Door zelf een profielpijp te kiezen voor ondersteunende constructies, begrijpt de klant het belang van nauwkeurige berekeningen van parameters en belastingen. In dit artikel zullen we proberen erachter te komen of het de moeite waard is om te besparen op berekeningen.
Met de komst van de zomer begint het bouwseizoen voor bedrijven, eigenaren van cottages, zomerhuisjes. Iemand bouwt een tuinhuisje, serre of schutting, andere mensen blokkeren het dak of bouwen een badhuis. En wanneer er bij de klant een vraag ontstaat over de draagconstructies, wordt vanwege de lage kosten en buigsterkte bij laag gewicht vaker gekozen voor een profielbuis.
Wat is de belasting van de profielbuis
Een andere vraag is hoe je de afmetingen van een profielbuis kunt berekenen om met "weinig bloed" rond te komen, om een buis te kopen die geschikt is voor de lading. Voor het maken van leuningen, hekken, kassen, kunt u het doen zonder berekeningen. Maar als u een luifel, dak, vizier bouwt, kunt u niet zonder serieuze belastingsberekeningen.
Belangrijk! Elk materiaal is bestand tegen externe belasting, en staal is geen uitzondering. Wanneer de belasting op de profielpijp de toegestane waarden niet overschrijdt, zal de constructie buigen, maar de belasting weerstaan. Als het gewicht van de last wordt verwijderd, keert het profiel terug naar zijn oorspronkelijke positie. Als de toegestane belastingswaarden worden overschreden, wordt de buis vervormd en blijft dit voor altijd, of breekt hij bij de bocht.
Om negatieve gevolgen te elimineren, moet u bij het berekenen van een profielpijp rekening houden met:
- afmetingen en doorsnede (vierkant of rechthoekig);
- structurele spanning;
- sterkte van staal;
- soorten mogelijke belastingen.
Classificatie van belastingen op een profielpijp
Volgens SP 20.13330.2011 worden de volgende soorten belastingen onderscheiden door het tijdstip van actie:
- constanten waarvan het gewicht en de druk in de loop van de tijd niet veranderen (het gewicht van delen van een gebouw, grond, enz.);
- tijdelijk langdurig (gewicht van trappen, boilers in het huisje, gipsplaatwanden);
- korte termijn (sneeuw en wind, gewicht van mensen, meubilair, transport, etc.);
- speciaal (aardbevingen, explosies, autoslagen, enz.).
Op een opmerking!
U bouwt bijvoorbeeld een luifel op het erf van een perceel en gebruikt een gevormde buis als draagconstructie. Houd vervolgens bij het berekenen van de buis rekening met de mogelijke belastingen:
- luifel materiaal;
- sneeuwgewicht;
- harde wind;
- mogelijke botsing van de auto met de steun tijdens niet succesvol parkeren op het erf.
Gebruik hiervoor SP 20.13330.2011 "Loads and Impacts". Het bevat de kaarten en regels die nodig zijn voor de juiste berekening van de profielbelasting.
Ontwerpschema's voor het laden op een profielpijp
Naast de soorten en soorten belasting van de profielen, wordt er bij de berekening van de buis rekening gehouden met de soorten steunen en de aard van de belastingverdeling. De calculator rekent met slechts 6 soorten berekeningsschema's.
Maximale belasting van de profielbuis
Sommige lezers stellen zich de vraag: "Waarom zulke complexe berekeningen als ik de reling voor de veranda moet lassen." In dergelijke gevallen zijn complexe berekeningen niet nodig, rekening houdend met de nuances, omdat u gebruik kunt maken van kant-en-klare oplossingen (tab. 1, 2).
| Tabel 1. Belasting voor een vierkante buis | ||||||
| Buisafmetingen, mm | ||||||
| 1 meter | 2 meter | 3 meter | 4 meter | 5 meter | 6 meter | |
| 40x40x2 | 709 | 173 | 72 | 35 | 16 | 5 |
| 40x40x3 | 949 | 231 | 96 | 46 | 21 | 6 |
| 50x50x2 | 1165 | 286 | 120 | 61 | 31 | 14 |
| 50x50x3 | 1615 | 396 | 167 | 84 | 43 | 19 |
| 60x60x2 | 1714 | 422 | 180 | 93 | 50 | 26 |
| 60x60x3 | 2393 | 589 | 250 | 129 | 69 | 35 |
| 80x80x3 | 4492 | 1110 | 478 | 252 | 144 | 82 |
| 100x100x3 | 7473 | 1851 | 803 | 430 | 253 | 152 |
| 100x100x4 | 9217 | 2283 | 990 | 529 | 310 | 185 |
| 120x120x4 | 13726 | 3339 | 1484 | 801 | 478 | 296 |
| 140x140x4 | 19062 | 4736 | 2069 | 1125 | 679 | 429 |
| Tabel 2. Belasting voor rechthoekige buis (berekend voor de grotere zijde) | ||||||
| Buisafmetingen, mm | ||||||
| 1 meter | 2 meter | 3 meter | 4 meter | 5 meter | 6 meter | |
| 50x25x2 | 684 | 167 | 69 | 34 | 16 | 6 |
| 60x40x3 | 1255 | 308 | 130 | 66 | 35 | 17 |
| 80x40x2 | 1911 | 471 | 202 | 105 | 58 | 31 |
| 80x40x3 | 2672 | 658 | 281 | 146 | 81 | 43 |
| 80x60x3 | 3583 | 884 | 380 | 199 | 112 | 62 |
| 100x50x4 | 5489 | 1357 | 585 | 309 | 176 | 101 |
| 120x80x3 | 7854 | 1947 | 846 | 455 | 269 | 164 |

Het is interessant!
Onthoud aan de hand van kant-en-klare berekeningen dat tabellen 2 en 3 de maximale belasting aangeven waaruit de buis zal buigen, maar niet breken. Als de last is verwijderd (de harde wind stopt), zal het profiel zijn oorspronkelijke staat terugkrijgen. Overschrijding van de maximale belasting zelfs met 1 kg leidt tot vervorming of vernietiging van de constructie, koop daarom een buis met een veiligheidsmarge die 2 tot 3 keer hoger is dan de grenswaarde.









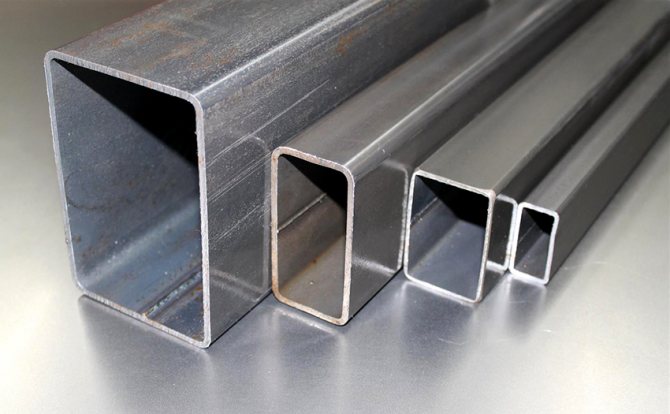
Profielbuizen: maten en prijzen, doel en functionaliteit
Vierkante buizen worden in verschillende industrieën gebruikt, waaronder de productie en installatie van metalen constructies voor binnen- en buitengebruik. Er worden geen speciale eisen gesteld aan de oppervlaktekwaliteit. Een universeel profiel wordt geproduceerd op basis van warmgewalste stalen strips, de dikte varieert in het bereik van 1,5-5 mm. Op basis van functionele kenmerken of gebruiksomstandigheden worden producten ingedeeld in de volgende typen:
- metalen profielen voor algemene en speciale doeleinden;
- producten voor olieproductie, gastransport en geologische exploratie;
- boor- en omhulselapparatuur;
- compressor en pompapparatuur;
- waterleidingen;
- hittebestendige staalproducten voor ketelruimen;
- chemische apparatuur;
- grote snelwegen;
- stalen steunen met verstijvers voor constructie;
- duurzame multifunctionele producten.
