Yapıları desteklemek için kendi başına bir profil borusu seçen müşteri, parametrelerin ve yüklerin doğru hesaplanmasının önemini anlar. Bu yazıda, hesaplamalardan tasarruf etmeye değip değmeyeceğini anlamaya çalışacağız.
Yazın gelmesiyle birlikte şirketler, yazlık ev sahipleri, yazlık evler için inşaat sezonu başlar. Biri bir çardak, sera veya çit yapar, diğerleri çatıyı kapatır veya bir hamam inşa eder. Ve müşterinin önünde destekleyici yapılarla ilgili bir soru ortaya çıktığında, düşük maliyet ve düşük ağırlıklı eğilme mukavemeti nedeniyle seçim daha çok bir profil borusunda yapılır.
Profil borusundaki yük nedir
Diğer bir soru ise, yüke uygun bir boru satın almak için, "az kan" ile idare etmek için bir profil borusunun boyutlarının nasıl hesaplanacağıdır. Korkuluk, çit, sera imalatı için hesaplama yapmadan yapabilirsiniz. Ancak bir gölgelik, çatı, siperlik yapıyorsanız, ciddi yük hesaplamaları yapmadan yapamazsınız.
Önemli! Her malzeme dış gerilime direnir ve çelik bir istisna değildir. Profil borusu üzerindeki yük izin verilen değerleri aşmadığında, yapı bükülecek, ancak yüke dayanacaktır. Yükün ağırlığı kaldırılırsa profil orijinal konumuna geri döner. İzin verilen yük değerleri aşılırsa, boru deforme olur ve sonsuza kadar öyle kalır veya virajda kırılır.
Olumsuz sonuçları ortadan kaldırmak için, bir profil borusunu hesaplarken şunları göz önünde bulundurun:
- boyutlar ve bölüm (kare veya dikdörtgen);
- yapısal stres;
- çeliğin gücü;
- olası yük türleri.
Profil borusundaki yüklerin sınıflandırılması
SP 20.13330.2011'e göre, aşağıdaki yük türleri eylem zamanına göre ayırt edilir:
- ağırlığı ve basıncı zamanla değişmeyen sabitler (bir binanın, toprağın, vb. bölümlerinin ağırlığı);
- geçici uzun vadeli (merdiven ağırlığı, kulübedeki kazanlar, alçıpan bölmeler);
- kısa vadeli (kar ve rüzgar, insan ağırlığı, mobilya, ulaşım vb.);
- özel (depremler, patlamalar, araba darbeleri vb.).
Bir notta!
Örneğin, bir arsanın bahçesinde bir kanopi inşa ediyorsunuz ve destekleyici yapı olarak şekilli bir tüp kullanıyorsunuz. Ardından boruyu hesaplarken olası yükleri hesaba katın:
- gölgelik malzemesi;
- kar ağırlığı;
- güçlü rüzgar;
- bahçede başarısız park etme sırasında aracın destekle olası çarpışması.
Bunu yapmak için SP 20.13330.2011 "Yükler ve Etkiler" i kullanın. Profil yükünün doğru hesaplanması için gerekli haritaları ve kuralları içerir.
Profil borusuna yükleme tasarım şemaları
Boru hesaplanırken profiller üzerindeki yük türleri ve tiplerinin yanı sıra mesnet tipleri ve yük dağılımının niteliği de dikkate alınır. Hesaplayıcı, yalnızca 6 tür hesaplama şeması kullanarak hesaplama yapar.
Profil borusunda maksimum yükler
Bazı okuyucular kendilerine şu soruyu soruyorlar: "Sundurma korkuluğunu kaynaklamam gerekirse neden bu kadar karmaşık hesaplamalar yapıyorum?" Bu gibi durumlarda, nüansları dikkate alarak karmaşık hesaplamalara gerek yoktur, çünkü hazır çözümlere başvurabilirsiniz (sekme 1, 2).
| Tablo 1. Kare şekilli bir tüp için yükleme | ||||||
| Boru boyutları, mm | ||||||
| 1 metre | 2 metre | 3 metre | 4 metre | 5 metre | 6 metre | |
| 40x40x2 | 709 | 173 | 72 | 35 | 16 | 5 |
| 40x40x3 | 949 | 231 | 96 | 46 | 21 | 6 |
| 50x50x2 | 1165 | 286 | 120 | 61 | 31 | 14 |
| 50x50x3 | 1615 | 396 | 167 | 84 | 43 | 19 |
| 60x60x2 | 1714 | 422 | 180 | 93 | 50 | 26 |
| 60x60x3 | 2393 | 589 | 250 | 129 | 69 | 35 |
| 80x80x3 | 4492 | 1110 | 478 | 252 | 144 | 82 |
| 100x100x3 | 7473 | 1851 | 803 | 430 | 253 | 152 |
| 100x100x4 | 9217 | 2283 | 990 | 529 | 310 | 185 |
| 120x120x4 | 13726 | 3339 | 1484 | 801 | 478 | 296 |
| 140x140x4 | 19062 | 4736 | 2069 | 1125 | 679 | 429 |
| Tablo 2. Dikdörtgen şekilli boru için yük (daha büyük taraf için hesaplanmıştır) | ||||||
| Boru boyutları, mm | ||||||
| 1 metre | 2 metre | 3 metre | 4 metre | 5 metre | 6 metre | |
| 50x25x2 | 684 | 167 | 69 | 34 | 16 | 6 |
| 60x40x3 | 1255 | 308 | 130 | 66 | 35 | 17 |
| 80x40x2 | 1911 | 471 | 202 | 105 | 58 | 31 |
| 80x40x3 | 2672 | 658 | 281 | 146 | 81 | 43 |
| 80x60x3 | 3583 | 884 | 380 | 199 | 112 | 62 |
| 100x50x4 | 5489 | 1357 | 585 | 309 | 176 | 101 |
| 120x80x3 | 7854 | 1947 | 846 | 455 | 269 | 164 |

Bu ilginç!
Hazır hesaplamaları kullanarak, tablo 2 ve 3'ün borunun büküleceği ancak kırılmayacağı maksimum yükü gösterdiğini unutmayın. Yük kaldırıldığında (kuvvetli rüzgar durduğunda) profil orijinal durumuna geri dönecektir. Maksimum yükün 1 kg bile aşılması, yapının deformasyonuna veya tahrip olmasına neden olur, bu nedenle, sınır değerinden 2 ila 3 kat daha yüksek güvenlik marjına sahip bir boru satın alın.









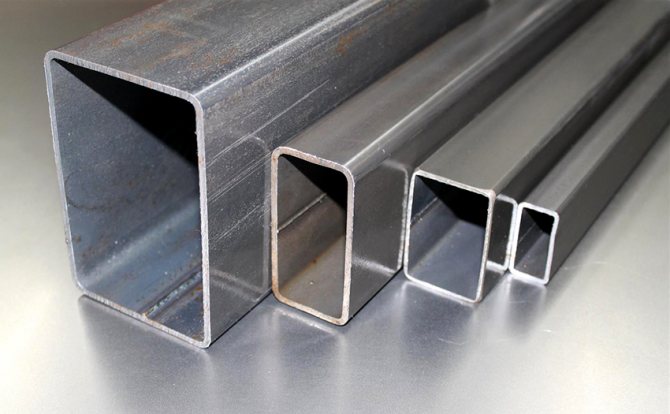
Profil borular: boyutlar ve fiyatlar, amaç ve işlevsellik
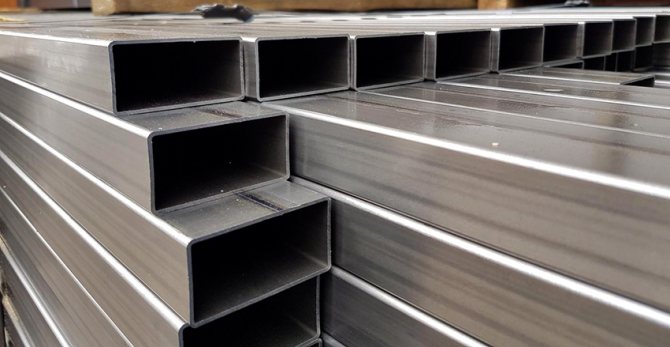
Kare borular, dış ve iç mekan kullanımı için metal yapıların üretimi ve montajı dahil olmak üzere çeşitli endüstrilerde kullanılmaktadır. Yüzey kalitesi açısından onlar için özel bir gereklilik yoktur. Sıcak haddelenmiş çelik şeritler bazında genel amaçlı bir profil üretilir, kalınlık 1.5-5 mm aralığında değişmektedir. İşlevsel özelliklere veya kullanım koşullarına göre ürünler aşağıdaki türlere göre sınıflandırılır:
- genel ve özel amaçlı metal profiller;
- petrol üretimi, gaz taşımacılığı ve jeolojik keşif için ürünler;
- delme ve muhafaza ekipmanı;
- kompresör ve pompalama ekipmanı;
- su boruları;
- kazan daireleri için ısıya dayanıklı çelik ürünler;
- kimyasal ekipman;
- büyük otoyollar;
- inşaat için takviyeli çelik destekler;
- dayanıklı çok amaçlı ürünler.
