


Aby uzyskać wysokiej jakości instalację wodociągową lub grzewczą, należy przede wszystkim wybrać narzędzie do lutowania rur polipropylenowych. Stosowanie do tych celów rur żeliwnych z wykorzystaniem połączeń gwintowanych należy już do przeszłości, a zastępują je rury polipropylenowe, które łączy się za pomocą lutowania. Odbywa się to za pomocą specjalnej lutownicy z dyszami. To narzędzie zyskało popularność nie tylko wśród specjalistów, ale jest dość przystępne cenowo i wśród domowych rzemieślników, którzy są przyzwyczajeni do robienia wszystkiego samodzielnie.
Charakterystyka i wyposażenie lutownic
Lutownica do rur propylenowych jest podobna pod względem konstrukcji i zasady działania do zwykłego żelazka, różni się jedynie kształtem i przeznaczeniem.
Głównymi częściami są termostat i mocny element grzejny, a także ergonomiczny uchwyt, podstawka i wymienne dysze dla różnych średnic rur.
Poregulator zapewnia utrzymanie określonej temperatury, ponieważ przegrzany lub przechłodzony polipropylen nie zapewni wysokiej jakości połączenia podczas procesu lutowania. Kolejnym celem termostatu jest ochrona elementu grzejnego przed przegrzaniem. Zgodnie ze swoją konstrukcją element grzejny może być dwojakiego rodzaju - okrągły (na nim nawleczone są dysze) i płaski w postaci żelaznej podeszwy z otworami do mocowania dysz. Druga opcja jest bardziej popularna.
W zestawie znajdują się dysze do różnych średnic rur, a ich ilość może być różna dla różnych zestawów, tutaj już wybór należy do Ciebie. W razie potrzeby można je kupić osobno. Nasadki posiadają specjalną powłokę, która zapobiega przywieraniu PP. Niektóre zestawy zawierają również specjalne nożyce do cięcia rur propylenowych. Jest to niezbędne narzędzie do instalacji, więc jeśli Twój zestaw ich nie zawiera, zdecydowanie musisz je kupić. Z reguły lutownica jest sprzedawana w wygodnej metalowej obudowie do transportu i przechowywania wszystkich jej części.
To narzędzie jest przeznaczone do zasilania napięciem sieciowym 220 V. Szybkość nagrzewania zależy od mocy lutownicy. Do pracy z rurami o średnicy od 16 do 63 mm wystarczy mieć lutownicę o mocy 850 watów, a jeśli zamierzasz pracować ze średnicami do 125 mm, będziesz potrzebować narzędzia z moc do 1500 watów. Optymalną temperaturę do lutowania rur propylenowych ustawia się pokrętłem termostatu na + 260 ° C. Po osiągnięciu tej wartości termostat przerwie dalsze grzanie, co będzie sygnalizowane zapaleniem się lampki na obudowie.
1pokanalizacii.ru
Ekwipunek
Aby spawać rury własnymi rękami, początkujący będą potrzebować:
- Urządzenie do cięcia rur. Umożliwia przycinanie elementów na wymiar. Podczas pracy własnymi rękami używaj do cięcia nożyczek, piły do metalu z drobnym zębem. Nie pozwalają na wykonanie prostego cięcia i często odkształcają przecięty element. Aby uzyskać równe cięcie i zachować geometrię, stosuje się okrągły obcinak do rur z tworzyw sztucznych.
- Przycinarka. Tworzy fazowanie cięcia. Usuwa zadziory. Zapobiega rozwarstwianiu się ścianek produktów wzmocnionych folią metalową. Wewnętrzna warstwa folii jest usuwana na długość do 2 mm.
- Narzędzia pomiarowe i ołówek. Zamiast ołówka stosuje się specjalny marker, który pozostawia dobrze widoczny ślad na powierzchni rur polipropylenowych.
- Chusteczki nasączone alkoholem. Pomagają w odtłuszczaniu i odkurzaniu obszaru spawania.
- Spawarka z wymienną głowicą nasadową. Na początkowym etapie wystarczy urządzenie o mocy do 1 kW. Umożliwi spawanie wyrobów o średnicy do 63 mm. Modele profesjonalne mają dużą moc. Jednocześnie podgrzewane są dwie pary gniazd o różnych średnicach.
W naszym katalogu znajdziesz wszystkie modele zgrzewarek, które są uwzględnione w rankingu zgrzewarek do rur jako najbardziej wydajne modele.
Narzędzia do lutowania
Aby połączyć ze sobą oddzielne części systemu zaopatrzenia w wodę, konieczne jest zastosowanie technologii ekspozycji na temperaturę. Lutowanie lub spawanie rur z tworzyw sztucznych umożliwia dyfuzję cząsteczek plastiku, co skutkuje mocnym i szczelnym połączeniem.