Het gebruik van gewalste producten is wijdverbreid in de machinebouw en constructie, landbouw, communicatiesystemen en olieraffinage. Alle parameters, inclusief pijplengte en wanddikte, worden geregeld door GOST 13663-86.

Doorsneden van geprofileerde buizen


Methoden voor het berekenen van belastingen op een profielbuis
Om belastingen op profielen te berekenen, worden de volgende methoden gebruikt:
- belastingberekening met behulp van referentietabellen;
- gebruik van de buigspanningsformule;
- bepaling van de belasting met behulp van een speciale rekenmachine.
Hoe u de belasting kunt berekenen met behulp van referentietabellen
Deze methode is nauwkeurig en houdt rekening met de soorten steunen, de bevestiging van het profiel aan de steunen en de aard van de belasting. Om de doorbuiging van een profielbuis te berekenen met behulp van opzoektabellen, zijn de volgende gegevens nodig:
- de waarde van het traagheidsmoment van de buis (I) uit de tabellen GOST 8639-82 (voor vierkante buizen) en GOST 8645-68 (voor rechthoekige buizen);
- waarde overspanning (L);
- waarde buisbelasting (Q);
- de waarde van de elasticiteitsmodulus van de huidige SNiP.
Deze waarden worden gesubstitueerd in de gewenste formule, die afhankelijk is van de verankering op de steunen en de verdeling van de belasting. Voor elk ontwerpmodel van de belasting worden de doorbuigingsformules gewijzigd.
Berekening volgens de formule voor de maximale buigspanning van een profielbuis
De berekening van de buigspanning wordt berekend met behulp van de formule:
waarbij M het buigmoment van de kracht is en W de weerstand.
Volgens de wet van Hooke is de elastische kracht recht evenredig met de mate van vervorming. Nu worden de waarden voor het gewenste profiel vervangen. Verder wordt de formule verfijnd en aangevuld op basis van de eigenschappen van het staal voor de profielpijp, belasting, etc.
U bent geïnteresseerd in:
- vervaardigt metalen constructies: Hangars en geprefabriceerde constructies Luifels van polycarbonaat en golfkarton Klassieke en gesmede roosters, schuifroosters zoals ...
- Een bontjas voor een zomerverblijf Milieuvriendelijke thermische isolatie Regeling Het oude stenen huis hield de warmte niet goed vast en had isolatie nodig. De eigenaren besloten ...
- vervaardigt schuifroosters ...
- Het welzijn van het gebouw dat erop wordt gebouwd, hangt af van de juiste keuze en kwaliteit van de fundering. De fundering moet stabiel en duurzaam zijn, wat wordt bereikt ...
Profielbuizen worden een steeds populairder bouwmateriaal. Het wordt gebruikt voor de constructie van bouwelementen zoals vloer, draagframe, balk.
Een dergelijk wijdverbreid gebruik wordt voornamelijk geassocieerd met de eenvoud van constructie, bediening, onderhoud van constructies, evenals het lage gewicht van de producten zelf. Het is echter belangrijk om te onthouden dat de profielpijp een verhoogde buigsterkte moet hebben, en hoe deze moet worden berekend, zal later in het artikel worden besproken.
Profielbuizen worden buizen genoemd met een doorsnede die verschilt van een ronde doorsnede. De meest voorkomende opties zijn rechthoekige en vierkante producten. Zoals eerder vermeld, wordt de bijzondere populariteit van dit type geassocieerd met een van de belangrijkste voordelen: het ontwerp zal een laag gewicht hebben.
Bovendien vereenvoudigt de specifieke vorm de bevestiging aan elkaar en aan andere oppervlakken aanzienlijk. Dit type bouwproducten is volgens GOST gemaakt van een breed scala aan metalen en legeringen. De meest gebruikte zijn echter profielbuizen van koolstofstaal en laaggelegeerd staal.
Elk metaal heeft een belangrijke natuurlijke kwaliteit - een weerstandspunt. Het kan minimaal of maximaal zijn. Dit laatste is bijvoorbeeld de oorzaak van de vervorming van de opgerichte constructies, leidt tot bochten en daardoor tot breuken.
Bij het maken van een buiging is het belangrijk om kenmerken zoals grootte, doorsnede, type product, de dichtheid, evenals de stijfheid van het materiaal en de flexibiliteit ervan te evalueren. Als men al deze algemene eigenschappen van metaal kent, kan men begrijpen hoe de structuur zich tijdens het gebruik zal gedragen.
Het is belangrijk om te onthouden dat wanneer u het product buigt, de interne delen van de structuur worden samengedrukt, hun dichtheid toeneemt en ze zelf kleiner worden. De buitenste laag wordt dienovereenkomstig langer, minder dicht, maar meer uitgerekt.
Tegelijkertijd behouden de middelste gebieden hun oorspronkelijke kenmerken, zelfs na voltooiing van het proces. Daarom moet er altijd aan worden herinnerd dat in tijdens het buigen zal er noodzakelijkerwijs spanning ontstaan, zelfs in gebieden die zo ver mogelijk verwijderd zijn van de neutrale zone
De maximale druk zal zijn in die lagen die zich heel dicht bij deze zeer neutrale as bevinden.



Elektromechanische buigmachines
Deze apparaten worden gebruikt wanneer buizen verschillende doorsneden hebben. Ze verschillen van hun tegenhangers door een zeer hoge nauwkeurigheid van de buigradius en onnodig gebruik van menselijke fysieke kracht. Deze apparaten onderscheiden zich ook door zeer hoge kosten, wat hun professionele doel aangeeft.
Elektromechanische pijpbuigmachines kunnen producten met grote diameters buigen, en deze indicator wordt alleen beperkt door de grootte van het apparaat zelf, de kracht die wordt gecreëerd tijdens het buigen. De buigradius van stalen buizen moet volledig voldoen aan de normen. Ze kunnen worden bekeken met behulp van speciale sjablonen die gemakkelijk kunnen worden vervangen tijdens het buigproces.
Toegestane buigradii op basis van materiaalsterkte
GOST's regelen tot in detail zowel de eigenschappen en kenmerken van de elementen als de procedure van de transformatie. Dit is inclusief de minimale buigradius van de profielbuis. Het wordt bepaald afhankelijk van de omstandigheden waaronder de bocht wordt uitgevoerd. Bij het buigen met zand waarmee het is verpakt, of door verwarming, moet de buitendiameter beginnen vanaf 3,5DN.