Haddelenmiş ürünlerin kullanımı makine mühendisliği ve inşaat, tarım, iletişim sistemleri ve petrol arıtımında yaygındır. Boru uzunluğu ve duvar kalınlığı dahil tüm parametreler GOST 13663-86 tarafından düzenlenir.

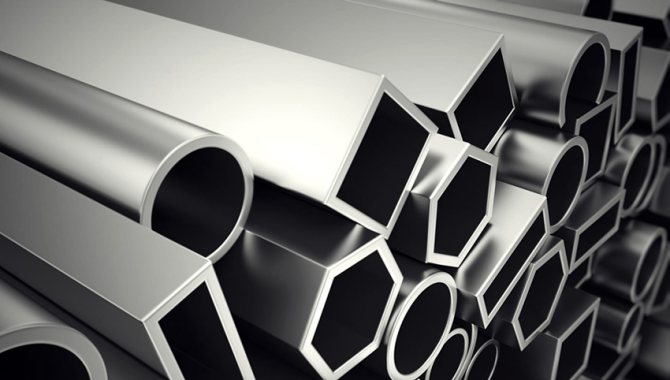
Profilli boruların kesit görünümleri


Bir profil borusundaki yükleri hesaplama yöntemleri
Profillerdeki yükleri hesaplamak için aşağıdaki yöntemler kullanılır:
- referans tabloları kullanarak yük hesaplaması;
- eğilme gerilmesi formülünün kullanımı;
- özel bir hesap makinesi kullanarak yükün belirlenmesi.
Referans Tabloları Kullanarak Yük Nasıl Hesaplanır
Bu yöntem doğrudur ve destek türlerini, profilin desteklere sabitlenmesini ve yükün yapısını hesaba katar. Referans tabloları kullanarak bir profil borusunun sapmasını hesaplamak için aşağıdaki veriler gereklidir:
- GOST 8639-82 (kare borular için) ve GOST 8645-68 (dikdörtgen borular için) tablolarından borunun (I) atalet momentinin değeri;
- aralık uzunluğu değeri (L);
- boru yük değeri (Q);
- mevcut SNiP'den esneklik modülünün değeri.
Bu değerler, desteklerin ankrajına ve yükün dağılımına bağlı olan istenen formüle ikame edilir. Yükün her tasarım modeli için sapma formülleri değiştirilir.
Bir profil borusunun maksimum bükülme gerilimi formülüne göre hesaplama
Eğilme gerilmesi hesaplaması aşağıdaki formül kullanılarak hesaplanır:
M kuvvetin eğilme momenti ve W dirençtir.
Hooke yasasına göre, elastik kuvvet, deformasyon miktarı ile doğru orantılıdır. Şimdi istenen profilin değerleri ikame edilir. Ayrıca formül, profil borusu, yük, vb. İçin çeliğin özelliklerine göre rafine edilir ve tamamlanır.
İlgileneceksiniz:
- metal yapılar üretir: Hangarlar ve prefabrike yapılar Polikarbonat ve oluklu mukavvadan yapılmış kanopiler Klasik ve dövme ızgaralar, kayar ızgaralar gibi ...
- Bir yazlık konut için bir kürk manto Çevre dostu ısı yalıtımı Düzenleme Eski taş ev ısıyı çok iyi tutmadı ve yalıtım gerektiriyordu. Sahipler karar verdi ...
- sürgülü ızgaralar üretir ...
- Üzerine inşa edilen binanın refahı, doğru seçim ve temelin kalitesine bağlıdır. Temel, sağlam, dayanıklı olmalı ve elde edilen ...
Profilli borular giderek daha popüler bir yapı malzemesi haline geliyor. Zemin, destek çerçevesi, kiriş gibi yapı elemanlarının yapımında kullanılır.
Bu tür yaygın kullanım, temel olarak yapıların yapımının, işletiminin, bakımının basitliği ve ayrıca ürünlerin kendilerinin düşük ağırlığı ile ilişkilidir. Bununla birlikte, profil borusunun daha yüksek bükülme mukavemetine sahip olması gerektiğini unutmamak önemlidir ve bunun nasıl hesaplanacağı makalenin ilerleyen kısımlarında tartışılacaktır.
Profil borular, dairesel bir kesitten farklı bir kesite sahip borular olarak adlandırılır. En yaygın seçenekler dikdörtgen ve kare ürünlerdir. Daha önce de belirtildiği gibi, bu türün özel popülaritesi, temel avantajlarından biriyle ilişkilidir - tasarımın ağırlığı düşük olacaktır.
Dahası, özel şekil birbirine ve diğer yüzeylere tutturmayı büyük ölçüde basitleştirir. GOST'a göre bu tip yapı ürünleri çok çeşitli metal ve alaşımlardan yapılmıştır. Bununla birlikte, en yaygın olarak kullanılanlar karbon çeliği ve düşük alaşımlı çelik profilli borulardır.
Her metalin önemli bir doğal kalitesi vardır - bir direnç noktası. Minimum veya maksimum olabilir. İkincisi, örneğin, dikilmiş yapıların deformasyonunun nedenidir, kıvrılmalara ve sonuç olarak kırılmalara yol açar.
Bir büküm gerçekleştirirken, boyut, kesit, ürün tipi, yoğunluğu, malzemenin sertliği ve esnekliği gibi özelliklerin değerlendirilmesi önemlidir. Metalin tüm bu genel özelliklerini bilerek, yapının işlem sırasında nasıl davranacağı anlaşılabilir.
Ürünü büktüğünüzde yapının iç kısımlarının sıkıştırıldığını, yoğunluklarının arttığını ve kendilerinin boyutlarının küçüldüğünü hatırlamak önemlidir. Buna göre dış katman daha uzun, daha az yoğun, ancak daha fazla gerilmiş hale gelir.
Aynı zamanda orta alanlar, işlemin tamamlanmasından sonra bile orijinal özelliklerini korurlar. Bu nedenle, her zaman hatırlanmalıdır. bükme sırasında, nötr bölgeden olabildiğince uzak bölgelerde bile gerilim mutlaka ortaya çıkacaktır.
... Maksimum basınç, bu çok nötr eksene çok yakın olan katmanlarda olacaktır.



Elektromekanik boru bükücüler
Bu cihazlar, borular farklı kesitlere sahip olduğunda kullanılır. Bükülme yarıçapının çok yüksek doğruluğu ve insan fiziksel gücünün gereksiz kullanımı bakımından benzerlerinden farklıdırlar. Bu cihazlar aynı zamanda profesyonel amaçlarını gösteren çok yüksek bir maliyetle de ayırt edilir.
