa pamamagitan ng isang nakaharap na aparato (pagbabawas). Isinasagawa ang proseso hanggang sa lumitaw ang mga magkakatulad na chips, na hindi hihigit sa 0.5 millimeter sa kapal.
- Inaalis ang mga workpiece at sinusuri ang mga dulo sa pamamagitan ng kamay para sa parallelism. Kung ang isang makabuluhang puwang sa pagitan ng mga ibabaw ay napansin, muling pag-trim hanggang sa makuha ang kinakailangang pagsunod.
- Ang pag-init ng mga dulo ng mga blangko na tubo na may isang elemento ng pag-init, sa ibabaw nito ay natatakpan ng isang hindi stick stick.
- Sa pag-abot sa ilang natutunaw na mga workpiece, inaalis ang elemento ng pag-init at isinasara ang mga dulo ng mga tubo na dapat na ma-welding. Ang presyon ng contact ay nadagdagan hanggang sa makamit ang isang kumpleto at matatag na pagsasara. Ang mga produkto ay dapat na itago nang ilang oras (karaniwang 5-10 minuto) hanggang sa ganap na tumigas ang magkasanib.
- Kalidad na kontrol ng hinang na istraktura. Ang hitsura ng mga welded na dulo, ang kanilang sulat sa bawat isa at ang lakas ng paghihinang ay sinusuri.
Bilang karagdagan sa mismong proseso ng hinang, mahalagang bigyang pansin ang paunang gawain na nakalista sa mga panimulang punto. Dapat silang maingat na gumanap bago mag-brazing ang mga tubo ng HDPE, dahil ang pagiging maaasahan at lakas ng pinagsamang ginawa na higit na nakasalalay dito.
Ang isang paunang kinakailangan para sa mataas na kahusayan ng pag-welding ng puwit ay ang pagpapatupad nito sa isang seam. Sa kasong ito lamang nakamit ang maximum na lakas ng welded joint, kung hindi man ay maaaring maging hindi sapat.
Mga yugto ng trabaho
Upang magwelding ng mga tubo ng HDPE gamit ang iyong sariling mga kamay sa bahay, gamitin ang pamamaraan ng pagsali sa mga bahagi sa isang pinagsamang. Mga yugto ng trabaho:
- I-crop ang mga elemento sa kinakailangang mga sukat.
- Chamfer, isentro ang dalawang bahagi.
- Alisin ang mga lungga at dumi mula sa mga bahagi upang maiugnay. Degrease ang mga ito sa alkohol.
- Painitin ang dalawang bahagi gamit ang isang plastic welder.
- Pindutin ang dalawang bahagi kasama ng iyong mga kamay.
Hintaying lumamig ang seam. Buhangin ang mga kuwintas ng plastik na may pinong papel na emery. Ang pamamaraan ng magkasanib na puwit ay nagbibigay ng kakayahang umangkop ng pipeline kasama ang buong haba nito, na itinuturing na isang plus. Kung kailangan mong gumawa ng isang tahi sa isang lugar na mahirap maabot, ipinapayong piliin ang pamamaraan ng pagkabit. Ang mga split joint ay angkop para sa paggawa ng pansamantalang piping.
Ang hinang ng mga polyethylene pipes ay itinuturing na isang maaasahang pamamaraan ng paggawa ng mga plastik na pipeline. Maraming pamamaraan ng trabaho ang nakikilala, na magkakaiba sa bawat isa sa kagamitan na ginamit, sa mga yugto ng hinang. Maaari kang gumawa ng isang malakas na koneksyon sa iyong sarili.
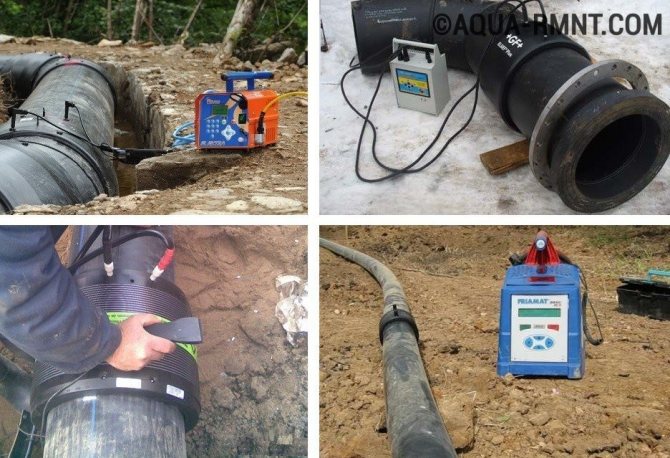
Welding ng electrofusion

Welding ng electrofusion
Ang isang espesyal na uri ng socket welding, na binubuo sa paggamit ng mga espesyal na kagamitan.Ang koneksyon na ito ay tumutulong upang makamit ang mataas na lakas at tibay ng natapos na istraktura. Ang pamamaraan ay natanto sa tulong ng mga electric coupling, na mayroon nang mga elemento ng pag-init sa loob.
Ang mga kabit na may panloob na mga elemento ng pag-init ay maaaring gamitin. Pinapainit ng mga spiral ang materyal, ginagawa itong masunurin. Pagkatapos ang dalawang bahagi ay pinagsama at ang isang maaasahang koneksyon ng monolitik ay natiyak.