Aparatura fotograficzna do lutowania komunikacji z tworzyw sztucznych
Prace te wykonywane są przy użyciu specjalnych urządzeń - falownika spawalniczego do rur plastikowych lub pistoletu:
- Spawacz jest uważany za bardziej profesjonalny aparat i jest używany głównie przez doświadczonych hydraulików. Jego cena jest o rząd wielkości wyższa niż w przypadku standardowego pistoletu domowego;
- Pistolet jest rodzajem lutownicy, która może punktowo oddziaływać na poszczególne części połączeń plastikowych lub metalowo-plastikowych.
Spawarki można klasyfikować według mocy. Obecnie najpopularniejsze są modele uniwersalne o mocy 1500-1600 watów. Są wygodne w użytku domowym, dodatkowo w zestawie znajduje się również zestaw dysz do pracy z różnego rodzaju rurociągami.
Zdjęcie - projekt lutownicy
Należy zauważyć, że oprócz specjalnych urządzeń potrzebne będą również dodatkowe narzędzia. W szczególności są to nożyczki do cięcia części hydraulicznych. A także obcinak do rur rolkowych, który pozwala zapewnić najbardziej równe i gładkie cięcie na powierzchni komunikacji.
Ponadto podczas pracy z rurami wzmocnionymi metalowo-plastikiem lub folią potrzebne będzie narzędzie do czyszczenia - szlifierka. Wyrównuje uciętą krawędź, która często pozostawia drobne nierówności po wycięciu żądanego obszaru. Jeśli zignorujesz ten proces, połączenie może nie być wystarczająco mocne i szczelne, co wpłynie na działanie całego systemu kanalizacyjnego.
Jeśli potrzebujesz lutować rury wykonane z tworzywa sztucznego o dużej średnicy - od 110 mm, stosuje się sprzęgło elektryczne. Jest wciskany na złącze i podgrzewa złącze. W tym procesie centrowanie poszczególnych sekcji komunikacji odgrywa główną rolę, ponieważ sterowanie procesem podczas spawania jest prawie niemożliwe. Do pracy z takim urządzeniem używana jest specjalna maszyna centrująca, która pozwala na wyrównanie ciętej powierzchni w celu uzyskania jak najgęstszego szwu. Moc złączek nieco różni się od mocy spawarek i lutownic, w większości przypadków wymagane są nieco wyższe wartości - ponad 1500 watów.
Lutowanie na zimno jest również często stosowane w domu. Technologia polega na zastosowaniu agresywnego kleju, który zapewnia dyfuzję cząsteczek tworzywa sztucznego bez użycia elementów grzejnych. Główną zaletą tej metody jest jej prostota. Takie spawanie można łatwo wykonać nawet bez doświadczenia, ponadto nie jest wymagany zakup dodatkowych urządzeń. Ale jednocześnie takie lutowanie jest uważane za krótkotrwałe, to znaczy jest to bardziej pilne środki niż opcja stałego łączenia rur.
Zdjęcie - przykład zimnego lutowania komunikacji plastikowej
Możesz kupić narzędzie do lutowania rur z tworzyw sztucznych w prawie każdym sklepie hydraulicznym, średnio kosztuje od 800 rubli do kilkudziesięciu tysięcy. Na przykład w Sewastopolu koszt WESTER DWM 1000B waha się od 1800 rubli do 2000 r. Cena zależy od deklarowanej mocy urządzenia, marki i przeznaczenia.
Wideo: jak prawidłowo lutować rury z tworzyw sztucznych
Aparat wyrostka mieczykowatego
Takie niedrogie urządzenia są przeznaczone do pracy w środowisku domowym. Zgrzewają rury polipropylenowe o średnicy do 40 mm. Wygląd płyt grzewczych w wielu modelach jest bardzo podobny do wyglądu żelazka domowego. Płyty elementu grzejnego posiadają otwory, w których zamontowane są wymienne dysze.

Przy spawaniu rur polipropylenowych pozytywne recenzje odnoszą się do modelu PRORAB 6405-K. Wyróżnia się wystarczającą niezawodnością i stosunkowo niskim kosztem. Idealne do pracy domowej. To urządzenie składa się z płyty grzewczej, termostatu i rączki. W zestawie lutownicy do zgrzewania rur z polipropylenu może znajdować się również dodatkowe wyposażenie: przecinak, urządzenie do fazowania, urządzenie do usuwania zbrojenia.