Elektromekanik boru bükücüler büyük çaplı ürünleri bükebilir ve bu gösterge yalnızca bükme sırasında oluşan kuvvet olan cihazın kendisinin boyutu ile sınırlıdır. Çelik boruların bükülme yarıçapı standartlara tam olarak uygun olmalıdır. Bükme işlemi sırasında kolayca değiştirilebilen özel şablonlar kullanılarak gözlemlenebilirler.
Malzeme dayanımına bağlı olarak izin verilen bükülme yarıçapları
GOST'ler, hem elementlerin özelliklerini ve özelliklerini hem de dönüşüm sürecini ayrıntılı olarak düzenler. Bu, profil borusunun minimum bükülme yarıçapını içerir. Bükülmenin yapıldığı koşullara bağlı olarak belirlenir. Paketlendiği kumu kullanarak veya ısıtma yoluyla bükerken, dış çap 3.5DN'den başlamalıdır.
Master, gerekli işlemlerin ısıtma veya diğer ek işlemler olmadan gerçekleştirilmesine izin veren uygulama kabiliyetine sahipse, bu durumda çap en az 4DN olmalıdır.
Örneğin, bükülmüş bir kanalizasyon veya boru hattı yapmak için yeterince dik olacak bir bükülme yapmak istiyorsanız, bükme başka şekillerde olacağından, özellikle yüksek sıcaklıklar kullanılarak çap en az 1DN olmalıdır.
Tabii ki, devlet standartlarının sağladığı değerler biraz azaltılabilir, bu durumda borunun eğilme mukavemetini çok dikkatli bir şekilde hesaplamanız gerekir. Bükme yöntemi, duvar kalınlığının ilkinden% 15 azaldığından emin olmayı mümkün kılıyorsa, bu durumda GOST'den sapmalar mümkündür ve bükülmenin kendisi belirtilen değerlerden daha az gerçekleştirilebilir. gelecekteki güç üzerinde önemli bir etkisi yoktur.
Malzeme direnci
Her malzemenin bir direnç noktası vardır. Bu teknik eğitim kurumlarında öğretilir. Belirtilen noktaya ulaşıldığında, malzeme patlayabilir ve buna göre yapı parçalanabilir.Böylelikle herhangi bir bina yapısının güvenilirliği hesaplanırken, sadece yapısal elemanların boyutları değil, hangi malzemeden yapıldığı, bu malzemenin özellikleri nelerdir, ne tür eğilme yükü dikkate alınır. dayanabilir. Yapının konumlandırılacağı çevre koşulları da dikkate alınır.
Normal strese göre mukavemet hesabı yapılır. Bunun nedeni, gerilimin dikdörtgen bir borunun yüzeyine eşit olmayan bir şekilde yayılmasıdır.
Basınç noktasında ve boru kenarlarında farklı olacaktır. Bu anlaşılmalı ve dikkate alınmalıdır.
Profil borularının bükülme ve pratikte test edilebileceği eklenmelidir. Bunun için özel ekipman var. İçinde boru bükülür, gerilimi kaydedilir. Borunun kırıldığı gerilim not edilir.
Pratik deney yapma ihtiyacı aşağıdakilerle ilgilidir:
- pratikte GOST'lerden sapmalar olabilir. Bina büyük ölçekli ise rakamlara güvenmemelisiniz. Her şeyin deneysel olarak doğrulanması gerekiyor;
- Borular fabrikada üretilmiyorsa, örneğin metal bir köşeden kaynaklanıyorsa, teorik hesaplamalara dayanarak borunun hangi bükülme gerilimine dayanacağını anlamak imkansızdır.
Uygulanan formüller ve tablolar
Başarılı bir şekilde, öngörülemeyen komplikasyonlar olmadan, sapma borusunun hesaplanmasını gerçekleştirmek için, parçanın uzunluğunu hesaplamanız gerekir. Bu değer, aşağıdaki gibi görünen basit bir formül kullanılarak hesaplanır:
L = 0,0175 × r × α + I
Bu ifadede, ana göstergeler aşağıdaki harf ifadeleri ile temsil edilmektedir:
- r, profil borusunun bükülme yarıçapıdır (mm);
- α - nihayetinde elde etmek istediğiniz açıya karşılık gelir;
- I, iş parçasını tutmak için özel ekipmanla çalışırken kullanılan 100/300 mesafedir.
Sapma için bir boru hesaplanırken, işin önemli bir aşaması bükülebilir elemanın hesaplanmasıdır.
Videoyu izle
Bir değerlendirme yaparken, bükülmesi gereken alanın boyutunu tahmin etmeliyiz. Bunun formülü son derece basit, şuna benziyor:
U = π × α / 180 (r + DH / 2)
Burada formülde yer alan unsurlar şu şekilde temsil edilebilir:
- π bu durumda 3.14'e eşit alınır;
- α - derece cinsinden ifade edilen bükülme açısıdır;
- r - bükülme yarıçapı (mm);
- DH dış çaptır.
Ustanın rahatlığı ve çalışma sırasında en yüksek güvenlik için ve ayrıca bakır ve pirinçten yapılmış dikilmiş yapıların çalışması sırasında GOST'ler, bir profil borusunun bükülme mukavemetini hesaplamak için kullanılan ana özellikler için en düşük göstergeleri içerir. Bu bilgi GOSTs No. 494/90, No. 617/90'da yer almaktadır.
Size kolaylık sağlamak için, bir profil borunun eğilme mukavemetini belirlemek için gerekli temel özellikler tabloda yer almaktadır.
Tablo 1.
Önceki tablo esas olarak bakır ve pirinç elemanlar için sabit değerler içerirken, bir sonraki tablo çelik elemanlar için verileri içerecektir. Bu tablo, şekilli bir borunun bükülme yükünü tahmin etmenizi sağlar (GOST No. 3262/75).
Tablo 2.
Daha önce de belirtildiği gibi, duvar kalınlığı, kare bir borunun (aynı zamanda yuvarlak bir borunun) eğilme mukavemetinin hesaplanmasında önemli bir rol oynar. Bu nedenle aşağıdaki tablo, hesaplamalarda hem duvar kalınlığını hem de çapı aynı anda hesaba katmayı mümkün kılar.
Tablo 3.
Bükme Teknolojik İşlemi
Daha önce de doğru bir şekilde belirtildiği gibi, metal yapının herhangi bir deformasyonu, yapının duvarları üzerinde ek gerilime neden olur. İç katmanda, bunun nedeni, sıkıştırma nedeniyle metalin yoğunluğundaki artıştan kaynaklanmaktadır ve dış kısımda değil, tersine, metalin yoğunluğunu azaltan gerilim haline gelir.
Bükme sırasında kesit şekli beklendiği gibi değişir. Bu yuvarlak, dikdörtgen ve kare borular için geçerlidir.Son ikisi için, bu değişiklikler çok belirgin değil, yuvarlak olanlar hakkında söylenemez.
Halka şeklindeki profil bu şekilde oval hale gelir. En büyük şekil değişikliğinin doğrudan kıvrım yerinde görülebilmesi ve ondan ne kadar uzak olursa, bölümün orijinal şekline o kadar yakın kalacağı dikkat çekicidir.
Videoyu izle
Bununla birlikte, gereksiz kırılmaları ve bozulmaları önlemek için çarpma kuvvetini, borunun deformasyon derecesini doğru bir şekilde değerlendirmek önemlidir. 20 mm'ye kadar çapa sahip bir parça için oval deformasyon derecesi% 15'i geçmemelidir.
Profilin artmasıyla değer daha da azalır ve sadece% 12,5'tir. Bir diğer önemli unsur da kıvrımların varlığıdır (ince duvarlı ürünler buna özellikle duyarlıdır). Bükme yapısı bir boru hattı görevi görecekse bu faktör çok önemlidir.