Als de master de mogelijkheid heeft om toe te passen, waardoor de nodige bewerkingen kunnen worden uitgevoerd zonder verwarming of andere aanvullende acties, dan moet in dit geval de diameter minimaal 4DN zijn.
Als je een bocht wilt maken die steil genoeg is om bijvoorbeeld een verbogen riool of pijpleiding te maken, dan moet de diameter minimaal 1DN zijn, omdat buigen op andere manieren gebeurt, voornamelijk met hoge temperaturen.
Natuurlijk kunnen de waarden die door de staatsnormen worden bepaald, enigszins worden verlaagd, dan moet u de buigsterkte van de buis zeer zorgvuldig berekenen. Als de buigmethode het mogelijk maakt om er zeker van te zijn dat de wanddikte met 15% afneemt ten opzichte van de oorspronkelijke, dan zijn in dit geval afwijkingen van GOST mogelijk en kan het buigen zelf worden uitgevoerd onder de aangegeven waarden, wat zal hebben geen significant effect op de sterkte in de toekomst.
Materiële weerstand
Elk materiaal heeft een weerstandspunt. Dit wordt onderwezen in technische onderwijsinstellingen. Bij het bereiken van het gespecificeerde punt kan het materiaal barsten en de structuur dienovereenkomstig afbrokkelen.Dus wanneer de betrouwbaarheid van een bouwconstructie wordt berekend, wordt niet alleen rekening gehouden met de afmetingen van de structurele elementen, maar ook met het materiaal waaruit ze zijn gemaakt, wat zijn de kenmerken van dit materiaal, wat voor soort buigbelasting het kan weerstaan. Er wordt ook rekening gehouden met de omgevingscondities waarin de constructie zal worden geplaatst.
De sterkteberekening wordt uitgevoerd volgens normale spanning. Dit komt door het feit dat de spanning zich ongelijkmatig over het oppervlak van een rechthoekige buis verspreidt.
Het zal anders zijn op het drukpunt en aan de randen van de buis. Dit moet worden begrepen en er moet rekening mee worden gehouden.
Hieraan moet worden toegevoegd dat profielbuizen kunnen worden getest op buiging en in de praktijk. Hiervoor is speciale apparatuur. Daarin buigt de buis, wordt de spanning geregistreerd. De spanning waarbij de buis breekt, wordt genoteerd.
De behoefte aan praktische experimenten houdt verband met het volgende:
- in de praktijk kunnen er afwijkingen zijn van GOST's. Als het gebouw grootschalig is, moet u de cijfers niet vertrouwen. Alles moet empirisch worden geverifieerd;
- als de buizen niet in de fabriek zijn vervaardigd, bijvoorbeeld gelast vanuit een metalen hoek, dan is het op basis van theoretische berekeningen onmogelijk te begrijpen tegen welke buigspanning de buis bestand is.
Toegepaste formules en tabellen
Om met succes, zonder onvoorziene complicaties, de berekening van de buis voor doorbuiging uit te voeren, moet u de lengte van het onderdeel berekenen. Deze waarde wordt berekend met behulp van een eenvoudige formule die er als volgt uitziet:
L = 0,0175 × r × α + I
In deze uitdrukking worden de belangrijkste indicatoren weergegeven door de volgende letteruitdrukkingen:
- r is de buigradius van de profielbuis (mm);
- α - komt overeen met de hoek die u uiteindelijk wilt krijgen;
- I is de 100/300 afstand die wordt gebruikt bij het werken met speciale apparatuur om het werkstuk vast te houden.
Bij het berekenen van een buis voor doorbuiging, is een belangrijke fase van het werk de berekening van het buigbare element.
Bekijk de video
Bij het maken van een beoordeling moeten we een inschatting maken van de grootte van het gebied dat moet worden gebogen. De formule hiervoor is uiterst eenvoudig, het ziet er als volgt uit:
U = π × α / 180 (r + DH / 2)
Hier kunnen de elementen in de formule als volgt worden weergegeven:
- π wordt in dit geval gelijk gesteld aan 3,14;
- α - is de buighoek, uitgedrukt in graden;
- r - buigradius (mm);
- DH is de buitendiameter.
Voor het gemak van de kapitein en voor de grootste veiligheid tijdens het werk, evenals tijdens het gebruik van opgerichte constructies van koper en messing, bevatten GOST's de laagste indicatoren voor de belangrijkste kenmerken die worden gebruikt om de buigsterkte van een profielpijp te berekenen. Deze informatie is opgenomen in GOSTs nr. 494/90, nr. 617/90.
Voor uw gemak staan de belangrijkste kenmerken die nodig zijn om de buigsterkte van een profielbuis te bepalen in de tabel.
Tafel 1.
Waar de vorige tabel voornamelijk vaste waarden bevatte voor koper- en messingelementen, bevat de volgende tabel gegevens voor stalen elementen. Met deze tabel kunt u de buigbelasting van een gevormde buis schatten (GOST nr. 3262/75).
Tafel 2.
Zoals eerder vermeld speelt de wanddikte een belangrijke rol bij het berekenen van de buigsterkte van een vierkante buis (en ook een ronde buis). Daarom maakt de volgende tabel het mogelijk om tegelijkertijd met zowel de wanddikte als de diameter in de berekeningen rekening te houden.
Tafel 3.
Technologisch proces buigen
Zoals reeds terecht opgemerkt, veroorzaakt elke vervorming van de metalen constructie extra spanning op de wanden van de constructie. Op de binnenste laag is dit te wijten aan een toename van de dichtheid van het metaal als gevolg van compressie, en niet aan het buitenste gedeelte, de oorzaak daarentegen wordt spanning, waardoor de dichtheid van het metaal afneemt.
Tijdens het buigen verandert de vorm van de sectie zoals verwacht. Dit geldt voor ronde, rechthoekige en vierkante buizen.Voor de laatste twee zijn deze veranderingen niet erg uitgesproken, wat niet gezegd kan worden over ronde.
Dit is hoe het ringprofiel ovaal wordt. Het is opmerkelijk dat de grootste verandering in vorm direct op de plaats van de vouw kan worden waargenomen, en hoe verder ervan, hoe dichter de sectie bij de oorspronkelijke vorm zal blijven.
Bekijk de video
Het is echter belangrijk om de impactkracht, de mate van vervorming van de buis correct te beoordelen om onnodige breuken en vervormingen te voorkomen. Voor een onderdeel met een diameter tot 20 mm mag de mate van ovale vervorming niet groter zijn dan 15%.
Met een toename van het profiel neemt de waarde nog meer af en bedraagt slechts 12,5%. Een ander belangrijk element is de aanwezigheid van plooien (vooral producten met dunne wanden zijn hier gevoelig voor). Deze factor is erg belangrijk als de buigconstructie als pijpleiding gaat dienen.
De gevormde plooien verminderen de doorlaatbaarheid, verhogen de weerstand van de passerende vloeistof en verhogen de mate van verstopping. Dus wanneer u voor dit doel een gebogen buis gebruikt, is het noodzakelijk om de keuze van de wanddikte van het product zorgvuldig te benaderen.