Instrukcje lutowania
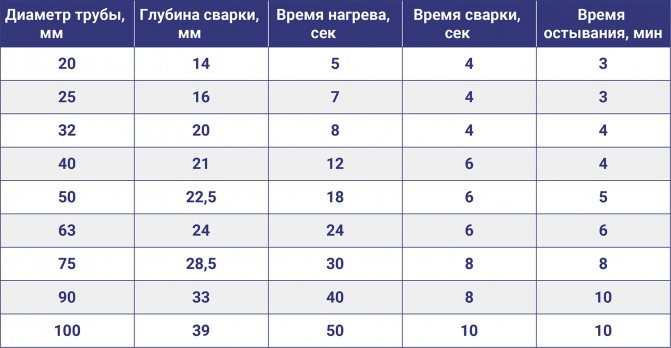
Samospawanie rurociągów z tworzyw sztucznych odbywa się za pomocą projektu kanalizacyjnego i zgodnie z GOST. Dla każdego materiału lutowanie odbywa się zgodnie z określoną temperaturą, poniższa tabela pomoże dobrać odpowiednie wartości:
| Średnica, mm | Ogrzewanie, sekundy | Spawanie, sekundy | Chłodzenie, sekundy |
| 16 | 6 | 4 | 3 |
| 20 | 6 | 4 | 4 |
| 25 | 7 | 4 | 4 |
| 32 | 9 | 4 | 4 |
| 40 | 12 | 5 | 4 |
| 50 | 17 | 5 | 5 |
| 63 | 23 | 5 | 5 |
| 75 | 30 | 7 | 7 |
| 90 | 38 | 7 | 8 |
| 110 | 48 | 9 | 10 |
| 160 | 80 | 14 | 14 |
Instrukcje krok po kroku, jak lutować plastikowe rury systemów grzewczych lub podłączyć instalację wodociągową:
- Musisz zainstalować specjalne dysze na urządzeniu spawalniczym, na przykład złączki do rur o średnicy 25 mm. Korzystając z tabeli wyznacza się czas ich nagrzewania, temperatura według norm wynosi około 260 stopni. Jest to optymalny parametr do lutowania konwencjonalnych rur plastikowych i wzmocnionych;
- Następnie przygotowywane są inne narzędzia hydrauliczne. Upewnij się, że nóż jest naostrzony przed cięciem. W przypadku małych średnic zaleca się cięcie nie pod kątem prostym, ale pod kątem 45 stopni; Zdjęcie - zestaw do lutowania
- Teraz musisz zmierzyć rozmiar złączki na rurze i wziąć pod uwagę szczelinę 1 mm. Musi być obecny podczas dołączania. Zaznacz to w komunikacji. Jest to bardzo ważne, ponieważ łącznika nie można wcisnąć do końca, po podgrzaniu plastik nieznacznie się rozszerzy;
- Na podgrzaną dyszę należy założyć złączkę, a następnie włożyć rurkę do innego otworu części łączącej. Ponadto pistolet nagrzewa się, a dysza nagrzewa się ponownie na całej długości; Zdjęcie - elementy grzejne
- Pozostaje ostrożnie usunąć rozgrzane części i połączyć je. Rezultatem będzie mocny i szczelny uchwyt z mocowaniem;
- Kolejny etap lutowania rur obejmuje ponowne podgrzanie lutownicy, ale dopiero teraz na dyszę nakłada się element wraz z łącznikiem, a wolną część połączenia wkłada się w kolejny otwór;
- Po podgrzaniu operację powtarza się: części są wyjmowane z dyszy i podłączane.
Po zakończeniu pracy musisz poczekać określony czas, aby ostygnąć połączenie, niektórzy mistrzowie używają również suszarki do włosów, aby przyspieszyć proces.
Zdjęcie - suszarka do włosów do plastiku
Czasami nie można użyć żelazka grzejnego i wymagane są tuleje elektrooporowe. Ich zasada działania jest bardzo podobna do opisanej powyżej, główna różnica polega na tym, że przy takim lutowaniu rur nagrzewa się całe urządzenie, a nie poszczególne dysze.
Przed przystąpieniem do spawania należy koniecznie odtłuścić sekcje, a także oczyścić je z kurzu i brudu. Aby to zrobić, wytrzyj złączkę i tuleję alkoholem od wewnątrz, a rurę od zewnątrz. Lutowanie odbywa się w taki sam sposób, jak wspomniano wcześniej.
Zalecenia hydraulika:
- Nie przykładaj zbyt dużego nacisku podczas podłączania rury do kształtki. Po lutowaniu plastik staje się bardziej giętki, dzięki czemu przy nadmiernym ciśnieniu wewnątrz rury mogą pojawić się zmarszczki;
- Nie pozwól, aby kształtka swobodnie spoczywała na rurze;
- Zwróć szczególną uwagę na czas i temperaturę nagrzewania. Jeśli przekroczysz lub odwrotnie, zmniejszysz te wskaźniki, mocowanie okaże się delikatne;
- Podczas pracy w domu z rurami wodociągowymi lub kanalizacyjnymi pozostaw szczelinę nie większą niż 1 mm w punkcie mocowania, w przeciwnym razie w tym obszarze wystąpią wycieki.
www.kanalizaciya-stroy.ru
Jak powinieneś pracować
- Przede wszystkim musisz sporządzić plan pracy (najlepiej na papierze), wybrać miejsca do układania rur. Ta czynność ograniczy niepotrzebne czynności i uciążliwe spawanie w ruchu. Trzeba przyznać, że znacznie lepiej i łatwiej jest złożyć rury na stanowisku pracy i zamontować je w systemie kilkoma prostymi ruchami.