Oluşan kıvrımlar geçirgenliği azaltır, geçen sıvının direncini artırır, tıkanma derecesini artırır. Bu nedenle, bu amaç için bükülmüş bir boru kullanırken, ürünün duvar kalınlığı seçimine dikkatlice yaklaşmak gerekir.
Profil borusundaki yük nedir
Bir borunun eğilme mukavemetinin hesaplanması, yapının belirli bir noktasındaki maksimum gerilmenin basit bir şekilde belirlenmesine indirgenir. Profilin hangi malzemeden yapıldığını anlamak önemlidir, çünkü her birinin kendi stres göstergesi vardır.
Doğru hesaplamalar için doğru formülü uygulamanız gerekir. Bu durumda, elastik kuvvetin deformasyonla doğru orantılı olduğunu belirten Hooke yasasının hükümleri geçerlidir. Hesaplamalar için ifade aşağıdaki gibidir:
GERİLİM = M / W, burada:
- M, kuvvetin etki ettiği eksen boyunca bükülme derecesinin değeridir;
- W, aynı eksen boyunca alınan eğilme direnci değeridir.
Hesaplamaların doğru olup olmadığını nasıl anlarsınız?
Belirtildiği gibi, her metal veya alaşımın kendi normal gerilme değerleri vardır. Profilden bina yapmaya karar verdiğinizde karşılaştığınız ana görevlerden biri bu değerlerin belirlenmesidir.
Sonuçların doğruluğundan emin olmak için birkaç önemli kuralı bilmeniz ve elbette bunlara uymanız gerekir.
- Acele etmeden, tüm hesaplamaları doğru, doğru bir şekilde yapın. Her aşamada kişi, değerleri kendisi için uygun olanlara uyacak şekilde ayarlamaya çalışmadan, uygun formüllerle yönlendirilmelidir.
- Profil borusunun bükülme mukavemetini hesapladıktan sonra, elde edilen göstergelerin belirtilen maksimum değerleri aşmadığından emin olmalısınız.
- Gelecekte yapının işleyişini engelleyen tahribatını veya deformasyonunu önlemek için profilin yapıldığı malzemeyi, duvarların kalınlığını hesaba katın.
- Hesaplamaları yapmadan önce, gelecekteki unsuru şematik olarak tasvir etmek gerekir. Bu teknik çizime dayanarak, yapının şeklinin yanlış anlaşılmasından kaynaklanan hatalara karşı sigortalanacak daha doğru hesaplamalar yapılabilir.
Videoyu izle
Gerekli tüm kuralları ve güvenlik önlemlerini takip ederek, profesyonel olmayan bir kişi bile boru bükülme mukavemetini hesaplarken tüm sonuçlarının doğru olacağından ve sonucun başarılı olacağından emin olabilir. Çalışmanın her aşamasında hesaplamalarınızın ve kontrolünüzün sürekli olarak kontrol edilmesi, vakanın başarılı bir şekilde tamamlanmasının anahtarıdır.
Yer imlerine ekle
Roman Gennadievich, Omsk şu soruyu soruyor:
İyi günler! Şu soru ortaya çıktı: Bir profil borusunun sapması nasıl hesaplanır? Yani, bu boyutu belirlemek için bir boyutta veya başka bir profil borusunun hangi maksimum yüke dayanabileceğini bilmek istiyorum. Bunu kendim anlamıyorum, bu yüzden sizden anlaşılır ifadelerle konuşmanızı ve formüllerdeki tüm gösterimleri açıklamanızı istiyorum.Sonuç olarak, bir yaz kulübesi düzenlemek için bazı fikirlerim var, bunu çelik bir profilden yapmak istiyorum, bu yüzden daha sonra yeniden yapmak zorunda kalmamak için tam olarak hangi büyüklükte satın alacağınızı bilmeniz gerekiyor. Cevaplarınız için şimdiden teşekkürler.
Uzman cevaplar:
İyi günler! Sapma için profil borularının hesaplanması basit bir formül kullanılarak gerçekleştirilir: M / W, burada M kuvvetin bükülme momentidir ve W dirençtir. Uygulamasının özü basittir. Bu durumda, Hooke yasası geçerlidir: elastik kuvvet, deformasyona doğru orantılı bir bağımlılığa sahiptir. Bu nedenle, belirli bir malzeme için deformasyon derecesini ve maksimum gerilme değerini bilerek, ihtiyacınız olan parametreyi seçebilirsiniz.
Şekil 1. Bina yapılarının ana metalinin tasarım dirençleri.
Dolayısıyla, M = FL, burada F kilogram olarak ifade edilen deformasyondur ve L, santimetre cinsinden ifade edilen kuvvetin omzudur. Omuz, bağlantı noktasından kuvvetin uygulandığı noktaya olan mesafedir.
Maksimum mukavemeti (R) belirlemek de gereklidir, örneğin St3 çeliği için 2100 kg / santimetre kareye eşittir.
Şimdi, daha fazla hesaplama için, ifadeyi dönüştürüyoruz ve şunu elde ediyoruz: R = FL / W, tekrar dönüştürüyoruz ve şunu elde ediyoruz: FL = RW, bu nedenle F = RW / L. W haricindeki parametreleri bildiğimiz için, o zaman sadece bulunacak durumda kalır. Bunun için profil borusunun parametreleri gereklidir, yani a dış genişlik, a1 iç, b dış yükseklik, b1 iç ve bilinmeyen değeri bulmak için bunları eşitliklerde doğru şekilde ikame edin. farklı eksenler için: Wx = (wa ^ 3 - b1 (a1) ^ 3) / 6a, Wy = (ab ^ 3- a1 (b1) ^ 3) / 6b.
Ürünün kare bir kesiti varsa, formül daha da basitleşir, çünkü artık her iki yöndeki (yatay ve dikey) W indeksi aynı olacaktır ve profilin uzunluğu ve genişliği olduğundan eşitliğin kendisi basitleştirilecektir. aynı şekilde.
Bu eşitlikler için hesaplamalar normal bir hesap makinesi kullanılarak yapılabilir. Maksimum yük değerleri bir referanstır, bu nedenle bunları internette bulmak zor değildir. İncirde. 1 böyle küçük bir tabloyu göstermektedir. İçinde sapma, çekme ve sıkıştırma için farklı çelik türleri için gerekli numaraları bulacaksınız - kullanışlı olabilir.
22 Temmuz, 2020 Uzmanlık: cephe dekorasyonu, iç dekorasyon, yazlık evler, garajlar yapımı. Amatör bir bahçıvan ve bahçıvan deneyimi. Ayrıca araba ve motosiklet tamirinde de tecrübesi var. Hobi: Yeterli zamanın olmadığı gitar çalmak ve çok daha fazlası :)
Boru hattının dönüşünü gerçekleştirmek için özel bağlantı parçaları kullanılır - açılar ve tees. Bununla birlikte, bazen boruyu bükmenin gerekli olduğu durumlar vardır. Kural olarak, bir acemi bu işi üstlenirse, boru bükülür veya virajda kırılır, bu yüzden sizi evde bu görevle başarılı bir şekilde başa çıkmanıza izin verecek halk ustalarının bazı sırlarını tanıtacağım.
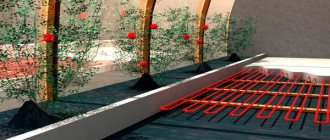
Isıya Dayanıklı Kanatlı Borular Kullanmanın Faydaları
Isıya dayanıklı bir katman oluşturmak için yüzeyler magnezyum oksit ile kaplanmıştır. Tavlamadan sonra şunları alırlar:
- ısı transfer katsayısındaki artış;
- korozyona karşı yüksek direnç;
- uzun servis ömrü;
- sıcaklık düşüşlerine karşı artan direnç;
- özel bakıma gerek yok, her koşulda çalışabilirler;
- agresif ortamlarda kullanma imkanı.