Wat is de belasting van de profielbuis
De berekening van de buigsterkte van een buis wordt gereduceerd tot een simpele bepaling van de maximale spanning op een bepaald punt in de constructie. Het is belangrijk om te begrijpen van welk materiaal het profiel is gemaakt, aangezien elk van hen zijn eigen spanningsindicator heeft.
Voor correcte berekeningen moet u de juiste formule toepassen. In dit geval zijn de bepalingen van de wet van Hooke van toepassing, die stellen dat de elastische kracht recht evenredig is met de vervorming. De uitdrukking voor berekeningen is als volgt:
SPANNING = M / W, waarbij:
- M is de waarde van de mate van buiging langs de as waarlangs de kracht werkt;
- W is de buigweerstandswaarde genomen langs dezelfde as.
Hoe weet je of de berekeningen kloppen?
Zoals gezegd heeft elk metaal of elke legering zijn eigen normale spanningswaarden. Het bepalen van deze waarden is een van de belangrijkste taken waarmee u te maken krijgt wanneer u besluit een gebouw te bouwen vanuit een profiel.
Om zeker te zijn van de juistheid van de resultaten, moet u verschillende belangrijke regels kennen en deze natuurlijk volgen.
- Voer alle berekeningen nauwkeurig, nauwkeurig en zonder haast uit. In elke fase moet men zich laten leiden door de juiste formules en niet proberen de waarden aan te passen aan de waarden die voor u geschikt zijn.
- Nadat u de buigsterkte van de profielpijp hebt berekend, moet u ervoor zorgen dat de verkregen indicatoren de opgegeven maximale waarden niet overschrijden.
- Houd rekening met het materiaal waaruit het profiel is gemaakt, de dikte van de muren, om vernietiging of vervorming te voorkomen, wat de werking van de constructie in de toekomst belemmert.
- Voordat u berekeningen uitvoert, is het noodzakelijk om het toekomstige element schematisch weer te geven. Op basis van deze technische tekening kunnen nauwkeurigere berekeningen worden gemaakt, die verzekerd zijn tegen fouten die samenhangen met een misverstand over de vorm van de constructie.
Bekijk de video
Door alle noodzakelijke regels en veiligheidsmaatregelen te volgen, kan zelfs een niet-professional er zeker van zijn dat al zijn resultaten bij het berekenen van de buigsterkte van de buis correct zijn en dat het resultaat succesvol zal zijn. Voortdurende controle van uw berekeningen en controle in elke fase van het werk is de sleutel tot een succesvolle afronding van de zaak.
Voeg toe aan bladwijzers
Roman Gennadievich, Omsk stelt de vraag:
Goedendag! De volgende vraag rees: hoe bereken je de doorbuiging van een profielbuis? Dat wil zeggen, ik zou graag willen weten welke maximale belasting een profielpijp van een of andere maat kan weerstaan, om deze maat te bepalen. Ik begrijp dit zelf niet, dus ik vraag u om in begrijpelijke uitdrukkingen te spreken en alle benamingen in de formules uit te leggen.Het komt erop neer dat ik wat ideeën heb voor het inrichten van een zomerhuisje, ik zou het graag van een stalen profiel willen maken, dus je moet precies weten welke maat je het moet kopen, zodat je het later niet opnieuw hoeft te doen. Bij voorbaat dank voor uw antwoorden.
De expert antwoordt:
Goedendag! Berekening van profielbuizen voor doorbuiging wordt uitgevoerd met behulp van een eenvoudige formule: M / W, waarbij M het buigmoment van de kracht is en W de weerstand. De essentie van de implementatie is eenvoudig. In dit geval is de wet van Hooke van toepassing: de elastische kracht is direct proportioneel afhankelijk van de vervorming. Als u dus de mate van vervorming en de maximale spanningswaarde voor een bepaald materiaal kent, kunt u de parameter kiezen die u nodig hebt.
Figuur 1. Ontwerpweerstanden van het basismetaal van bouwconstructies.
Dus M = FL, waarbij F de vervorming is, uitgedrukt in kilogram, en L de schouder van de kracht is, uitgedrukt in centimeters. De schouder is de afstand van het bevestigingspunt tot het punt waar de kracht wordt uitgeoefend.
Ook is het nodig om de maximale sterkte (R) te bepalen, bijvoorbeeld voor St3 staal is deze gelijk aan 2100 kg / vierkante centimeter.
Nu, voor verdere berekening, transformeren we de uitdrukking en krijgen: R = FL / W, transformeren opnieuw en krijgen: FL = RW, waarvan F = RW / L. Omdat we de parameters kennen, behalve W, moet alleen deze nog worden gevonden. Hiervoor zijn de parameters van de profielpijp vereist, dat wil zeggen, a is de buitenste breedte, a1 is de binnenste, b is de buitenste hoogte, b1 is de binnenste, en vervang ze ook correct in de gelijkheden om de onbekende waarde te vinden voor verschillende assen: Wx = (wa ^ 3 - b1 (a1) ^ 3) / 6a, Wy = (ab ^ 3- a1 (b1) ^ 3) / 6b.
Als het product een vierkante doorsnede heeft, wordt de formule nog eenvoudiger, aangezien nu de W-index in beide richtingen (horizontaal en verticaal) hetzelfde zal zijn, en de gelijkheid zelf zal worden vereenvoudigd, aangezien de lengte en breedte van het profiel zijn ook hetzelfde.
Voor deze gelijkheden kunnen berekeningen worden uitgevoerd met een gewone rekenmachine. De waarden voor maximale belasting zijn een referentie, dus het is niet moeilijk om ze op internet te vinden. In afb. 1 toont een kleine dergelijke tafel. Hierin vindt u de benodigde nummers voor verschillende staalsoorten voor doorbuiging, spanning en compressie - het kan van pas komen.
22 juli 2020 Specialisatie: geveldecoratie, interieurdecoratie, bouw zomerhuisjes, garages. De ervaring van een amateur-tuinman en tuinman. Hij heeft ook ervaring met het repareren van auto's en motorfietsen. Hobby: gitaar spelen en nog veel meer, waarvoor er niet genoeg tijd is :)
Om de draai van de pijpleiding uit te voeren, worden speciale fittingen gebruikt - hoeken en T-stukken. Soms zijn er echter situaties waarin het nodig is om de buis te buigen. Als een beginner dit werk op zich neemt, verfrommelt of breekt de pijp in de regel in de bocht, dus verder zal ik u kennis laten maken met enkele van de geheimen van volksambachtslieden waarmee u deze taak thuis met succes kunt uitvoeren.
Voordelen van het gebruik van hittebestendige lamellenbuizen
Om een hittebestendige laag te creëren, zijn de oppervlakken bedekt met magnesiumoxide. Na gloeien krijgen ze:
- toename van de warmteoverdrachtscoëfficiënt;
- hoge weerstand tegen corrosie;
- lange levensduur;
- verhoogde weerstand tegen temperatuurdalingen;
- ze hebben geen speciale zorg nodig, ze kunnen onder alle omstandigheden werken;
- de mogelijkheid van gebruik in agressieve omgevingen.
