Ved at vælge et profilrør til at understøtte strukturer alene forstår kunden vigtigheden af nøjagtige beregninger af parametre og belastninger. I denne artikel vil vi forsøge at finde ud af, om det er værd at spare på beregningerne.
Med ankomsten af sommeren begynder byggesæsonen for virksomheder, ejere af hytter, sommerhuse. Nogen bygger et havepavillon, et drivhus eller et hegn, andre blokerer taget eller bygger et badehus. Og når et spørgsmål opstår før kunden om understøtningsstrukturer, afgøres valget oftere på et profilrør på grund af de lave omkostninger og bøjningsstyrke med lav vægt.
Hvad er belastningen, der virker på profilrøret
Et andet spørgsmål er, hvordan man beregner dimensionerne på et profilrør for at komme af med "lidt blod" for at købe et rør, der er egnet til belastningen. Til fremstilling af gelændere, hegn, drivhuse kan du undvære beregninger. Men hvis du bygger et baldakin, tag, visir, kan du ikke undvære seriøse belastningsberegninger.
Vigtig! Hvert materiale modstår ekstern belastning, og stål er ingen undtagelse. Når belastningen på profilrøret ikke overstiger de tilladte værdier, vil strukturen bøjes, men modstå belastningen. Hvis lastens vægt fjernes, vender profilen tilbage til sin oprindelige position. Hvis de tilladte belastningsværdier overskrides, deformeres røret og forbliver det for evigt, eller det går i stykker ved bøjningen.
For at eliminere negative konsekvenser ved beregning af et profilrør skal du overveje:
- dimensioner og sektion (firkantet eller rektangulær);
- strukturel stress;
- styrke af stål;
- typer mulige belastninger.
Klassificering af belastninger på et profilrør
I henhold til SP 20.13330.2011 skelnes følgende belastningstyper ved handlingstidspunktet:
- konstanter, hvis vægt og tryk ikke ændrer sig over tid (vægten af bygningsdele, jord osv.);
- midlertidig langvarig (vægt på trapper, kedler i sommerhuset, gipsskillevægge);
- kortvarig (sne og vind, vægt på mennesker, møbler, transport osv.)
- specielt (jordskælv, eksplosioner, bilslag osv.).
På en note!
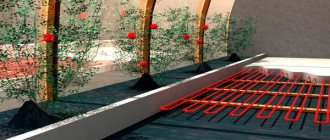
For eksempel bygger du en baldakin i haven på en grund og bruger et formet rør som en bærende struktur. Derefter skal du, når du beregner røret, tage højde for de mulige belastninger:
- baldakinemateriale;
- sne vægt
- stærk vind;
- mulig kollision af bilen med støtten under mislykket parkering i haven.
For at gøre dette skal du bruge SP 20.13330.2011 “Belastninger og stød”. Den indeholder de nødvendige kort og regler til korrekt beregning af profilbelastningen.
Designskemaer for belastning på et profilrør
Ud over typer og belastningstyper på profilerne tages der hensyn til typerne af understøtninger og belastningsfordelingen ved beregningen af røret. Lommeregneren beregner kun 6 typer beregningsskemaer.
Maksimal belastning på profilrøret
Nogle læsere stiller spørgsmålet: "Hvorfor lave så komplekse beregninger, hvis jeg har brug for at svejse gelænderet til verandaen." I sådanne tilfælde er der ikke behov for komplekse beregninger under hensyntagen til nuancerne, da du kan ty til færdige løsninger (tab. 1, 2).
| Tabel 1. Belastning for et firkantet rør | ||||||
| Rørmål, mm | ||||||
| 1 meter | 2 meter | 3 meter | 4 meter | 5 meter | 6 meter | |
| 40x40x2 | 709 | 173 | 72 | 35 | 16 | 5 |
| 40x40x3 | 949 | 231 | 96 | 46 | 21 | 6 |
| 50x50x2 | 1165 | 286 | 120 | 61 | 31 | 14 |
| 50x50x3 | 1615 | 396 | 167 | 84 | 43 | 19 |
| 60x60x2 | 1714 | 422 | 180 | 93 | 50 | 26 |
| 60x60x3 | 2393 | 589 | 250 | 129 | 69 | 35 |
| 80x80x3 | 4492 | 1110 | 478 | 252 | 144 | 82 |
| 100x100x3 | 7473 | 1851 | 803 | 430 | 253 | 152 |
| 100x100x4 | 9217 | 2283 | 990 | 529 | 310 | 185 |
| 120x120x4 | 13726 | 3339 | 1484 | 801 | 478 | 296 |
| 140x140x4 | 19062 | 4736 | 2069 | 1125 | 679 | 429 |
| Tabel 2. Belastning for rektangulært formet rør (beregnet for den større side) | ||||||
| Rørmål, mm | ||||||
| 1 meter | 2 meter | 3 meter | 4 meter | 5 meter | 6 meter | |
| 50x25x2 | 684 | 167 | 69 | 34 | 16 | 6 |
| 60x40x3 | 1255 | 308 | 130 | 66 | 35 | 17 |
| 80x40x2 | 1911 | 471 | 202 | 105 | 58 | 31 |
| 80x40x3 | 2672 | 658 | 281 | 146 | 81 | 43 |
| 80x60x3 | 3583 | 884 | 380 | 199 | 112 | 62 |
| 100x50x4 | 5489 | 1357 | 585 | 309 | 176 | 101 |
| 120x80x3 | 7854 | 1947 | 846 | 455 | 269 | 164 |

Det er interessant!
Brug færdige beregninger til at huske, at tabel 2 og 3 angiver den maksimale belastning, hvorfra røret vil bøje sig, men ikke bryde. Når lasten fjernes (den kraftige vind stopper), vil profilen genvinde sin oprindelige tilstand. Overskridelse af den maksimale belastning selv med 1 kg fører til deformation eller ødelæggelse af strukturen, køb derfor et rør med en sikkerhedsmargen, der er 2 til 3 gange højere end grænseværdien.