Ang mga tool para sa ganitong uri ng hinang ay mas mahal, ngunit ang mga ito ay higit na mahusay na gumana. Ang paggamit ng mga manggas na electrofusion ay nagsisiguro na walang mga anular na kuwintas sa panloob na bahagi at tinitiyak ang mahusay na daanan ng tubig. Ang isa pang kalamangan ay ang pamamaraang ito ay hindi nangangailangan ng direktang paggamit ng kagamitan sa hinang. Nakakatulong ito upang maisagawa ang trabaho sa masikip na kundisyon.
Pamamaraan ng electrofusion welding:
- Ang mga bahagi na sasali ay pinuputol sa mga tamang lugar.
- Ang mga dulo ng mga produkto, pati na rin ang koryenteng pagkabit, ay nalinis ng kontaminasyon.
- Ang mga naaangkop na marka ay naiwan sa ibabaw upang matulungan matukoy ang lalim ng pagpapasok ng pagkabit.
- Sa tulong ng mga wire, ang electromagnet ay konektado sa kagamitan sa hinang.
- Sa aparato, pinindot ng master ang pindutan upang simulan ang hinang, na magsisimulang pag-init ng mga elemento.
- Sa sandaling matapos ang proseso. Ang aparato ay papatayin ang pag-init nang mag-isa.
- Pagkatapos ng halos isang oras, ang koneksyon ay ganap na mag-cool down at maaaring ilagay sa operasyon.

Mga takip sa pagtatapos
Bago simulan ang hinang, ang mga dulo ng hindi nagamit na mga tubo ay pinakamahusay na natatakpan ng mga espesyal na plugs upang maiwasan ang paglamig.
Mahalagang panatilihin ang mga bahagi sa isang matibay na posisyon sa panahon ng hinang. Maaari itong magawa gamit ang mga espesyal na may hawak o stand. Ang pangwakas na hinang ay hindi dapat mas makapal kaysa sa 0.5 kapal ng pader.
Paghahanda para sa trabaho
Bago direktang magpatuloy sa hinang, dapat isagawa ang paunang paghahanda. Ang mga yugto nito ay pareho anuman ang aling pamamaraan ang inilalapat.
Una sa lahat, kailangan mong maghanda ng isang lugar ng trabaho na may sapat na laki, na tatanggapin ang lahat ng kinakailangang kagamitan, mga tubo at mga kabit mismo (kung mayroon man). Bago simulan ang trabaho at ikonekta ang welding machine sa network, suriin ang integridad ng mga de-koryenteng kable. Sulit din na tiyakin na ang clamp at electronic sensors ay nasa maayos na pagkakasunud-sunod, ang mga trimmer blades ay pinahigpit, at ang mga liner na inihanda para sa trabaho ay tumutugma sa mga tubo sa diameter. Ang mga bahagi na nakalantad sa alitan sa panahon ng pagpapatakbo ay lubricated, at ang pampainit, nakaharap sa tool at scraper ay nalinis at nabawasan.
Ang mga tubo mismo ay naproseso din: sa mga lugar ng ipinanukalang mga kasukasuan, ang ibabaw ay nalinis. Sa gayon, posible na mapupuksa ang iba't ibang mga kontaminant na makagambala sa paglikha ng isang maaasahang koneksyon.
Welding ng puwit ng DIY
Isinasagawa ang pamamaraang ito gamit ang isang espesyal na welding machine ng pipeline. Ang proseso mismo ay ang mga sumusunod. Ang mga dulo ng mga elemento ay nalinis ng dumi at pinahid ng isang degreasing compound. Pagkatapos ay pinainit sila ng isang espesyal na elemento ng pag-init sa isang malapot na estado at konektado sa ilalim ng presyon. Pagkatapos nito, ang tahi ay dapat na cool na natural at pagkatapos lamang ay mapatakbo ang pipeline.
Gayunpaman, kapag gumaganap ng pantal na hinang, dapat mong subaybayan ang mga tulad na parameter tulad ng:
- Oras ng pag-init;
- Reflow taas ng mga dulo;
- Ang presyon sa mga ibabaw na sasalihan;
- Temperatura.
Kung sinusunod ang lahat ng mga inirekumendang parameter, ang tahi ay dapat na maging pantay na may parehong protrusion sa buong ibabaw. Ang magkasanib na pantal na welding ay isinasaalang-alang ang pangunahing paraan ng paglikha ng isang pipeline mula sa mga sangkap ng polyethylene.
Mga uri ng koneksyon sa tubo
Upang ikonekta ang anumang mga tubo sa bawat isa, pangunahing ginagamit ang mga ito:
- Koneksyon sa mekanikal
... Ang pinakamadaling paraan upang ikonekta ang mga tubo ay ang paggamit ng mga kabit.Ang mga karagdagang elemento ng pagkonekta ng iba't ibang mga pagsasaayos ay nagbibigay-daan sa pagpupulong ng iba't ibang mga system. - Hinang
... Ang mga tubo ay maaaring mai-install pareho sa pamamagitan ng walang paraan na trenchless at sa pamamagitan ng pagtula sa mga trenches pagkatapos ng pagpupulong sa ibabaw. Upang mapanatili ang kakayahang umangkop (nang walang pagkawala ng lakas) ng sistema ng supply ng tubig na gawa sa mga polyethylene pipes, ginagamit ang welding welding. Sa pagsasagawa, ginagamit ang mga sumusunod:
- puwit hinang;
- hinang electrofusion.