Door de verworven voordelen hebben hittebestendige lameltypes de volgende voordelen:
- Hoge maakbaarheid van productie. Het gebruikte weerstandslassen verbruikt weinig energie; er zijn geen speciale slijtdelen en dure apparatuur voor nodig.
- Turbulente luchtwervelingen verschijnen in de ruimtes tussen de ribben, waardoor de intensiteit van de warmteoverdracht in alle gebieden toeneemt.
- Door het toepassen van weerstandslassen ontstaat er een verbinding tussen de bloembladen en de basis met een lage temperatuurbestendigheid.
- Vermindering van de dikte van de condensaatfilm. Dit komt door het gebruik van een hittebestendige coating.Als gevolg hiervan is er een afname van het condensatieniveau van dampen van de drager.

Methoden voor het buigen van buizen
De noodzaak om leidingen te buigen kan in een aantal gevallen ontstaan, bijvoorbeeld tijdens de aanleg van een leiding, als u een obstakel moet "omzeilen". Ook is het vaak nodig om gebruik te maken van deze bewerking bij het vervaardigen van verschillende metalen constructies, zoals schuren, kassen, tuinhuisjes, enz.
Opgemerkt moet worden dat als het gaat om het buigen van buizen, we de volgende typen bedoelen:
Rond metaal
Het buigproces van metalen werkstukken met een cirkelvormige doorsnede is nogal gecompliceerd, omdat ze gemakkelijk vervormd en soms zelfs gescheurd kunnen worden. Daarom wordt, wanneer het buigen wordt uitgevoerd in een industriële omgeving, vooral als een kleine straal vereist is, een pijpbuigontwerp uitgevoerd voordat deze bewerking wordt uitgevoerd.
Thuis heeft u natuurlijk geen exacte formule nodig om een buigbuis te berekenen. Het enige dat u hoeft te bepalen, is de minimaal toegestane straal. De betekenis ervan hangt grotendeels af van de manier waarop deze bewerking wordt uitgevoerd:
- bij het verwarmen van een met zand gevuld onderdeel
- R = 3,5xDH; - met behulp van een pijpbuigmachine
(koud buigen) - R = 4xDH; - buigen om gegolfde plooien te verkrijgen
(warm buigen) - R = 2,5хDH.
U kunt een minimale straal krijgen die gelijk is aan twee diameters door warm te trekken of te stempelen. Het is echter onmogelijk om thuis zo'n bocht te maken.
Deze formules gebruiken de volgende waarden:
Ik moet zeggen dat er een meer universele berekening is - de straal moet minstens vijf buisdiameters zijn.
Dus we hebben de theorie een beetje uitgezocht, laten we nu verder gaan met oefenen. Zoals hierboven vermeld, zijn er verschillende manieren om dit probleem op te lossen. De eenvoudigste is het gebruik van een speciale machine - een pijpenbuiger.
Het is waar dat de prijs van zo'n tool vrij hoog is - de kosten van een hydraulische machine, waarmee werkstukken met een diameter tot 10 cm kunnen worden gebogen, beginnen bij 15.000-16.000 roebel. De kosten van een handmatige pijpenbuiger, waarmee u met onderdelen met een diameter van maximaal één inch kunt werken, bedragen 4.700-5.000 roebel.
Als u vaak met zo'n operatie te maken heeft, maar u wilt geen groot geld betalen voor een pijpenbuiger, dan kunt u dat zelf doen. Op ons portaal vindt u gedetailleerde informatie over het maken van een machine om profielbuizen met uw eigen handen te buigen.
De pijpenbuiger is echter niet altijd bij de hand, bovendien heeft u, mocht u deze handeling een keer moeten uitvoeren, zeker geen zin om hiervoor een stuk gereedschap aan te schaffen. In dit geval kun je een bocht maken met haringen.
Dit gaat als volgt:
- Allereerst moet u een buigradius tekenen op een geschikte site;
- vervolgens worden langs de contour metalen staven ingegraven. Het is wenselijk om ze zo dicht mogelijk bij elkaar te plaatsen. Voor betrouwbaarheid kunnen de staven worden gebetonneerd.
Naast de extreme staaf moet u er nog een plaatsen zodat het gebogen deel ertussen past. Dit is nodig om het te repareren;
- dan moet je zout of zand in de gebogen buis gieten. In dit geval moeten aan beide zijden pluggen in de gaten worden geslagen;
- daarna wordt het onderdeel vastgezet tussen de eerste twee staven en buigt dan rond de rest van de staven, zoals weergegeven in het bovenstaande diagram.
Een alternatief voor deze optie is om haken te gebruiken die aan een stuk triplex zijn bevestigd en de vereiste radius vormen, zoals op de foto hierboven. Als u een kleinere diameter wilt, moet u een brede schijf of roller als sjabloon gebruiken.
Ik moet zeggen dat beide methoden geschikt zijn voor onderdelen met een diameter van niet meer dan 16-20 mm. Als u een werkstuk met een grotere diameter wilt buigen, moet de bocht goed worden verwarmd.
Als u non-ferro metalen blanks moet vormen die aanzienlijk minder buigsterkte hebben dan stalen tegenhangers, kunt u een veer gebruiken. Deze laatste moet strikt overeenkomen met de binnendiameter, aangezien deze in de buis wordt gestoken. Je kunt de veer natuurlijk aan de buitenkant zetten, maar in dit geval is het lastig om een bocht te maken.
Nadat hij de buis met een veer heeft beschermd, buigt hij met zijn eigen handen. Het werk moet zorgvuldig worden uitgevoerd om de gewenste straal te bereiken zonder het onderdeel te beschadigen.
Profiel
Profielbuizen zijn veel moeilijker te buigen, omdat ze door hun vorm een grotere sterkte hebben. Producten met kleine profielen kunnen worden gebogen met behulp van de hierboven beschreven methoden.
Er is ook een andere manier om een profielbuis te buigen, waardoor u met werkstukken met een voldoende grote doorsnede kunt werken. Het principe is als volgt:
- zand of zout moet in het werkstuk worden gegoten en sluit vervolgens de uiteinden betrouwbaar af met pluggen;
- verder moet het onderdeel stevig in een bankschroef worden geklemd;
- dan moet het vouwgebied roodgloeiend worden opgewarmd;
- daarna moet het werkstuk worden bijgesneden met een hamer totdat de gewenste radius is verkregen.
Als u een lasapparaat en een slijper heeft, kunt u zonder veel moeite werkstukken van zelfs de grootste diameter buigen. Dit gaat als volgt:
- allereerst wordt de buigradius op het werkstuk gemarkeerd;
- verder langs de hele straal moet u de stroken aan drie zijden van de profielblanco markeren. Hoe kleiner de straal, hoe kleiner de stap tussen de strepen moet zijn;
- vervolgens maakt de molen sneden aan drie zijden van het onderdeel volgens de aangebrachte markeringen;
- nu is het werkstuk zonder problemen gebogen;
- na het verkrijgen van de gewenste hoek, moeten de sneden worden gelast;
- aan het einde van het werk moet u de naden reinigen en slijpen.
Op deze manier kunnen onderdelen van zelfs complexe vormen worden geproduceerd, terwijl de buignauwkeurigheid zeer hoog is. Ervaring met een slijper en een lasapparaat is echter vereist.