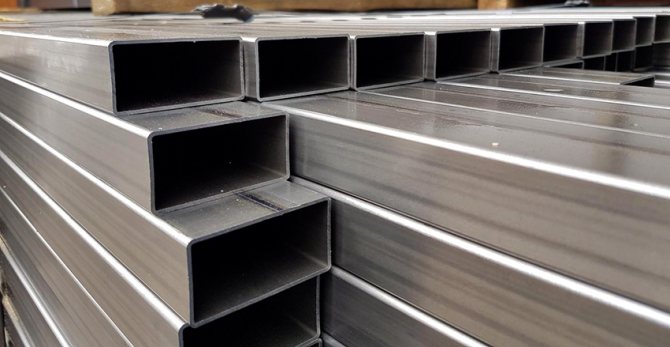
Profilrør: størrelser og priser, formål og funktionalitet
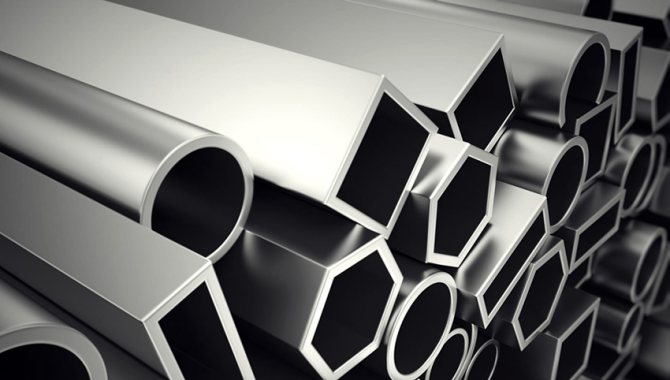
Firkantede rør anvendes i forskellige industrier, herunder produktion og installation af metalstrukturer til udendørs og indendørs brug. Der er ingen særlige krav til dem med hensyn til overfladekvalitet. En generel profil fremstilles på basis af varmvalsede stålstrimler, tykkelsen varierer i området 1,5-5 mm. Af funktionelle funktioner eller anvendelsesbetingelser klassificeres produkter i følgende typer:
- Metalprofiler til generelle og specielle formål;
- produkter til olieproduktion, gastransport og geologisk efterforskning;
- bore- og beklædningsudstyr;
- kompressor og pumpeudstyr;
- vandrør;
- varmebestandige stålprodukter til kedelrum;
- kemisk udstyr;
- store motorveje;
- stålstøtter med afstivere til konstruktion;
- holdbare produkter til multifunktionelle formål.
Anvendelsen af valsede produkter er udbredt inden for maskinteknik og byggeri, landbrug, kommunikationssystemer og olieraffinering. Alle parametre, inklusive rørlængde og vægtykkelse, reguleres af GOST 13663-86.

Snitbillede af profilerede rør


Metoder til beregning af belastninger på et profilrør
Til beregning af belastningerne på profilerne anvendes følgende metoder:
- belastningsberegning ved hjælp af referencetabeller;
- anvendelse af formlen til bøjningsspænding;
- bestemmelse af belastningen ved hjælp af en speciel lommeregner.
Sådan beregnes belastning ved hjælp af referencetabeller
Denne metode er nøjagtig og tager højde for typerne af understøtninger, fastgørelse af profilen til understøtningerne og belastningens art. For at beregne afbøjningen af et profilrør ved hjælp af opslagstabeller kræves følgende data:
- værdien af inertimomentet for røret (I) fra tabellerne GOST 8639-82 (for firkantede rør) og GOST 8645-68 (for rektangulære rør);
- span længde værdi (L);
- rørbelastningsværdi (Q);
- værdien af elasticitetsmodulet fra den aktuelle SNiP.
Disse værdier erstattes af den ønskede formel, som afhænger af fastgørelsen til understøtningerne og fordelingen af lasten. For hver designmodel af belastningen ændres afbøjningsformlerne.
Beregning efter formlen for den maksimale bøjningsspænding af et profilrør
Bøjningsspændingsberegningen beregnes ved hjælp af formlen:
hvor M er kraftens bøjningsmoment, og W er modstanden.
Ifølge Hookes lov er den elastiske kraft direkte proportional med størrelsen af deformation. Nu er værdierne for den ønskede profil erstattet. Yderligere er formlen raffineret og suppleret baseret på stålets egenskaber til profilrøret, belastningen osv.
Du vil være interesseret i:
- fremstiller metalkonstruktioner: Hangarer og præfabrikerede strukturer Baldakiner lavet af polycarbonat og bølgepap Klassiske og smedede gitre, glidende gitre som ...
- En pels til sommerbolig Miljøvenlig varmeisolering Arrangement Det gamle stenhus holdt ikke varmen meget godt og havde brug for isolering. Ejerne besluttede ...
- fremstiller skydegitre ...
- Bygningens velbefindende, der er opført på den, afhænger af det korrekte valg og kvaliteten af fundamentet. Fundamentet skal være stabilt, holdbart, hvilket opnås ...
Profilerede rør bliver et stadig mere populært byggemateriale. Det bruges til konstruktion af sådanne bygningselementer som gulv, bæreramme, bjælke.
En sådan udbredt anvendelse er primært forbundet med enkelheden ved konstruktion, drift, vedligeholdelse af strukturer såvel som den lave vægt af selve produkterne. Det er dog vigtigt at huske, at profilrøret skal have øget bøjningsstyrke, og hvordan man beregner det, diskuteres senere i artiklen.
Profilrør er rør, der har et andet tværsnit end et cirkulært tværsnit. De mest almindelige muligheder er rektangulære og firkantede produkter. Som allerede nævnt er denne særlige popularitet forbundet med en af dens vigtigste fordele - designet har en lav vægt.
Desuden forenkler den specifikke form i høj grad fastgørelsen til hinanden og på andre overflader. Denne type byggeprodukter er ifølge GOST fremstillet af en bred vifte af metaller og legeringer. De mest anvendte er imidlertid profileret rør af kulstofstål og lavlegeret stål.
Hvert metal har en vigtig naturlig kvalitet - et modstandspunkt. Det kan være enten minimum eller maksimum. Sidstnævnte er for eksempel årsagen til deformationen af de opførte strukturer, fører til bøjninger og som et resultat til brud.
Når du udfører en bøjning, er det vigtigt at evaluere egenskaber som størrelse, sektion, produkttype, dens densitet såvel som materialets stivhed og dets fleksibilitet. Når man kender alle disse generelle egenskaber ved metal, kan man forstå, hvordan strukturen vil opføre sig under drift.
Det er vigtigt at huske, at når du bøjer produktet, komprimeres de indre dele af strukturen, dens densitet øges, og de falder selv i størrelse. Det ydre lag bliver følgelig længere, mindre tæt, men mere strakt.
Samtidig bevarer de midterste områder deres oprindelige egenskaber, selv efter afslutningen af processen. Derfor skal det altid huskes, at i under bøjning vil der nødvendigvis opstå spænding selv i områder så langt som muligt fra den neutrale zone
... Det maksimale tryk vil være i de lag, der er meget tæt på denne meget neutrale akse.



Elektromekaniske rørbukkere
Disse enheder bruges, når rør har forskellige tværsnit. De adskiller sig fra deres kolleger i meget høj nøjagtighed af bøjningsradius og unødvendig brug af menneskelig fysisk styrke. Disse enheder er også kendetegnet ved en meget høj pris, hvilket indikerer deres professionelle formål.