Elde edilen avantajlar nedeniyle, ısıya dayanıklı kanatlı tipler aşağıdaki avantajlara sahiptir:
- Yüksek üretilebilirlik. Kullanılan direnç kaynağı az enerji tüketir, özel sarf malzemeleri ve pahalı ekipman gerektirmez.
- Kaburgalar arasındaki boşluklarda çalkantılı hava girdapları görülür ve bu da tüm alanlarda ısı transferinin yoğunluğunu artırır.
- Direnç kaynağı kullanılarak, yapraklar ve taban arasında düşük sıcaklık direncine sahip bir bağlantı oluşturulur.
- Kondensat film kalınlığının azaltılması. Bu, ısıya dayanıklı bir kaplamanın kullanılmasından kaynaklanmaktadır.Sonuç olarak, taşıyıcının buharlarının yoğunlaşma seviyesinde bir azalma olur.

Boru bükme yöntemleri
Boruları bükme ihtiyacı, bazı durumlarda, örneğin bir boru hattının montajı sırasında, herhangi bir engeli "atlamanız" gerekirse ortaya çıkabilir. Ayrıca, hangarlar, seralar, çardaklar, vb. Gibi çeşitli metal yapıların imalat sürecinde bu işleme sıklıkla başvurmak gerekir.
Boruları bükmek söz konusu olduğunda, aşağıdaki türleri kastettiğimiz unutulmamalıdır:
Yuvarlak metal
Dairesel bir enine kesite sahip metal iş parçalarının bükülme işlemi oldukça karmaşıktır, çünkü bunlar kolayca deforme olabilir ve hatta bazen yırtılabilir. Bu nedenle endüstriyel bir ortamda bükme yapıldığında, özellikle küçük bir yarıçap isteniyorsa, bu işlemi gerçekleştirmeden önce bir boru bükme tasarımı yapılır.
Tabii ki evde, bükme için bir boruyu hesaplamak için kesin bir formüle ihtiyacınız olmayacak. Tek şey, izin verilen minimum yarıçapı belirlemektir. Anlamı büyük ölçüde bu işlemin gerçekleştirilme şekline bağlıdır:
- kumla dolu bir parçayı ısıtırken
- R = 3.5xDH; - bir boru bükme makinesi kullanarak
(soğuk bükme) - R = 4xDH; - oluklu kıvrımlar elde etmek için bükme
(sıcak bükme) - R = 2.5хDH.
Sıcak çekme veya damgalama ile iki çapa eşit minimum yarıçap elde edebilirsiniz. Ancak evde böyle bir viraj imkansızdır.
Bu formüller aşağıdaki değerleri kullanır:
Daha evrensel bir hesaplama olduğunu söylemeliyim - yarıçap en az beş boru çapı olmalıdır.
Yani teoriyi biraz çözdük, şimdi uygulamaya geçelim. Yukarıda belirtildiği gibi, bu sorunu çözmenin birkaç yolu vardır. Bunlardan en basiti, özel bir makinenin kullanılması - bir boru bükücüsü.
Doğru, böyle bir aletin fiyatı oldukça yüksektir - dört inç çapa kadar iş parçalarının bükülmesine izin veren bir hidrolik makinenin maliyeti 15.000-16.000 ruble'den başlar. Bir inç çapa kadar parçalarla çalışmanıza izin veren manuel boru bükücünün maliyeti 4.700-5.000 ruble.
Sık sık böyle bir işlemle uğraşmak zorunda kalıyorsanız, ancak bir boru bükücüsü için büyük para ödemek istemiyorsanız, bunu kendiniz yapabilirsiniz. Portalımızda profil boruları kendi ellerinizle bükmek için bir makinenin nasıl yapılacağı hakkında ayrıntılı bilgi bulabilirsiniz.
Bununla birlikte, boru bükücü her zaman elinizin altında değildir, dahası, bu işlemi bir kez yapmanız gerekirse, bunun için bir alet satın almanın kesinlikle bir anlamı yoktur. Bu durumda, mandallarla bir viraj yapabilirsiniz.
Bu şu şekilde yapılır:
- her şeyden önce, uygun bir alanda bir bükülme yarıçapı çizmeniz gerekir;
- daha sonra kontur boyunca metal çubuklar kazılır. Bunları mümkün olduğunca birbirine yakın yerleştirmek arzu edilir. Güvenilirlik için çubuklar betonlanabilir.
Aşırı çubuğun yanında, bükülmüş kısmın aralarına sığması için başka bir tane takmanız gerekir. Düzeltmek için bu gereklidir;
- daha sonra bükülmüş boruya tuz veya kum dökmeniz gerekir. Bu durumda, tapalar her iki taraftaki deliklere çakılmalıdır;
- bundan sonra, parça ilk iki çubuk arasına sabitlenir ve ardından yukarıdaki şemada gösterildiği gibi kalan çubukların etrafında bükülür.
Bu seçeneğin bir alternatifi, yukarıdaki fotoğrafta olduğu gibi, bir kontrplak parçasına tutturulmuş ve gerekli yarıçapı oluşturan kancaları kullanmaktır. Daha küçük çap elde etmek istiyorsanız şablon olarak geniş disk veya merdane kullanılmalıdır.
Her iki yöntemin de çapı 16-20 mm'den fazla olmayan parçalar için uygun olduğunu söylemeliyim. Daha büyük çaplı bir iş parçasını bükmek istiyorsanız, dirsek iyi ısıtılmalıdır.
Çelik muadillerinden önemli ölçüde daha az eğilme mukavemetine sahip demir içermeyen metal boşlukları şekillendirmeniz gerekiyorsa, bir yay kullanabilirsiniz. İkincisi, tüpün içine yerleştirildiği için kesinlikle iç çapa karşılık gelmelidir. Elbette yayı dışarıya da koyabilirsiniz, ancak bu durumda viraj yapmak sakıncalıdır.
Boruyu bir yayla koruyarak kendi elleriyle bükülür. Parçaya zarar vermeden istenilen yarıçapa ulaşmak için iş dikkatlice yapılmalıdır.
Profil
Profil boruların bükülmesi çok daha zordur, çünkü şekilleri nedeniyle mukavemetleri artmıştır. Küçük kesitli ürünler, yukarıda açıklanan yöntemler kullanılarak bükülebilir.
Yeterince büyük bir bölümün iş parçalarıyla çalışmanıza izin veren bir profil borusunu bükmenin başka bir yolu da vardır. Prensibi aşağıdaki gibidir:
- iş parçasına kum veya tuz dökülmeli ve ardından uçları tıkaçlarla güvenilir bir şekilde tıkamalıdır;
- ayrıca, parça bir mengeneye sıkıca tutturulmalıdır;
- daha sonra kıvrım alanı kırmızı-sıcak ısıtılmalıdır;
- bundan sonra, istenen yarıçap elde edilene kadar iş parçası bir tokmakla kırpılmalıdır.
Bir kaynak makineniz ve bir taşlama makineniz varsa, çok fazla çaba harcamadan en büyük çaptaki iş parçalarını bile bükebilirsiniz. Bu şu şekilde yapılır:
- her şeyden önce, bükülme yarıçapı iş parçası üzerinde işaretlenmiştir;
- tüm yarıçap boyunca, şeritleri boş profilin üç tarafında işaretlemeniz gerekir. Yarıçap ne kadar küçükse, şeritler arasındaki adım o kadar küçük olmalıdır;
- daha sonra öğütücü, yapılan işaretlere göre parçanın üç tarafını keser;
- artık iş parçası sorunsuz bir şekilde bükülür;
- istenen açıyı elde ettikten sonra kesimler kaynaklanmalıdır;
- işin sonunda dikişleri temizlemeniz ve öğütmeniz gerekir.
Bu şekilde, bükme hassasiyeti çok yüksekken, karmaşık şekillerin bile parçaları üretilebilir. Bununla birlikte, bir öğütücü ve bir kaynak makinesi ile deneyim gereklidir.