Versterkt plastic
Aan de ene kant buigen metaal-kunststof buizen heel gemakkelijk, maar aan de andere kant breken ze gemakkelijk. Daarom moet het werk zeer zorgvuldig worden gedaan. Er moet aan worden herinnerd dat de minimale buigradius van een metalen kunststof buis vergelijkbaar is met de straal van metalen plano's, d.w.z. moet minimaal vijf diameters zijn.
Als de buisdiameter 16 mm is, kan deze zonder speciale apparaten worden gebogen. Dit gaat als volgt:
- neem de rol met beide handen van bovenaf. Plaats in dit geval uw duimen onder de buis, parallel eraan en dicht bij elkaar, zoals op de foto hierboven;
- buig vervolgens de pijp met beide handen en zorg voor steun met uw duimen;
- buig de buis naar de vereiste straal, verplaats deze in de handpalmen naar links of rechts en herhaal de procedure;
- Buig op deze manier het werkstuk en verplaats het totdat u de gewenste hoek krijgt.
Om "uw hand te vullen", oefent u het uitvoeren van deze procedure op pijpen, aangezien het waarschijnlijk is dat de werkstukken in eerste instantie zullen breken.
Het is veel moeilijker om een buis met een diameter van 20 mm om de vingers te buigen. Daarom kan elk ander geschikt oppervlak als stop worden gebruikt. Het is echter het gemakkelijkst om dit werk uit te voeren met behulp van een veergeleider, die zowel extern als intern kan zijn, d.w.z. die in het werkstuk wordt gestoken.
Om een bocht te maken met een binnenmal in het midden van een lang werkstuk, bindt u deze aan een touw en duwt u deze vervolgens tot de gewenste diepte. Trek na het voltooien van de bocht de veer uit door aan het touw te trekken.
Handmatige buigmachines
De handmatige pijpenbuiger wordt gebruikt bij het buigen van materialen met een kleine diameter. Dit apparaat is eenvoudig te maken van non-ferro metalen en RVS. Het werkingsprincipe van dit apparaat is dat u door het ene uiteinde in een speciale klem te steken, de hendel moet gaan draaien. Door deze procedure zal de buis tussen de rollen passeren en zo wordt de gewenste wending gecreëerd.Bij het uitvoeren van deze procedure wordt aanbevolen om zich te houden aan GOST, wat aangeeft dat de minimale stralen van zuivere non-ferrometalen en roestvrij staal moeten zijn:
- als de diameter minder is dan 20 mm - niet minder dan 2,5D;
- als de diameter groter is dan 20 mm - 3.5D en meer.
D is een indicator van buiten.
Uitvoer
Zoals we ontdekten, zijn er nogal wat populaire manieren om pijpen te buigen. Met een beetje oefening kunt u goede resultaten behalen. Houd er echter rekening mee dat de kwaliteit van de bocht die wordt uitgevoerd op professionele apparatuur altijd hoger zal zijn.
De video in dit artikel geeft aanvullende informatie over het buigen van versterkte kunststof buizen. Als u tijdens het uitvoeren van deze operatie problemen ondervindt, stel dan vragen in de opmerkingen en ik zal zeker proberen u te helpen.
22 juli 2020
Als je dankbaarheid wilt uiten, verduidelijking of bezwaar wilt toevoegen, vraag de auteur dan iets - voeg een opmerking toe of zeg dankjewel!
In industriële en particuliere constructies zijn gevormde buizen gebruikelijk. Ze worden gebruikt om bijgebouwen, garages, kassen, tuinhuisjes te bouwen. Ontwerpen zijn zowel klassiek rechthoekig als sierlijk. Daarom is het belangrijk om de buiging van de buis correct te berekenen. Hierdoor blijft de vorm behouden en krijgt de structuur sterkte en duurzaamheid.
Berekening van liggers voor doorbuiging. Werk algoritme
In feite is het algoritme waarmee een dergelijke berekening wordt gemaakt, vrij eenvoudig. Beschouw als voorbeeld een ietwat vereenvoudigd berekeningsschema, waarbij u enkele specifieke termen en formules weglaat. Om de doorbuiging van balken te berekenen, is het nodig om een aantal acties in een bepaalde volgorde uit te voeren. Het berekeningsalgoritme is als volgt:
- Er wordt een rekenschema opgesteld.
- De geometrische kenmerken van de balk worden bepaald.
- De maximale belasting van dit element wordt berekend.
- Indien nodig wordt de buigmomentsterkte van de balk gecontroleerd.
- De maximale doorbuiging wordt berekend.
Zoals u kunt zien, zijn alle acties vrij eenvoudig en redelijk uitvoerbaar.
Buigbare metalen eigenschappen
Metaal heeft zijn eigen weerstandspunt, zowel maximum als minimum.
De maximale belasting van de constructie leidt tot vervormingen, onnodige bochten en zelfs knikken. Bij het berekenen letten we op het type buis, doorsnede, afmetingen, dichtheid, algemene kenmerken. Dankzij deze gegevens is bekend hoe het materiaal zich onder invloed van omgevingsfactoren zal gedragen.
We houden er rekening mee dat onder druk op het dwarsgedeelte van de buis spanning ontstaat, zelfs op punten die verwijderd zijn van de neutrale as. De zone met de meest tangentiële spanning is degene die zich nabij de neutrale as bevindt.
Tijdens het buigen krimpen de binnenste lagen in de gebogen hoeken samen, nemen af in grootte, en de buitenste lagen rekken uit, worden langer, maar de middelste lagen behouden hun oorspronkelijke afmetingen na het einde van het proces.
Buigbuizen worden veel gebruikt in het dagelijks leven
Wat is een rechthoekige buis?
Een rechthoekige metalen buis is een metalen product van enkele meters lang. De rechthoekige buis heeft een overeenkomstige doorsnede. Het gebied kan heel verschillend zijn. Alle parameters van dergelijke leidingen worden gereguleerd door speciale GOST's - documenten die afkomstig zijn van de staat. De eis dat alle afmetingen voldoen aan GOST houdt verband met het volgende:
- een buis vervaardigd in overeenstemming met GOST zal voldoen aan de veiligheidseisen. Als de buis in ambachtelijke omstandigheden is gemaakt, bestaat de mogelijkheid dat de verhoudingen niet voldoen aan de veiligheidseisen. Het gevaar bestaat dat het product de belastingen niet kan weerstaan en dat de constructie instort;
- Bij het berekenen van leidingbelastingen is het niet nodig om elk specifiek product te meten. De parameters worden ingesteld door GOST, daarom kunt u gegevens uit dit document halen.
Producten worden gemaakt van verschillende staalsoorten.Sommige staalsoorten hebben geen aanvullende bewerking nodig. Dit is bijvoorbeeld het zogenaamde roestvast staal. Staal, dat bang is voor corrosie, moet worden behandeld met speciale oplossingen of verf.
Hoe u correcte berekeningen maakt
Berekening van een profielbuis voor doorbuiging is het bepalen van de mate van maximale spanning op een bepaald punt in de buis.