Elektromekaniske rørbukkere kan bøje produkter med store diametre, og denne indikator er kun begrænset af selve enhedens størrelse, den kraft, der skabes under bøjning. Stålrørens bøjningsradius skal overholde standarderne. De kan observeres ved hjælp af specielle skabeloner, der let kan udskiftes under bøjningsprocessen.
Tilladte bøjningsradier baseret på materialestyrke
GOSTs regulerer i detaljer både elementernes egenskaber og egenskaber og proceduren til transformation. Dette inkluderer profilrørets mindste bøjningsradius. Det bestemmes afhængigt af de betingelser, under hvilke bøjningen udføres. Ved bøjning med sand, som den er pakket med, eller gennem opvarmning, skal den udvendige diameter starte fra 3,5DN.
Hvis skibsføreren har mulighed for at anvende, hvilket gør det muligt at udføre de nødvendige operationer uden opvarmning eller andre yderligere handlinger, skal diameteren i dette tilfælde være mindst 4DN.
Hvis du vil lave en bøjning, der ville være stejl nok, for eksempel for at lave en bøjet kloak eller rørledning, skal diameteren være mindst 1DN, da bøjning vil være på andre måder, hovedsageligt ved hjælp af høje temperaturer.
Naturligvis kan de værdier, der er fastsat af statslige standarder, reduceres lidt, så du skal meget nøje beregne rørets bøjningsstyrke. Hvis bøjningsmetoden gør det muligt at være sikker på, at vægtykkelsen falder med 15% fra den oprindelige, er der i dette tilfælde afvigelser fra GOST mulige, og selve bøjningen kan udføres mindre end de angivne værdier, hvilket ikke vil har en betydelig indvirkning på styrken i fremtiden.
Materiel modstand
Hvert materiale har et modstandspunkt. Dette undervises i tekniske uddannelsesinstitutioner. Når det angivne punkt er nået, kan materialet sprænge, og strukturen følgelig smuldre.Når pålideligheden af en hvilken som helst bygningsstruktur beregnes, tages der ikke kun hensyn til, hvad strukturelementernes dimensioner er, men også hvilket materiale de er lavet af, hvad er funktionerne i dette materiale, hvilken slags bøjningsbelastning det kan modstå. De miljømæssige forhold, hvor strukturen skal placeres, tages også i betragtning.
Styrkeberegning udføres i henhold til normal stress. Dette skyldes, at spændingen spreder sig ujævnt over overfladen af et rektangulært rør.
Det vil være forskelligt ved trykpunktet og ved kanterne af røret. Dette skal forstås og tages i betragtning.
Det skal tilføjes, at profilrør kan testes for bøjning og i praksis. Der er specielt udstyr til dette. I det bøjes røret, dets spænding er fast. Den belastning, hvormed røret går i stykker, bemærkes.
Behovet for praktisk eksperimentering er relateret til følgende:
- i praksis kan der være afvigelser fra GOST. Hvis bygningen er i stor skala, skal du ikke stole på tallene. Alt skal kontrolleres empirisk;
- hvis rørene ikke fremstilles på fabrikken, f.eks. svejset fra et metalhjørne, er det baseret på teoretiske beregninger umuligt at forstå, hvilken bøjningsspænding røret vil modstå.
Anvendte formler og tabeller
For med succes uden uforudsete komplikationer at udføre beregningen af røret til afbøjning skal du beregne størrelsen på delen i længden. Denne værdi beregnes ved hjælp af en simpel formel, der ligner:
L = 0,0175 × r × α + I
I dette udtryk er hovedindikatorerne repræsenteret af følgende bogstavudtryk:
- r er profilrørets bøjningsradius (mm);
- α - svarer til den vinkel, som du i sidste ende vil have;
- I er den afstand på 100/300, der bruges ved arbejde med specielt udstyr til at holde emnet.
Ved beregning af et rør til afbøjning er et vigtigt trin i arbejdet beregningen af det bøjelige element.
Se videoen
Når vi foretager en vurdering, skal vi estimere størrelsen på det område, der skal bøjes. Formlen for dette er ekstremt enkel, den ser sådan ud:
U = π × α / 180 (r + DH / 2)
Her kan elementerne i formlen repræsenteres som følger:
- π i dette tilfælde tages lig med 3,14;
- α - er bøjningsvinklen udtrykt i grader;
- r - bøjningsradius (mm)
- DH er den ydre diameter.
Af hensyn til skibsføreren og for den største sikkerhed under arbejdet såvel som under driften af opførte strukturer lavet af kobber og messing indeholder GOSTs de laveste indikatorer for de vigtigste egenskaber, der bruges til at beregne et profilrørs bøjningsstyrke. Denne information er indeholdt i GOSTs nr. 494/90, nr. 617/90.
For din bekvemmelighed er de vigtigste egenskaber, der kræves for at bestemme bøjningsstyrken for et profilrør, i tabellen.
Tabel 1.
Mens den foregående tabel hovedsageligt indeholdt faste værdier for kobber- og messingelementer, vil den næste indeholde data for stålelementer. Denne tabel giver dig mulighed for at estimere et formet rørs bøjningsbelastning (GOST nr. 3262/75).
Tabel 2.
Som allerede nævnt spiller vægtykkelse en vigtig rolle i beregningen af et firkantet rørs bøjningsstyrke (såvel som et rundt). Derfor gør nedenstående tabel det muligt at tage højde for både vægtykkelse og diameter i beregningerne.
Tabel 3.
Bøjningsteknologisk proces
Som allerede med rette bemærket forårsager enhver deformation af metalstrukturen yderligere belastning på strukturens vægge. På det indre lag skyldes dette en stigning i metalets tæthed på grund af kompression og ikke på den ydre sektion, årsagen bliver tværtimod spænding, hvilket reducerer metalets densitet.
Under bøjning ændres sektionsformen som forventet. Dette gælder for runde, rektangulære og firkantede rør.For de to sidstnævnte er disse ændringer ikke særlig markante, hvilket ikke kan siges om runde.
Sådan bliver ringprofilen oval. Det er bemærkelsesværdigt, at den største ændring i form kan observeres direkte på foldstedet, og jo længere væk derfra, jo tættere vil sektionen forblive på den oprindelige form.
Se videoen
Det er dog vigtigt at korrekt vurdere slagkraften, graden af deformation af røret for at undgå unødvendige brud og forvrængninger. For en del med en diameter på op til 20 mm bør graden af oval deformation ikke overstige 15%.
Med en stigning i profilen falder værdien endnu mere og er kun 12,5%. Et andet vigtigt element er tilstedeværelsen af folder (produkter med tynde vægge er særligt modtagelige for dette). Denne faktor er meget vigtig, hvis bøjningsstrukturen fungerer som en rørledning.