Güçlendirilmiş plastik
Bir yandan metal-plastik borular çok kolay bükülür, diğer yandan da kolayca kırılır. Bu nedenle işin çok dikkatli yapılması gerekir. Metal-plastik bir borunun minimum bükülme yarıçapının, metal boşlukların yarıçapına benzer olduğu unutulmamalıdır, yani. en az beş çap olmalıdır.
Boru çapı 16 mm ise herhangi bir özel alet kullanmadan bükülebilir. Bu şu şekilde yapılır:
- parçayı iki elinizle yukarıdan alın. Bu durumda, yukarıdaki fotoğrafta gösterildiği gibi, baş parmağınızı borunun altına paralel olarak ve birbirine yakın olarak yerleştirin;
- daha sonra boruyu iki elinizle bükün ve baş parmaklarınızla destek sağladığınızdan emin olun;
- boruyu gerekli yarıçapa bükmek, avuç içi içinde sola veya sağa hareket ettirin ve ardından prosedürü tekrarlayın;
- bu şekilde iş parçasını bükün ve istediğiniz açıyı elde edene kadar hareket ettirin.
"Elinizi doldurmak" için, bu prosedürü borular üzerinde uygulama alıştırması yapın, çünkü ilk başta iş parçalarının kırılması muhtemeldir.
20 mm çapında bir boruyu parmakların etrafında bükmek çok daha zordur. Bu nedenle, herhangi bir başka uygun yüzey durdurucu olarak kullanılabilir. Bununla birlikte, bu işi hem harici hem de dahili olabilen bir yay iletkeni kullanarak yapmak en uygunudur, yani. iş parçasının içine yerleştirilen.
Uzun bir iş parçasının ortasında bir iç aparat ile bükme yapmak için, onu bir ipe bağlayın ve ardından istenen derinliğe kadar itin. Eğimi tamamladıktan sonra halatı çekerek yayı dışarı çekin.
Manuel boru bükücüler
Manuel boru bükücü, küçük çaplı malzemeleri bükerken kullanılır. Bu cihaz, demir içermeyen metallerden ve paslanmaz çelikten kolaylıkla yapılabilir. Bu cihazın çalışma prensibi, bir ucunu özel bir kelepçeye sokarak kolu çevirmeye başlamanız gerektiğidir. Bu prosedür sayesinde boru, merdaneler arasından geçecek ve böylece istenen dönüş yaratılmış olacaktır.Bu prosedürü uygularken, saf demir dışı metallerin ve paslanmaz çeliğin minimum yarıçaplarının aşağıdaki gibi olması gerektiğini gösteren GOST'a uymanız önerilir:
- çap 20 mm'den az ise - 2,5D'den az değil;
- çap 20 mm'den fazla ise - 3,5D ve daha fazlası.
D, dış mekanın bir göstergesidir.
Çıktı
Öğrendiğimiz gibi, boruları bükmenin epeyce popüler yolu var. Biraz pratik yaparak iyi sonuçlar elde edebilirsiniz. Ancak profesyonel ekipmanlarda yapılan büküm kalitesinin her zaman daha yüksek olacağı unutulmamalıdır.
Bu makaledeki video, güçlendirilmiş plastik boruların nasıl büküleceği hakkında ek bilgi sağlar. Bu işlemi gerçekleştirme sürecinde herhangi bir zorluk yaşarsanız, yorumlarda soru sorun, kesinlikle size yardımcı olmaya çalışacağım.
22 Temmuz 2020
Şükran ifade etmek, açıklama veya itiraz eklemek istiyorsanız, yazara bir şey sorun - yorum ekleyin veya teşekkür edin!
Endüstriyel ve özel yapımda şekilli borular yaygındır. Müştemilatlar, garajlar, seralar, çardaklar inşa etmek için kullanılırlar. Tasarımlar hem klasik olarak dikdörtgen hem de süslüdür. Bu nedenle boru bükülmesini doğru hesaplamak önemlidir. Bu şekli koruyacak ve yapıya sağlamlık ve dayanıklılık sağlayacaktır.
Sapma için kirişlerin hesaplanması. İş algoritması
Aslında, böyle bir hesaplamanın yapıldığı algoritma oldukça basittir. Örnek olarak, bazı belirli terimleri ve formülleri ihmal ederken biraz basitleştirilmiş bir hesaplama şeması düşünün. Kirişlerin sapmasını hesaplamak için, belirli bir sırayla bir dizi eylemin gerçekleştirilmesi gerekir. Hesaplama algoritması aşağıdaki gibidir:
- Bir hesaplama şeması oluşturulmuştur.
- Kirişin geometrik özellikleri belirlenir.
- Bu eleman üzerindeki maksimum yük hesaplanır.
- Gerekirse kirişin eğilme momenti dayanımı kontrol edilir.
- Maksimum sapma hesaplanır.
Gördüğünüz gibi, tüm eylemler oldukça basit ve oldukça yapılabilir.
Bükülebilir metal özellikler
Metalin hem maksimum hem de minimum direnç noktası vardır.
Yapı üzerindeki maksimum yük deformasyonlara, gereksiz bükülmelere ve hatta bükülmelere neden olur. Hesaplarken borunun cinsine, kesitine, ölçülerine, yoğunluğuna, genel özelliklerine dikkat ederiz. Bu veriler sayesinde malzemenin çevresel faktörlerin etkisi altında nasıl davranacağı bilinmektedir.
Borunun enine kısmındaki basınç altında, nötr eksenden uzak noktalarda bile stresin ortaya çıktığını dikkate alıyoruz. En teğet gerilmenin bölgesi, nötr eksene yakın olan bölge olacaktır.
Bükme sırasında, bükülmüş köşelerdeki iç katmanlar büzülür, boyut olarak küçülür ve dış katmanlar uzar, uzar, ancak orta katmanlar işlemin bitiminden sonra orijinal boyutlarını korur.
Viraj boruları günlük yaşamda yaygın olarak kullanılmaktadır
Dikdörtgen tüp nedir?
Dikdörtgen bir metal boru, birkaç metre uzunluğunda metal bir üründür. Dikdörtgen boru, karşılık gelen bir enine kesite sahiptir. Alanı çok farklı olabilir. Bu tür boruların tüm parametreleri, özel GOST'ler tarafından düzenlenir - devletten çıkan belgeler. Tüm boyutların GOST ile uyumlu olması gerekliliği aşağıdakilerle ilişkilidir:
- GOST'a göre üretilen bir boru güvenlik gereksinimlerini karşılayacaktır. Boru geleneksel koşullarda yapılırsa, oranların güvenlik gereksinimlerini karşılamama olasılığı vardır. Ürünün yüklere dayanamama ve yapının çökmesine neden olma tehlikesi vardır;
- Boru yükleri hesaplanırken, her bir özel ürünün ölçülmesi gerekli değildir. Parametreleri GOST tarafından belirlenir, bu nedenle bu belgeden veri alabilirsiniz.
Ürünler çeşitli çelik türlerinden yapılır.Bazı çelik kaliteleri ek işlem gerektirmez. Bu, örneğin, sözde paslanmaz çeliktir. Korozyondan korkan çeliğe özel solüsyonlar veya boya uygulanmalıdır.
Doğru hesaplamalar nasıl yapılır
Sapma için bir profil borusunun hesaplanması, borudaki belirli bir noktada maksimum gerilim derecesinin belirlenmesidir.
Her malzemenin normal bir gerilim derecesi vardır. Ürünün kendisini etkilemezler. Hesaplamaları doğru yapmak için özel bir formül uygulanmalıdır. Göstergelerin izin verilen maksimum değerleri aşmamasını sağlamak gerekir. Hooke yasasına göre, ortaya çıkan elastik kuvvet, deformasyonla doğru orantılıdır.