Elk materiaal heeft een normale spanningswaarde. Ze hebben geen invloed op het product zelf. Om de berekeningen correct te maken, moet een speciale formule worden toegepast. Het is noodzakelijk om ervoor te zorgen dat de indicatoren de maximaal toegestane waarden niet overschrijden. Volgens de wet van Hooke is de resulterende elastische kracht recht evenredig met de vervorming.
Bij het berekenen van de buiging is het ook nodig om de spanningsformule toe te passen, die lijkt op M / W, waarbij M de buigindex langs de as is, waarop de kracht valt, maar W de buigweerstandsindicator langs dezelfde as is.
De buisbocht moet correct en nauwkeurig zijn
Kenmerken van de productie van gevormde metalen buis
Volgens de productiemethode worden profielbuizen warm en koud vervormd. Vanwege de vervormbaarheid van metalen is profilering van elk stalen plano mogelijk onder invloed van hoge temperaturen. Op de snede (in doorsnede) hebben de pijpen de vorm:
- vierkant;
- rechthoek;
- ovaal.
Het platovale gebogen profiel (of ovale buizen) is niet minder in trek en de productie groeit. De technologie van hun vorming verschilt praktisch niet van het walsen van standaard professionele buizen. Dit is als het ware een tussenmogelijkheid tussen ronde en rechthoekige constructies, en hun kwaliteits- en duurzaamheidindicatoren zijn een orde van grootte hoger dan die van deze producten. De technologie voor de productie van een standaard buismaat gaat uit van:

De buizen hebben in doorsnede de vorm van een ovaal, vierkant of rechthoek.
- methode voor het koud vormen van ronde producten door een pers;
- lassen van rechthoekige staalplaten.
Belangrijk! De kosten van gewalste producten met een lasnaad zijn lager dan de prijs van massieve buizen. Aan hun kwaliteit hoeft niet te worden getwijfeld: de verbinding wordt gecontroleerd met een foutdetector alvorens een certificaat en een acceptatiecertificaat te ontvangen.
In overeenstemming met GOST worden pijpen van elke grootte (in inches en mm) gevormd met behulp van twee technologieën die aanzienlijk van elkaar verschillen:
- Door een plaat- of stripprofiel te lassen (een naad kan de productkwaliteit alleen bij aanzienlijke belasting verminderen en het product heeft een lagere prijs).
- Afgeronde staven passeren het persen van werkstukken met dezelfde vorm op een walserij (de technologie is duurder, naadloze producten verdragen de maximale belasting in verticale frames).
Buizen worden geproduceerd door koudvervormen van ronde producten met behulp van een pers en lassen van rechthoekige platen
Technologisch proces buigen
Door het buigen ontstaat er een zekere spanning in de metalen wanden. Trekspanning wordt verkregen op de buitenste sectie en drukspanning op de binnenste sectie. Door deze invloeden verandert de helling van de as.
Tijdens het buigen op de gebogen plaats verandert de vorm van de doorsnede. Als resultaat wordt het ringvormige profiel ovaal. Een duidelijkere ovale vorm is te zien in het midden van de doorbuiging, maar naar het einde toe en naar het begin toe neemt de vervorming af.
Voor buizen met een doorsnede tot 20 mm mag de ovaliteit op de vervormde plaats niet groter zijn dan 15%. Voor buizen met een doorsnede van 20 en meer - 12,5%.
Houd er rekening mee dat er vouwen kunnen ontstaan in het concave gebied van dunwandige producten. Ze hebben op hun beurt een negatieve invloed op de werking van het systeem (verminderen de doorlaatbaarheid van het werkmedium, verhogen het niveau van hydraulische weerstand, de mate van verstopping).
Gebogen buizen worden gebruikt in de industrie en in de particuliere bouw
Toegestane buigradii van de buis
Leidingen hebben een minimale buigradius volgens overheidsnormen.
Als het buigen gebeurt door verhitting en schuren, is de buitendiameter van de buis minimaal 3,5DN.
Een pijp vormen op een pijpenbuigmachine (zonder verwarming) - minimaal 4DN.
Buigen bij verhitting met een gasbrander of in een oven om halfgolfvouwen te verkrijgen is mogelijk met een index van 2,5DN.
Als de bocht is voorzien voor een steile (voor gebogen rioolbochten gemaakt door warm aansnijden of door stampen) - niet minder dan 1DN.
De buisbocht kan kleiner zijn dan de opgegeven waarden. Dit is echter mogelijk als de fabricagemethode garandeert dat de buiswanden 15% van de totale dikte worden verdund.
De berekening van de buigsterkte van de buis voeren wij verantwoord uit.
Buigen van buizen met verschillende diameters
Formules en tabellen
Om de doorbuiging van de buis te berekenen, bepalen we de lengte van het onderdeel. Het wordt berekend met behulp van deze formule:
L = 0,0175 ∙ R ∙ α + l
R is de buigradius in mm;
α is de waarde van de hoek;
I - recht gedeelte van 100/300, nodig om het product vast te pakken (bij het werken met het gereedschap).
Bij het berekenen van de doorbuiging van een profielbuis houden we rekening met de maat van het omgebogen element. Het wordt bepaald door de volgende formule:
A = π ∙ α / 180 (R + DH / 2)
De waarde van het getal π = 3,14;
α is de buighoek in graden;
R - de waarde van de straal (er wordt rekening gehouden met de waarde in mm);
DH is de diameter aan de buitenkant van de buis.
Minimale buigradii voor koper- en messingproducten worden in de tabel gegeven. De gegevens komen overeen met GOSTs nr. 494/90 en nr. 617/90. Daarnaast worden hier ook de waarden voor de buitendiameter, de minimale lengte van het statisch vrije deel, gegeven.
Het buigen van gevormde buizen kan op speciale machines worden uitgevoerd
Pijpbocht diagram
De volgende tabel helpt bij het berekenen van een ronde buis om te buigen. Het bevat gegevens met betrekking tot staalanalogen (indicatoren komen overeen met GOST nr. 3262/75).
| Buisafmetingen | Minimale buigradius | Minimale vrije lengte | ||
| Voorwaardelijke pas | Extern | Heet | Verkoudheid | |
| 8 | 13,5 | 40 | 80 | 40 |
| 10 | 17 | 50 | 100 | 45 |
| 15 | 21.3 | 65 | 130 | 50 |
| 20 | 26.8 | 80 | 160 | 55 |
| 25 | 33.5 | 100 | 200 | 70 |
| 32 | 42.3 | 130 | 250 | 85 |
| 40 | 48 | 150 | 290 | 100 |
| 50 | 60 | 180 | 360 | 120 |
| 65 | 75.5 | 225 | 450 | 150 |
| 80 | 88.5 | 265 | 530 | 170 |
| 100 | 114 | 340 | 680 | 230 |
Om geen fouten te maken in de berekeningen dient men ook rekening te houden met de diameter en wanddikte van de leidingen.
Handmatige hydraulische pijpenbuiger
De pijp met je eigen handen buigen
Als u het zelf doet, helpt de berekening van de buis om te buigen, waarvan de formule eenvoudig en universeel is (dit zijn 5 buisdiameters).
We berekenen de bocht op onderdelen met een doorsnede van 1,6 cm.