De dannede folder reducerer permeabiliteten, øger modstanden for den passerende væske og øger graden af tilstopning. Så når du bruger et bøjet rør præcist til disse formål, er det nødvendigt at omhyggeligt nærme valget af produktets vægtykkelse.
Hvad er belastningen på profilrøret
Beregning af et rørs bøjningsstyrke reduceres til en simpel bestemmelse af den maksimale spænding på et bestemt punkt i strukturen. Det er vigtigt at forstå, hvilket materiale profilen er lavet af, da hver af dem har sin egen stressindikator.
For korrekte beregninger skal du anvende den korrekte formel. I dette tilfælde finder bestemmelserne i Hookes lov anvendelse, som siger, at den elastiske kraft er direkte proportional med deformationen. Udtrykket for beregninger er som følger:
SPÆNDING = M / W, hvor:
- M er værdien af graden af bøjning langs aksen, langs hvilken kraften virker;
- W er bøjningsmodstandsværdien taget langs den samme akse.
Hvordan ved du, om beregningerne er korrekte?
Som nævnt har hvert metal eller legering sine egne normale spændingsværdier. Det er bestemmelsen af disse værdier, der er en af de vigtigste opgaver, du står over for, når du beslutter at bygge en bygning ud fra en profil.
For at være sikker på, at resultaterne er korrekte, skal du kende flere vigtige regler og selvfølgelig følge dem.
- Udfør alle beregninger nøjagtigt, nøjagtigt uden hast. På hvert trin skal man lede af de relevante formler og ikke forsøge at justere værdierne, så de passer til dem, der er bekvemme for sig selv.
- Når du har beregnet profilrørets bøjningsstyrke, skal du sikre dig, at de opnåede indikatorer ikke overstiger de specificerede maksimale værdier.
- Tag hensyn til det materiale, som profilen er lavet af, tykkelsen på væggene for at forhindre dets ødelæggelse eller deformation, hvilket hindrer strukturens funktion i fremtiden.
- Før der udføres beregninger, er det nødvendigt at skematisk skildre det fremtidige element. Baseret på denne tekniske tegning kan der foretages mere nøjagtige beregninger, som vil være forsikret mod fejl forbundet med en misforståelse af strukturens form.
Se videoen
Ved at følge alle de nødvendige regler samt sikkerhedsforanstaltninger kan selv en ikke-professionel være sikker på, at alle hans resultater ved beregning af et rørs bøjningsstyrke vil være korrekte, og resultatet vil blive vellykket. Konstant kontrol af dine beregninger og kontrol på hvert trin i arbejdet er nøglen til en vellykket afslutning af sagen.
Føj til bogmærker
Roman Gennadievich, Omsk stiller spørgsmålet:
God dag! Følgende spørgsmål opstod: hvordan man beregner afbøjningen af et profilrør? Det vil sige, jeg vil gerne vide, hvilken maksimal belastning et profilrør af en eller anden størrelse kan modstå for at bestemme denne størrelse. Jeg forstår det ikke selv, så jeg beder dig tale i forståelige udtryk og forklare alle betegnelserne i formlerne.Pointen er, at jeg har nogle ideer til at arrangere et sommerhus, jeg vil gerne lave det af en stålprofil, så du skal vide nøjagtigt, hvilken størrelse du skal købe, så du ikke behøver at gøre det senere. På forhånd tak for dine svar.
Eksperten svarer:
God dag! Beregning af profilrør til afbøjning udføres ved hjælp af en simpel formel: M / W, hvor M er kraftens bøjningsmoment, og W er modstanden. Essensen af implementeringen er enkel. I dette tilfælde finder Hookes lov anvendelse: den elastiske kraft har en direkte proportional afhængighed af deformation. Ved at kende graden af deformation og den maksimale spændingsværdi for et givet materiale kan du derfor vælge den parameter, du har brug for.
Figur 1. Designmodstande for basismetallet i bygningskonstruktioner.
Så M = FL, hvor F er deformationen udtrykt i kg, og L er kraftens skulder, udtrykt i centimeter. Skulderen er afstanden fra fastgørelsespunktet til det punkt, hvor kraften påføres.
Det er også nødvendigt at bestemme den maksimale styrke (R), for eksempel er det for St3 stål lig med 2100 kg / kvadratcentimeter.
For yderligere beregning transformerer vi nu udtrykket og får: R = FL / W, transformerer igen og får: FL = RW, hvorfra F = RW / L. Da vi kender parametrene bortset fra W, er det kun det, der skal findes. Til dette kræves profilrørets parametre, det vil sige a er den ydre bredde, a1 er den indvendige, b er den ydre højde, b1 er den indre, og erstatter dem også korrekt i lighed for at finde den ukendte værdi for forskellige akser: Wx = (wa ^ 3 - b1 (a1) ^ 3) / 6a, Wy = (ab ^ 3- a1 (b1) ^ 3) / 6b.
Hvis produktet har en firkantet sektion, bliver formlen endnu enklere, da W-indekset i begge retninger (vandret og lodret) nu vil være det samme, og ligestillingen i sig selv vil blive forenklet, da profilens længde og bredde er også det samme.
For disse ligheder kan beregninger udføres ved hjælp af en almindelig lommeregner. Værdierne for maksimal belastning er en reference, så det er ikke svært at finde dem på Internettet. I fig. 1 viser et lille sådant bord. I den finder du de nødvendige numre til forskellige typer stål til afbøjning, spænding og kompression - det kan komme til nytte.
22. juli 2020 Specialisering: facadedekoration, indretning, opførelse af sommerhuse, garager. Oplevelsen af en amatørgartner og gartner. Han har også erfaring med reparation af biler og motorcykler. Hobbyer: at spille guitar og meget mere, som der ikke er tid nok til :)
For at udføre rørledningens drejning anvendes specielle fittings - vinkler og tees. Imidlertid er der nogle gange situationer, hvor det er nødvendigt at bøje røret. Som regel, hvis en nybegynder påtager sig dette arbejde, krøller røret eller endda går i stykker, så videre vil jeg introducere dig til nogle af hemmelighederne hos folkhåndværkere, der giver dig mulighed for at klare denne opgave med succes.
Fordele ved at bruge varmebestandige finned-rør
For at skabe et varmebestandigt lag er overfladerne belagt med magnesiumoxid. Efter annealing får de:
- stigning i varmeoverførselskoefficient;
- høj korrosionsbestandighed;
- lang levetid
- øget modstandsdygtighed over for temperaturfald
- intet behov for særlig pleje, de kan arbejde under alle forhold
- muligheden for at bruge i aggressive miljøer.