Bükülmeyi hesaplarken, M / W gibi görünen gerilim formülünü de uygulamak gerekir; burada M, kuvvetin düştüğü eksen boyunca bükülme göstergesi, ancak W aynı eksen boyunca bükülme direnci göstergesidir.
Boru dirseği doğru ve doğru olmalıdır
Şekilli metal boru üretiminin özellikleri
Üretim yöntemine göre profil borular sıcak ve soğuk deforme olur. Metallerin sünekliği nedeniyle, yüksek sıcaklıkların etkisi altında herhangi bir çelik işlenmemiş malzemenin profilinin çıkarılması mümkündür. Kesimde (bölüm içinde), borular şu şekildedir:
- Meydan;
- dikdörtgen;
- oval.
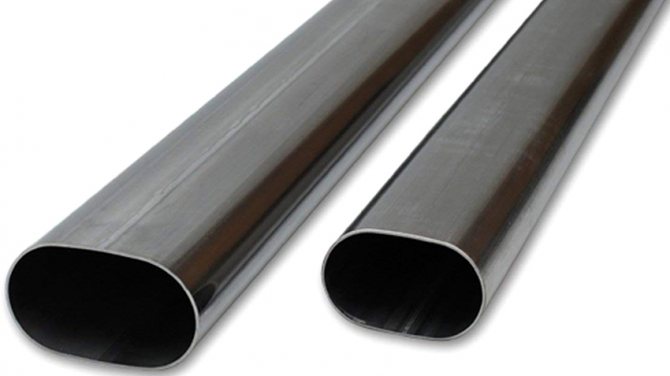
Düz oval kemerli profil (veya oval borular) daha az talep görmüyor ve üretimi artıyor. Şekillendirme teknolojisi, standart profesyonel boruların haddelemesinden pratik olarak farklı değildir. Bu, olduğu gibi, yuvarlak ve dikdörtgen yapılar arasında bir ara seçenektir ve bunların kalite ve dayanıklılık göstergeleri, bu ürünlerinkinden çok daha yüksektir. Standart bir boru boyutunun üretimi için teknoloji şunları varsayar:

Enine kesitte, borular oval, kare veya dikdörtgen şeklindedir.
- yuvarlatılmış ürünlerin bir presle soğuk şekillendirilmesi yöntemi;
- dikdörtgen çelik sacların kaynağı.
Önemli! Kaynak dikişli haddelenmiş ürünlerin maliyeti, sert boru fiyatlarından daha düşüktür. Kalitesinden şüphe etmeye gerek yoktur: bir sertifika ve kabul sertifikası almadan önce bağlantı yeri bir kusur dedektörü ile kontrol edilir.
GOST uyarınca, her boyutta (inç ve mm cinsinden) borular, birbirinden önemli ölçüde farklı olan iki teknoloji kullanılarak oluşturulur:
- Bir levha veya şerit profili kaynak yaparak (bir dikiş, ürün kalitesini yalnızca önemli yükler altında düşürebilir ve ürünün fiyatı daha düşüktür).
- Yuvarlak çubuklar, bir haddehanede aynı şekle sahip iş parçalarının preslenmesinden geçer (teknoloji daha pahalıdır, dikişsiz ürünler dikey çerçevelerde maksimum yüke dayanır).
Borular, yuvarlatılmış ürünlerin bir pres kullanılarak soğuk şekillendirilmesi ve dikdörtgen levhaların kaynaklanmasıyla üretilir.
Bükme Teknolojik İşlemi
Bükülme, metal duvarlarda belirli bir gerilim yaratır. Dış kısımda çekme gerilmesi ve iç kısımda basınç gerilmesi elde edilir. Bu etkiler sayesinde eksenin eğimi değişir.
Bükülmüş yerde bükülme sürecinde kesitin şekli değişir. Sonuç olarak, dairesel profil oval hale gelir. Defleksiyonun ortasında daha net bir oval şekil görülür, ancak sona doğru ve başlangıca doğru deformasyon azalır.
Kesiti 20 mm'ye kadar olan borular için, deforme olmuş yerdeki ovalite% 15'i geçmemelidir. Kesiti 20 ve daha fazla olan borular için -% 12,5.
İnce cidarlı ürünlerin içbükey bölgesinde kıvrımlar oluşabileceğine dikkat edin. Buna karşılık, sistemin işleyişini olumsuz yönde etkiler (çalışma ortamının geçirgenliğini azaltır, hidrolik direnç seviyesini arttırır, tıkanma derecesi).
Kavisli borular sanayide ve özel yapımda kullanılmaktadır.
Borunun izin verilen bükülme yarıçapı
Borular, devlet standartlarına göre minimum bükülme yarıçapına sahiptir.
Isıtma ve kumlama ile bükme yapılırsa borunun dış çapı en az 3.5DN'dir.
Bir boru bükme makinesinde (ısıtmasız) bir boru oluşturmak - en az 4DN.
Bir gaz yakıcı ile ısıtıldığında veya bir fırında yarı oluklu kıvrımlar elde etmek için bükülme, 2.5DN'lik bir indeks ile mümkündür.
Dirsek, dik bir eğim için sağlanmışsa (sıcak broşlama veya damgalama ile yapılan bükülmüş kanalizasyon dirsekleri için) - en az 1DN.
Boru dirseği, belirtilen değerlerden daha az olabilir. Bununla birlikte, üretim yöntemi boru duvarlarının toplam kalınlığın% 15'i kadar inceltilmesini garanti ediyorsa bu mümkündür.
Borunun eğilme dayanımını sorumlu bir şekilde hesaplarız.
Farklı çaplarda boruların bükülmesi
Formüller ve tablolar
Borunun sapmasını hesaplamak için parçanın uzunluğunu belirleriz. Bu formül kullanılarak hesaplanır:
L = 0,0175 ∙ R ∙ α + l
R, mm cinsinden bükülme yarıçapıdır;
α açının değeridir;
I - ürünü kavramak için gerekli olan 100/300 düz bölüm (aletle çalışırken).
Bir profil borusunun bükülmesini hesaplarken, bükülmüş elemanın boyutunu hesaba katıyoruz. Aşağıdaki formül ile belirlenir:
Bir = π ∙ α / 180 (R + DH / 2)
Π = 3.14 sayısının değeri;
α derece cinsinden bükülme açısıdır;
R - yarıçapın değeri (değer mm cinsinden dikkate alınır);
DH, borunun dışındaki çaptır.
Bakır ve pirinç ürünler için minimum bükülme yarıçapları tabloda verilmiştir. Veriler 494/90 ve 617/90 numaralı GOST'lara karşılık gelir. Ek olarak, statik serbest parçanın minimum uzunluğu olan dış çap değerleri de burada verilmiştir.
Şekilli boruların bükülmesi özel makinelerde yapılabilmektedir.
Boru bükme diyagramı
Aşağıdaki tablo, bükme için yuvarlak bir borunun hesaplanmasına yardımcı olacaktır. Çelik analoglarla ilgili verileri içerir (göstergeler GOST No. 3262/75'e karşılık gelir).
| Boru boyutları | Minimum bükülme yarıçapı | Minimum serbest uzunluk | ||
| Koşullu geçiş | Harici | Sıcak | Soğuk | |
| 8 | 13,5 | 40 | 80 | 40 |
| 10 | 17 | 50 | 100 | 45 |
| 15 | 21.3 | 65 | 130 | 50 |
| 20 | 26.8 | 80 | 160 | 55 |
| 25 | 33.5 | 100 | 200 | 70 |
| 32 | 42.3 | 130 | 250 | 85 |
| 40 | 48 | 150 | 290 | 100 |
| 50 | 60 | 180 | 360 | 120 |
| 65 | 75.5 | 225 | 450 | 150 |
| 80 | 88.5 | 265 | 530 | 170 |
| 100 | 114 | 340 | 680 | 230 |
Hesaplamalarda hata yapılmaması için boruların çap ve et kalınlıkları da dikkate alınmalıdır.