1e stap: u moet duidelijk begrijpen wat voor soort cirkel het resultaat zal zijn (voor correct buigen is een vierde van de cirkel nodig).
2e stap: bepaal de straal - 16 vermenigvuldigd met 5. Het resultaat is 80 mm.
3e stap: bereken de startpunten voor de bocht. Gebruik hiervoor de formule C = 2π ∙ R: 4. De C-waarde is de lengte van de buis die in het werk zal worden gebruikt. Er worden twee pi-nummers gebruikt, evenals een indicator van de buitenradius van de buis.
4e stap: waarden worden vervangen door bekende gegevens: 2 ∙ 14 ∙ 80: 4. Als resultaat krijgen we 125 mm. Dit is de lengte van de sectie waar de minimale buigradius 80 mm is.
Als u niet met de formules kunt werken, berekenen we de doorbuiging van de profielbuis met behulp van een rekenmachine (een speciaal programma is gemakkelijk te vinden op internet).
Er zijn verschillende soorten van zo'n tool. Het segmentbuigapparaat zorgt voor het werken op basis van speciale sjablonen. Hun vorm is al berekend voor een bepaalde diameter en vorm van de vouw. De tool helpt bij het omvormen van buizen tot 180˚.
Backing-apparatuur heeft een segment dat binnen het toekomstige product beweegt. Dit voorkomt vervorming, opent toegang tot meerdere gebieden tegelijk.
Welk type tool er ook wordt gebruikt, we onthouden dat nauwkeurige, herhaaldelijk geverifieerde berekeningen de sleutel zijn tot een succesvolle installatie.
Buigen van buizen in stationaire omstandigheden: tekeningen en armaturen
In industriële ondernemingen en in particuliere winkels, waar slechts twee of drie mensen werken, wordt een pijpenbuiger met een doorn gebruikt. Ondanks het feit dat industriële werktuigmachines en pijpbuigers in winkels verschillen in grootte en functionaliteit, is het werkingsprincipe vergelijkbaar. Het werk van de pijpenbuiger is als volgt: de pijp wordt in de groef van de machine gestoken, met een klem aan het rechte deel vastgemaakt, de tweede klem drukt deze tegen de buigrol.Wanneer de machine is ingeschakeld, draagt de rol het ingebrachte deel erachter, het glijdt van de doorn en vormt een gebogen stuk buis van de vereiste maat. De lepelvormige doorn voor het buigen van buizen is wijdverbreid. Het is ontworpen voor het buigen van dunwandige buizen met een diameter tot 75 mm. Vanwege de hoge kosten is het doorn buigen van pijpen niet voor elke eigenaar beschikbaar, daarom gebruiken amateurs pijpbuigmachines die ze zelf in de garage of timmerwerkplaats hebben gemonteerd.
Werkingsklassen van PEX-buizen, levensduur en temperatuurbedrijfsmodi.
Als we het hebben over de eigenschappen van PEX-buizen, bedoelen we altijd de serviceklassen van buizen gemaakt van een bepaald polymeermateriaal. Naast sterkte-eigenschappen, die variëren van het type pijpproductie. Er zijn ook klassen van leidinggebruik beschreven in de norm ISO 10508. Bijna alle fabrikanten hebben dezelfde materialen, maar vanwege het brede scala aan toepassingen van PEX- en PERT-materialen en katalysatoren die worden gebruikt, zijn de klassen van leidinggebruik onderverdeeld in 6 ondersoorten. Al deze klassen hebben geen invloed op de kwaliteit van de buis, maar geven alleen de werkingsmodi van de buis en de bedrijfstemperatuuromstandigheden aan in verhouding tot de levensduur van het materiaal. In onderstaande tabel kun je deze klassen zien.
Tabel met werkingsklassen van polymeerpijpleidingen PEX en PERT:
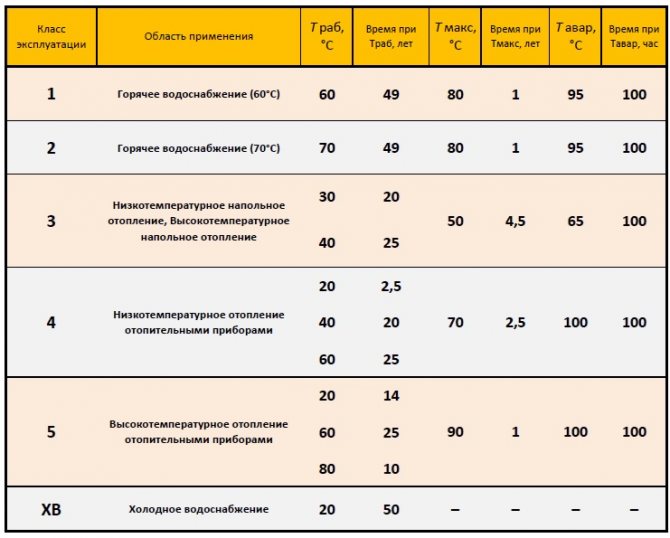

Kortom, in de ISO 10508-norm worden de toepassingsgebieden van buizen van verschillende klassen als volgt gedefinieerd:
· Klasse 1 [A] *
(Tapwaterverdeelsystemen 60 ° C, levensduur 50 jaar)
· Klasse 2 [B] *
(Tapwaterverdeelsystemen 70 ° C, levensduur 50 jaar)
· Klasse 3 [C] *
(vloerverwarming slechts 35 ° C, levensduur 22 jaar)
· Klasse 4 [D] *
(vloerverwarming met temperaturen tot 20 ° C - 2,5 jaar en lage temperatuur radiatoren [KERMI] 50 ° C, levensduur 22 jaar) De werking van de klas gaat ervan uit dat bij een gemiddelde dagtemperatuur van 40 ° C [20 tot 60] van het verwarmingssysteem, gaat de buis minimaal 15 jaar mee.
· Klasse 5 [E] *
(hoge temperatuur radiatoren en verwarmingssystemen 53 ° C, levensduur 16 jaar)
* Alle temperaturen van de klassen worden in aanmerking genomen op basis van de gemiddelde dagelijkse temperatuur van de koelvloeistof in de leiding.
Voor elk materiaal en voor elke S-serie wordt de maximale werkdruk (4, 6, 8, 10 bar) berekend voor een specifieke serviceklasse.
bijvoorbeeld
, voor PP-RCT-S3,2 buis, wordt de informatie over de buis als volgt weergegeven:
Klasse 1 / 10bar, 2 / 10bar, 4 / 10bar, 5 / 8bar - dit betekent dat de buis kan worden gebruikt:
voor warmwaterverdeelsystemen met een temperatuur van 60 ° C, een werkdruk van 10 bar en een levensduur tot 50 jaar (klasse 1/10); voor warmwaterdistributiesystemen met een temperatuur van 70 ° C, een werkdruk van 10 bar en een levensduur tot 50 jaar (klasse 2/10); voor vloerverwarming en lagetemperatuur-radiatoren met een werkdruk van 10 bar en een levensduur tot 15 jaar (klasse 4/10); voor hogetemperatuur-radiatoren met een werkdruk van 8 bar en een levensduur tot 16 jaar (klasse 5/8)