På grund af de opnåede fordele har varmebestandige finnetyper følgende fordele:
- Høj produktionsbarhed. Den anvendte modstandssvejsning bruger lidt energi; det kræver ikke specielt forbrugsvarer og dyrt udstyr.
- Turbulente luftvirvler vises i mellemrummet mellem ribbenene, hvilket øger intensiteten af varmeoverførslen i alle områder.
- Ved brug af modstandssvejsning oprettes en forbindelse mellem kronblade og bunden med en lav temperaturmodstand.
- Reduktion af kondensatfilmens tykkelse. Dette skyldes brugen af en varmebestandig belægning.Som et resultat er der et fald i kondensationsniveauet for bærerdampene.

Rørbøjningsmetoder
Behovet for bøjning af rør kan opstå i en række tilfælde, f.eks. Under installationen af en rørledning, hvis du har brug for at "omgå" enhver hindring. Det er også ofte nødvendigt at ty til denne operation under fremstillingen af forskellige metalstrukturer, såsom skure, drivhuse, lysthus osv.
Det skal bemærkes, at når det kommer til bøjningsrør, mener vi følgende typer:
Rundt metal
Bøjningsprocessen af metalemner med et cirkulært tværsnit er ret kompliceret, da de let deformeres og til tider endda rives. Derfor, når bøjning sker i et industrielt miljø, især hvis der kræves en lille radius, udføres et rørbøjningsdesign, før denne operation udføres.
Hjemme behøver du selvfølgelig ikke en nøjagtig formel til beregning af et rør til bøjning. Det eneste, du skal bestemme, er den mindste tilladte radius. Dens betydning afhænger stort set af den måde, hvorpå denne operation udføres:
- ved opvarmning af en del pakket med sand
- R = 3,5xDH; - ved hjælp af en rørbøjningsmaskine
(koldbøjning) - R = 4xDH; - bøjning for at opnå bølgepap
(varmbøjning) - R = 2,5хDH.
Du kan få en minimumsradius svarende til to diametre ved varm tegning eller stempling. Det er imidlertid umuligt at lave en sådan bøjning derhjemme.
Disse formler bruger følgende værdier:
Jeg må sige, at der er en mere universel beregning - radius skal være mindst fem rørdiametre.
Så vi fandt ud af teorien lidt, lad os nu gå videre til praksis. Som nævnt ovenfor er der flere måder at løse dette problem på. Den enkleste af dem er brugen af en speciel maskine - en rørbukker.
Det er sandt, at prisen på et sådant værktøj er ret høj - prisen på en hydraulisk maskine, der tillader bøjning af emner op til fire inches i diameter, starter ved 15.000-16.000 rubler. Prisen for en manuel rørbukker, som giver dig mulighed for at arbejde med dele med en diameter på op til en tomme, er 4.700-5.000 rubler.
Hvis du ofte skal håndtere en sådan operation, men ikke ønsker at betale store penge for en rørbukker, kan du gøre det selv. På vores portal kan du finde detaljeret information om, hvordan man laver en maskine til bøjning af profilrør med egne hænder.
Rørbukkeren er imidlertid ikke altid ved hånden, og hvis du har brug for at udføre denne operation en gang, giver det bestemt ikke mening at købe et værktøj til dette. I dette tilfælde kan du lave en bøjning med pinde.
Dette gøres som følger:
- først og fremmest skal du tegne en bøjningsradius på et passende sted;
- derefter graves metalstænger ind langs konturen. Det er ønskeligt at placere dem så tæt på hinanden som muligt. For pålidelighed kan stængerne betones.
Ved siden af den ekstreme stang skal du indsætte en anden, så den bøjede del kan passe imellem dem. Dette er nødvendigt for at rette det;
- så skal du hælde salt eller sand i det bøjede rør. I dette tilfælde skal propperne hamres i hullerne på begge sider;
- derefter fastgøres delen mellem de to første stænger og bøjes derefter rundt om resten af stængerne som vist i diagrammet ovenfor.
Et alternativ til denne mulighed er at bruge kroge, der er fastgjort til et stykke krydsfiner og danner den krævede radius, som på billedet ovenfor. Hvis du vil have en mindre diameter, skal en bred skive eller rulle bruges som skabelon.
Jeg må sige, at begge metoder er egnede til dele med en diameter på ikke mere end 16-20 mm. Hvis du vil bøje et emne med en større diameter, skal bøjningen være godt opvarmet.
Hvis du har brug for at forme ikke-jernholdige metalemner, der har betydeligt mindre bøjningsstyrke end stålmodeller, kan du bruge en fjeder. Sidstnævnte skal strengt svare til den indvendige diameter, da den indsættes i røret. Selvfølgelig kan du lægge fjederen udefra, men i dette tilfælde er det ubelejligt at bøje.
Efter at have beskyttet røret med en fjeder, bøjes det med sine egne hænder. Arbejdet skal udføres omhyggeligt for at opnå den ønskede radius uden at beskadige delen.
Profil
Profilrør er meget sværere at bøje, da de på grund af deres form har øget styrke. Produkter med lille sektion kan bøjes på de måder, der er beskrevet ovenfor.
Der er også en anden måde at bøje et profilrør på, hvilket giver dig mulighed for at arbejde med emner i en tilstrækkelig stor sektion. Dets princip er som følger:
- sand eller salt skal hældes i emnet og derefter slutte enderne pålideligt med stik;
- endvidere skal delen fastspændes sikkert i en skruestik;
- derefter skal foldområdet opvarmes rødglødende;
- derefter skal arbejdsemnet trimmes med en hammer, indtil den ønskede radius opnås.
Hvis du har en svejsemaskine og en kværn, kan du bøje emner med selv den største diameter uden megen anstrengelse. Dette gøres som følger:
- først og fremmest er bøjningsradius markeret på emnet;
- længere langs hele radius skal du markere strimlerne på tre sider af profilen blankt. Jo mindre radius, jo mindre skal trinnet mellem striberne være;
- derefter udskærer kværnen på tre sider af delen i henhold til de markeringer, der er foretaget;
- emnet bøjes nu uden problemer;
- efter opnåelse af den ønskede vinkel skal snitene svejses;
- i slutningen af arbejdet skal du rense sømme og male.
På denne måde kan dele af selv komplekse former produceres, mens bøjningsnøjagtigheden er meget høj. Erfaring med en kværn og en svejsemaskine er dog påkrævet.
Forstærket plast
På den ene side bøjer metalplastrør meget let, men på den anden knækker de let. Derfor skal arbejdet udføres meget omhyggeligt. Det skal huskes, at den mindste bøjningsradius for et metal-plastrør svarer til radien af metalemner, dvs. skal have mindst fem diametre.