Manuel hidrolik boru bükücü
Boruyu kendi ellerinle bükmek
Kendiniz yaparsanız, formülü basit ve evrensel olan bükme borusunun hesaplanması yardımcı olacaktır (bunlar 5 boru çapıdır).
Enine kesiti 1,6 cm olan parçalarda bükümü hesaplıyoruz.
1. adım: sonucun ne tür bir daire olacağını açıkça anlamanız gerekir (doğru bükme için dairenin dörtte birine ihtiyaç vardır).
2. adım: yarıçapı tanımlayın - 16'yı 5 ile çarpın. Sonuç 80 mm'dir.
3. adım: viraj için başlangıç noktalarını hesaplayın. Bunu yapmak için C = 2π ∙ R: 4 formülünü kullanın. C değeri, işte kullanılacak borunun uzunluğudur. Borunun dış yarıçapının bir göstergesinin yanı sıra iki pi numarası kullanılır.
4. adım: değerler bilinen verilerle değiştirilir: 2 ∙ 14 ∙ 80: 4. Sonuç olarak 125 mm alıyoruz. Bu, minimum bükülme yarıçapının 80 mm olduğu bölümün uzunluğu olacaktır.
Formüllerle çalışamıyorsanız, bir hesap makinesi kullanarak profil borusunun sapmasını hesaplıyoruz (özel bir programı internette bulmak kolaydır).
Böyle bir aracın birkaç türü vardır. Segment bükme cihazı, özel şablonlar temelinde çalışma sağlar. Şekilleri, katın belirli bir çapı ve şekli için zaten hesaplanmıştır. Alet, 180˚'ye kadar boruların yeniden şekillendirilmesine yardımcı olur.
Destek ekipmanı, gelecekteki ürünün içinde hareket eden bir segmente sahiptir. Bu deformasyonu önler, aynı anda birkaç alana erişimi açar.
Hangi tür araç kullanılırsa kullanılsın, doğru, tekrar tekrar doğrulanan hesaplamaların başarılı kurulumun anahtarı olduğunu hatırlıyoruz.
Sabit koşullarda boruların bükülmesi: çizimler ve demirbaşlar
Sadece iki veya üç kişinin çalıştığı sanayi işletmelerinde ve özel dükkanlarda, mandrelli bir boru bükücü kullanılır. Mağazalardaki endüstriyel takım tezgahları ve boru bükücülerin boyut ve işlevsellik bakımından farklılık göstermesine rağmen, çalışma prensipleri benzerdir. Boru bükücünün çalışması şu şekildedir: boru makinenin oluğuna yerleştirilir, düz kısma bir kelepçe ile tutturulur, ikinci kelepçe onu bükme silindirine doğru bastırır.Makine açıldığında, merdane takılan parçayı arkasına taşır, mandrelden kayarak gerekli boyutta bükülmüş bir boru parçası oluşturur. Boru bükme için kaşık şeklindeki mandrel yaygınlaştı. 75 mm çapa kadar ince cidarlı boruların bükülmesi için tasarlanmıştır. Yüksek maliyeti nedeniyle, boruların mandrel bükülmesi her mal sahibi tarafından yapılamaz, bu nedenle amatörler garajda veya marangozlukta kendi başlarına monte edilen boru bükücüler kullanırlar.
PEX borularının çalışma sınıfları, hizmet ömrü ve çalışma sıcaklık modları.
PEX boruların özelliklerinden bahsederken, her zaman belirli bir polimer malzemeden yapılmış boruların servis sınıflarını kastediyoruz. Boru üretiminin türüne göre değişen mukavemet özelliklerine ek olarak. ISO 10508 standardında açıklanan boru işletim sınıfları da vardır.Neredeyse tüm üreticiler aynı malzemelere sahiptir, ancak PEX ve PERT malzemelerinin ve kullanılan katalizörlerin geniş uygulama yelpazesi nedeniyle, boru işletim sınıfları 6 alt türe ayrılmıştır. Tüm bu sınıflar borunun kalitesini etkilemez, ancak yalnızca borunun çalışma modlarını ve malzemenin hizmet ömrüne göre çalışma sıcaklığı koşullarını gösterir. Aşağıdaki tabloda bu sınıfları görebilirsiniz.
PEX ve PERT polimer boru hatları için hizmet sınıfı tablosu:
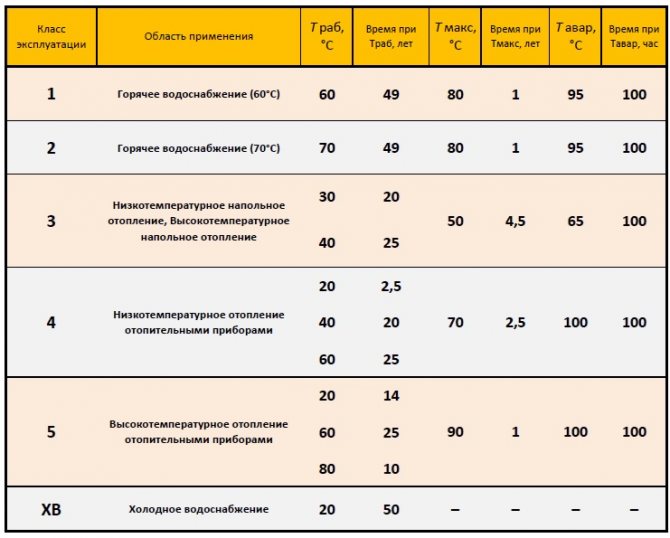

Kısaca ISO 10508 standardında çeşitli sınıflardaki boruların uygulama alanları şu şekilde tanımlanmıştır:
· Sınıf 1 [A] *
(DHW dağıtım sistemleri 60 ° C, servis ömrü 50 yıl)
· Sınıf 2 [B] *
(Sıcak kullanım suyu dağıtım sistemleri 70 ° C, servis ömrü 50 yıl)
· Sınıf 3 [C] *
(yerden ısıtma sadece 35 ° C, hizmet ömrü 22 yıl)
· 4. Sınıf [D] *
(20 ° C - 2,5 yıla kadar sıcaklıklarda yerden ısıtma ve düşük sıcaklık radyatörleri [KERMI] 50 ° C, servis ömrü 22 yıl) Sınıfın işletilmesi, günlük ortalama 40 ° C sıcaklıkta [20 ila 60] Isıtma sisteminin borusu en az 15 yıl hizmet verecektir.
· 5. Sınıf [E] *
(yüksek sıcaklık radyatörleri ve ısıtma sistemleri 53 ° C, servis ömrü 16 yıl)
* Tüm sınıf sıcaklıkları, borudaki soğutucunun ortalama günlük sıcaklığına göre dikkate alınır.
Her malzeme ve her S serisi için, belirli bir servis sınıfı için maksimum çalışma basıncı (4, 6, 8, 10 bar) hesaplanır.
Örneğin
PP-RCT-S3,2 borusu için boru ile ilgili bilgiler şu şekilde sunulacaktır:
Sınıf 1 / 10bar, 2 / 10bar, 4 / 10bar, 5 / 8bar - bu, borunun kullanılabileceği anlamına gelir:
60 ° C sıcaklığa, 10 bar çalışma basıncına ve 50 yıla kadar hizmet ömrüne (sınıf 1/10) sahip sıcak su dağıtım sistemleri için; 70 ° C sıcaklığa, 10 bar çalışma basıncına ve 50 yıla kadar hizmet ömrüne (sınıf 2/10) sahip sıcak su dağıtım sistemleri için; 10 bar çalışma basıncına ve 15 yıla kadar hizmet ömrüne sahip yerden ısıtma ve düşük sıcaklık radyatörleri için (sınıf 4/10); 8 bar çalışma basıncına ve 16 yıla kadar hizmet ömrüne sahip yüksek sıcaklıklı radyatörler için (sınıf 5/8)