Hvis rørdiameteren er 16 mm, kan den bøjes uden specielle enheder. Dette gøres som følger:
- tag delen med begge hænder ovenfra. I dette tilfælde skal du placere dine tommelfingre under røret parallelt med det og tæt sammen som vist på billedet ovenfor;
- bøj derefter røret med begge hænder, og sørg for at støtte tommelfingrene;
- bøjning af røret til den krævede radius, flyt det i håndfladerne til venstre eller højre, og gentag derefter proceduren;
- bøj emnet på denne måde, og flyt det, indtil du får den ønskede vinkel.
For at "fylde din hånd", øv dig i at udføre denne procedure på rør, da det sandsynligvis er, at emnerne i første omgang går i stykker.
Det er meget sværere at bøje et rør med en diameter på 20 mm omkring fingrene. Derfor kan enhver anden egnet overflade bruges som stop. Det er dog mest bekvemt at udføre dette arbejde ved hjælp af en fjederleder, som kan være både ekstern og intern, dvs. som er indsat inde i emnet.
For at lave en bøjning med en indre jig midt på et langt emne, binde det til et reb og skubbe det derefter til den ønskede dybde. Når bøjningen er afsluttet, trækkes fjederen ud ved at trække i rebet.
Manuel rørbukkere
Den manuelle rørbukker anvendes til bøjning af materialer med lille diameter. Denne enhed kan let fremstilles af ikke-jernholdige metaller og rustfrit stål. Princippet for betjening af denne enhed er, at ved at indsætte den ene ende i en speciel klemme, skal du begynde at dreje håndtaget. Gennem denne procedure vil røret passere mellem rullerne, og derved skabes den ønskede drejning.Når du udfører denne procedure, anbefales det at overholde GOST, hvilket indikerer, at minimumsradierne for rene ikke-jernholdige metaller og rustfrit stål skal være:
- hvis diameteren er mindre end 20 mm - ikke mindre end 2,5 D;
- hvis diameteren er mere end 20 mm - 3,5 D og mere.
D er en indikator for udendørs.
Produktion
Som vi fandt ud af, er der en hel række populære måder at bøje rør på. Med lidt øvelse kan du opnå gode resultater. Det skal dog huskes, at kvaliteten af bøjningen på professionelt udstyr altid vil være højere.
Videoen i denne artikel giver yderligere oplysninger om, hvordan man bøjer armerede plastrør. Hvis du er i færd med at udføre denne operation, skal du stille spørgsmål i kommentarerne, og jeg vil bestemt prøve at hjælpe dig.
22. juli 2020
Hvis du vil udtrykke taknemmelighed, tilføje afklaring eller indsigelse, så spørg forfatteren noget - tilføj en kommentar eller sig tak!
I industriel og privat konstruktion er formede rør almindelige. De bruges til at konstruere udhus, garager, drivhuse, lysthus. Design er både klassisk rektangulære og udsmykkede. Derfor er det vigtigt at beregne rørbøjningen korrekt. Dette holder formen og giver strukturen styrke og holdbarhed.
Beregning af bjælker til afbøjning. Arbejdsalgoritme
Faktisk er algoritmen, hvormed en sådan beregning foretages, ret enkel. Som et eksempel kan du overveje en noget forenklet beregningsplan, mens du udelader nogle specifikke termer og formler. For at beregne afbøjning af bjælker er det nødvendigt at udføre et antal handlinger i en bestemt rækkefølge. Beregningsalgoritmen er som følger:
- Der udarbejdes en beregningsplan.
- Bjælkens geometriske egenskaber bestemmes.
- Den maksimale belastning på dette element beregnes.
- Om nødvendigt kontrolleres bjælkens bøjningsmomentstyrke.
- Den maksimale nedbøjning beregnes.
Som du kan se, er alle handlinger ret enkle og ret gennemførlige.
Bøjelige metalegenskaber
Metal har sit eget modstandspunkt, både maksimalt og minimum.
Den maksimale belastning på strukturen fører til deformationer, unødvendige bøjninger og endda knæk. Ved beregning er vi opmærksomme på typen af rør, sektion, dimensioner, tæthed, generelle egenskaber. Takket være disse data er det kendt, hvordan materialet vil opføre sig under påvirkning af miljøfaktorer.
Vi tager højde for, at der under pres på den tværgående del af røret opstår spænding selv ved punkter fjernt fra den neutrale akse. Zonen med den mest tangentielle spænding er den, der er placeret nær den neutrale akse.
Under bøjning trækker de indre lag i de bøjede hjørner sig sammen, falder i størrelse, og de ydre lag strækker sig, forlænges, men de midterste lag bevarer deres originale dimensioner efter afslutningen af processen.
Bøjningsrør er meget udbredt i hverdagen
Hvad er et rektangulært rør?
Et rektangulært metalrør er et metalprodukt, der er flere meter langt. Det rektangulære rør har et tilsvarende tværsnit. Dets område kan være meget forskelligt. Alle parametre for sådanne rør reguleres af specielle GOST'er - dokumenter, der stammer fra staten. Kravet om, at alle dimensioner overholder GOST, er forbundet med følgende:
- et rør fremstillet i overensstemmelse med GOST vil opfylde sikkerhedskravene. Hvis røret er lavet under håndværksmæssige forhold, er der en mulighed for, at proportionerne ikke opfylder sikkerhedskravene. Der er en fare for, at produktet ikke tåler belastningen og vil medføre, at strukturen kollapser;
- Ved beregning af rørbelastning er det ikke nødvendigt at måle hvert enkelt produkt. Dens parametre er indstillet af GOST, derfor kan du tage data fra dette dokument.
Produkter er lavet af forskellige typer stål.Nogle stålkvaliteter kræver ikke yderligere behandling. Dette er for eksempel det såkaldte rustfrit stål. Stål, der er bange for korrosion, skal behandles med specielle opløsninger eller maling.
Sådan foretages korrekte beregninger
Beregning af et profilrør til afbøjning er bestemmelsen af graden af maksimal belastning på et bestemt punkt i røret.
Hvert materiale har en normal belastningsvurdering. De påvirker ikke selve produktet. For at foretage beregningerne korrekt skal der anvendes en særlig formel. Det er nødvendigt at sikre, at indikatorerne ikke overstiger de maksimalt tilladte værdier. Ifølge Hookes lov er den resulterende elastiske kraft direkte proportional med deformationen.
Ved beregning af bøjningen er det også nødvendigt at anvende stressformlen, der ligner M / W, hvor M er bøjningsindikatoren langs aksen, hvor kraften falder, men W er bøjningsmodstandsindikatoren langs den samme akse.
Rørbøjningen skal være korrekt og nøjagtig
Funktioner i produktionen af formet metalrør
Ifølge fremstillingsmetoden er profilrør varme og kolde deformerede. På grund af metallernes duktilitet er profilering af ethvert stålemne tilgængelig under påvirkning af høje temperaturer. På snittet (i sektion) har rørene formen:
- firkant;
- rektangel;
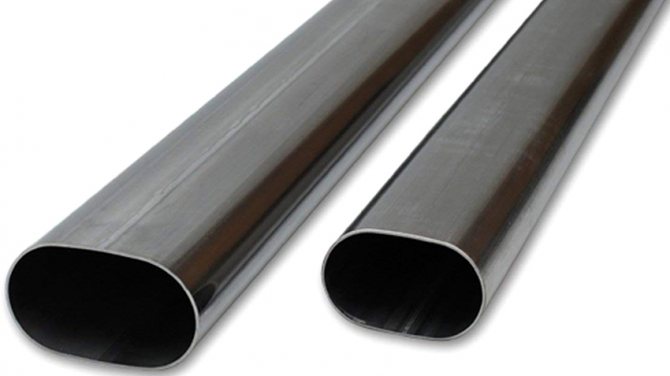
- oval.
Den flade-ovale buede profil (eller ovale rør) er ikke mindre efterspurgt, og dens produktion vokser. Teknologien til dannelse af dem adskiller sig praktisk talt ikke fra rulning af professionelle standardrør. Dette er som en mellemliggende mulighed mellem runde og rektangulære strukturer, og deres kvalitets- og udholdenhedsindikatorer er en størrelsesorden højere end disse produkters. Teknologien til produktion af en standard rørstørrelse forudsætter:

I tværsnit har rørene form som et ovalt, firkantet eller rektangel.
- metode til koldformning af afrundede produkter med en presse;
- svejsning af rektangulære stålplader.
Vigtig! Omkostningerne ved valsede produkter med en svejset søm er lavere end prisen på faste rør. Der er ingen grund til at tvivle på deres kvalitet: leddet kontrolleres med en fejldetektor, inden der modtages et certifikat og et acceptcertifikat.
I overensstemmelse med GOST dannes rør af enhver størrelse (i inches og mm) ved hjælp af to teknologier, der adskiller sig markant fra hinanden:
- Ved at svejse et ark eller en båndprofil (en søm kan kun reducere produktkvaliteten under betydelige belastninger, og produktet har en lavere pris).
- Afrundede stænger passerer presningen af emner af samme form på et valseværk (teknologien er dyrere, sømløse produkter udholder den maksimale belastning i lodrette rammer).
Rør fremstilles ved koldformning af afrundede produkter ved hjælp af en presse og svejsning af rektangulære plader
Bøjningsteknologisk proces
Bøjning skaber en vis grad af stress i metalvæggene. Trækspænding opnås på den ydre sektion og kompressionsspænding på den indvendige sektion. Takket være disse påvirkninger ændres aksens hældning.
Under bøjningsprocessen på det bøjede sted ændres tværsnitsformen. Som et resultat bliver den ringformede profil oval. En klarere oval form ses midt i afbøjningen, men mod slutningen og mod starten falder deformationen.
For rør med et tværsnit på op til 20 mm bør ovaliteten på det deformerede sted ikke overstige 15%. Til rør med et tværsnit på 20 og derover - 12,5%.
Vær opmærksom på, at der kan forekomme folder i det konkave område af tyndvæggede produkter. De påvirker igen systemets funktion negativt (reducerer arbejdsmediets permeabilitet, øger niveauet af hydraulisk modstand, graden af tilstopning).
Buede rør anvendes i industri og privat konstruktion
Tilladte bøjningsradier af røret
Rør har en minimum bøjningsradius i henhold til statens standarder.
Hvis bøjning udføres ved opvarmning og slibning, er rørets ydre diameter mindst 3,5 DN.
Danner et rør på en rørbøjningsmaskine (uden opvarmning) - mindst 4DN.
Bøjning ved opvarmning med en gasbrænder eller i en ovn for at opnå halvsporede folder er mulig med et indeks på 2,5 DN.
Hvis bøjningen er beregnet til en stejl (til bøjede kloakbøjninger lavet ved varm opskæring eller ved stempling) - mindst 1DN.
Rørbøjningen kan være mindre end de angivne værdier. Dette er dog muligt, hvis fremstillingsmetoden garanterer, at rørvæggene fortyndes med 15% af den samlede tykkelse.
Vi udfører beregningen af rørets bøjningsstyrke ansvarligt.
Bøjning af rør med forskellige diametre
Formler og tabeller
For at beregne rørets afbøjning bestemmer vi længden på delen. Det beregnes ved hjælp af denne formel:
L = 0,0175 ∙ R ∙ α + l
R er bøjningsradius i mm;
α er værdien af vinklen;
I - lige sektion på 100/300, nødvendigt for at gribe produktet (når du arbejder med værktøjet).
Ved beregning af bøjningen af et profilrør tager vi højde for størrelsen på det bøjede element. Det bestemmes af følgende formel:
A = π ∙ α / 180 (R + DH / 2)
Værdien af tallet π = 3,14;
α er bøjningsvinklen i grader;
R - radiusens værdi (værdien tages i betragtning i mm);
DH er diameteren på ydersiden af røret.
Minimum bøjningsradier for kobber og messingprodukter er angivet i tabellen. Dataene svarer til GOSTs nr. 494/90 og nr. 617/90. Desuden er værdierne for den udvendige diameter, minimumslængden af den statiske frie del, også angivet her.
Bøjning af formede rør kan udføres på specielle maskiner
Rørbøjningsdiagram
Følgende tabel hjælper med at beregne et rundt rør til bøjning. Det inkluderer data relateret til stålanaloger (indikatorer svarer til GOST nr. 3262/75).
| Rørmål | Mindste bøjningsradius | Minimum fri længde | ||
| Betinget pas | Ekstern | Hed | Kold | |
| 8 | 13,5 | 40 | 80 | 40 |
| 10 | 17 | 50 | 100 | 45 |
| 15 | 21.3 | 65 | 130 | 50 |
| 20 | 26.8 | 80 | 160 | 55 |
| 25 | 33.5 | 100 | 200 | 70 |
| 32 | 42.3 | 130 | 250 | 85 |
| 40 | 48 | 150 | 290 | 100 |
| 50 | 60 | 180 | 360 | 120 |
| 65 | 75.5 | 225 | 450 | 150 |
| 80 | 88.5 | 265 | 530 | 170 |
| 100 | 114 | 340 | 680 | 230 |
For ikke at forveksles med beregningerne, skal man også tage højde for rørvæggernes diameter og tykkelse.
Manuel hydraulisk rørbukker
Bøjning af røret med dine egne hænder
Hvis du gør det selv, vil beregningen af røret til bøjning hjælpe, hvis formel er enkel og universel (disse er 5 rørdiametre).
Vi beregner bøjningen på dele med et tværsnit på 1,6 cm.
Første trin: du skal klart forstå, hvilken type cirkel der bliver resultatet (for korrekt bøjning er en fjerdedel af cirklen nødvendig).
2. trin: definer radius - 16 ganget med 5. Resultatet er 80 mm.
3. trin: Beregn startpunkterne for bøjningen. For at gøre dette skal du bruge formlen C = 2π ∙ R: 4. C-værdien er længden af røret, der skal bruges i arbejdet. Der anvendes to pi-numre samt en indikator for rørets ydre radius.
4. trin: værdier erstattes med kendte data: 2 ∙ 14 ∙ 80: 4. Som et resultat får vi 125 mm. Dette vil være længden af sektionen, hvor den mindste bøjningsradius er 80 mm.
Hvis du ikke kan arbejde med formlerne, beregner vi afbøjningen af profilrøret ved hjælp af en lommeregner (et specielt program er let at finde på Internettet).
Der er flere typer af et sådant værktøj. Segmentbøjningsenheden sørger for arbejde på basis af specielle skabeloner. Deres form er allerede beregnet for en bestemt diameter og form af folden. Værktøjet hjælper med at omforme rør op til 180˚.
Støtteudstyr har et segment, der bevæger sig inden i det fremtidige produkt. Dette forhindrer deformation, åbner adgang til flere områder på én gang.
Uanset hvilken type værktøj der bruges, husker vi, at nøjagtige, gentagne gange bekræftede beregninger er nøglen til vellykket installation.
Bøjning af rør under stationære forhold: tegninger og tilbehør
I industrielle virksomheder og i private butikker, hvor kun to eller tre personer arbejder, anvendes en rørbukker med en dorn. På trods af at industrielle værktøjsmaskiner og rørbukkere i butikker adskiller sig i størrelse og funktionalitet, er deres driftsprincip ens. Arbejdet med rørbukkeren er som følger: Røret indsættes i maskinens rille, fastgjort med en klemme til den lige del, den anden klemme presser den mod bøjningsvalsen.Når maskinen tændes, bærer rullen den indsatte del bag sig, den glider af dornen og danner et bøjet rørstykke af den ønskede størrelse. Den skeformede dorn til rørbøjning er blevet udbredt. Det er designet til at bøje tyndvæggede rør op til 75 mm i diameter. På grund af de høje omkostninger er dornbøjning af rør ikke tilgængelig for alle ejere, derfor bruger amatører rørbøjere, der er samlet alene i garagen eller tømreren.
Driftsklasser for PEX-rør, levetid og temperatur.
Når vi taler om egenskaberne ved PEX-rør, mener vi altid serviceklasser for rør fremstillet af et givet polymermateriale. Ud over styrkeegenskaberne, der varierer fra typen af rørproduktion. Der er også klasser af rørdrift beskrevet i ISO 10508-standarden. Næsten alle producenter har de samme materialer, men på grund af den brede vifte af anvendelser af PEX- og PERT-materialer og anvendte katalysatorer er klasser af rørdrift opdelt i 6 underarter. Alle disse klasser påvirker ikke rørets kvalitet, men angiver kun rørets funktionsmåde og dets driftstemperaturbetingelser i forhold til materialets levetid. Du kan se disse klasser i tabellen nedenfor.
Serviceklassetabel for PEX- og PERT-polymerrørledninger:
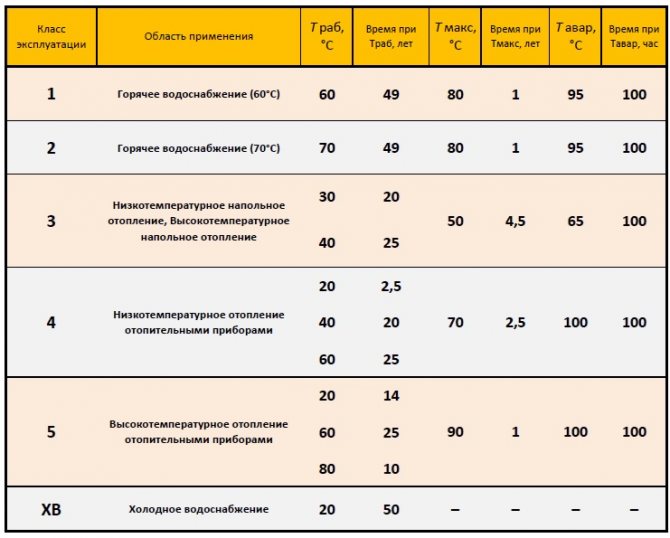

Kort sagt defineres anvendelsesområderne for rør i forskellige klasser i ISO 10508-standarden som følger:
· Klasse 1 [A] *
(Varmtvandsfordelingssystemer 60 ° C, levetid 50 år)
· Klasse 2 [B] *
(Varmtvandsfordelingssystemer 70 ° C, levetid 50 år)
· Klasse 3 [C] *
(kun gulvvarme 35 ° C, levetid 22 år)
· Klasse 4 [D] *
(gulvvarme med temperaturer op til 20 ° C - 2,5 år og lavtemperaturradiatorer [KERMI] 50 ° C, levetid 22 år) Drift af klassen forudsætter, at ved en gennemsnitlig daglig temperatur på 40 ° C [20 til 60] af varmesystemet, vil røret fungere mindst 15 år.
· Klasse 5 [E] *
(højtemperaturradiatorer og varmesystemer 53 ° C, levetid 16 år)
* Alle klassetemperaturer betragtes ud fra den gennemsnitlige daglige temperatur for kølemidlet i røret.
For hvert materiale og hver S-serie er det maksimale arbejdstryk (4, 6, 8, 10 bar) beregnet for en bestemt serviceklasse.
for eksempel
For PP-RCT-S3,2-rør præsenteres informationen på røret som følger:
Klasse 1 / 10bar, 2 / 10bar, 4 / 10bar, 5 / 8bar - det betyder, at røret kan bruges:
til distributionssystemer med varmt vand med en temperatur på 60 ° C, et driftstryk på 10 bar og en levetid på op til 50 år (klasse 1/10) til varmtvandsfordelingssystemer med en temperatur på 70 ° C, et driftstryk på 10 bar og en levetid på op til 50 år (klasse 2/10) til gulvvarme og lavtemperaturradiatorer med et driftstryk på 10 bar og en levetid på op til 15 år (klasse 4/10); til radiatorer med høj temperatur med et driftstryk på 8 bar og en levetid på op til 16 år (klasse 5/8)