- Połączenie rur polipropylenowych wymaga podgrzania krawędzi łączonych elementów. Elementy nakładamy na dyszę, należy przytrzymać je na dyszy przez kilka sekund. Rury są podgrzewane od zewnątrz, wewnętrzna część elementu jest podgrzewana w tulei.
- Po podgrzaniu elementów postaraj się jak najszybciej złożyć je w odpowiednią konstrukcję. Jeśli wymagana jest regulacja, możesz liczyć na kilka sekund. Najczęściej praca wykonywana jest na oko. Nie zaleca się skręcania elementów.
- Nie trzymaj polipropylenu w lutownicy przez bardzo długi czas. Wysokiej jakości połączenie uzyskuje się tylko poprzez podgrzanie do odpowiedniej temperatury. Polipropylen może wyciekać z przegrzania, szczelność zostanie zerwana.
Pamiętaj, aby odkręcić kran na złączce przed lutowaniem rur PP!
- Jeśli wszystko wykonałeś poprawnie, niewielka ilość plastiku wypłynie na rękaw. Jeśli pojawią się trudności podczas ubierania, zagięć plastiku, należy usunąć fazkę.
Niemieckie przepisy DVS-2207-1 przewidują kąt rury wynoszący piętnaście stopni i wgłębienie od dwóch do trzech milimetrów. W Federacji Rosyjskiej, zgodnie ze standardami - kąt czterdziestu pięciu stopni i zagłębienie jednej trzeciej grubości. W związku z tym, jeśli fazowanie jest równe, może mieścić się w określonych granicach.
- Dla właściwego bezpieczeństwa urządzenie spawalnicze należy ustawić na specjalnym stojaku. Nie zapomnij ustawić właściwej temperatury na dwieście sześćdziesiąt stopni Celsjusza (aby przyspieszyć proces, możesz ustawić ją na dwieście osiemdziesiąt stopni). Niższe i wyższe temperatury spowodują złą jakość połączeń. Kupując lutownicę, wybierz model z termostatem.
- Rury i inne elementy nakłada się na dyszę z niewielkim wysiłkiem ze względu na dość imponujący promień. Można je trochę przekręcić, aby ułatwić zakładanie nasadki. Jednocześnie nie należy umieszczać rur na dyszy do samego końca, aby nie stopić końców. Użyj markera, aby poznać prawidłową głębokość.
- Gotowanie na wagę jest możliwe dopiero po złożeniu wszystkich głównych elementów.
Proste rury polipropylenowe nie mogą pracować pod ciśnieniem, powinny być stosowane w instalacjach zimnej wody. I pod ciśnieniem - wzmocnione rury polipropylenowe. Przed spawaniem będziesz musiał usunąć małe części zbrojenia za pomocą golarki.
Nie umieszczać rur plastikowych zbyt blisko kotła grzewczego. W tym celu stosuje się metalową rurę o długości ponad pół metra.
Urządzenie i zasada działania narzędzia do zgrzewania polipropylenu
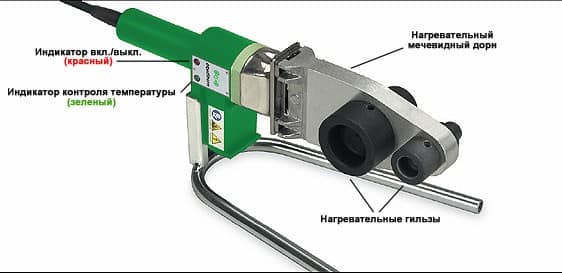
Obecnie wiele firm krajowych i zagranicznych zajmuje się produkcją urządzeń do łączenia rur z tworzyw sztucznych, które starają się, aby było to jak najbardziej wygodne i wydajne. W tym celu lutownice są wyposażone w dodatkowe funkcje, zmieniają się ich wygląd, umiejscowienie uchwytów i sposoby mocowania dysz. Jednak główne elementy i węzły pozostają takie same (ryc. 1):
- termostat;
- element grzejny (element grzejny);
- korpus z rączką;
- dysze.
Zgodnie z zasadą działania maszyna do zgrzewania rur polipropylenowych przypomina zwykłe żelazo. Najpierw element grzejny ogrzewa piec. Oddaje ciepło do dysz, które podgrzewają tworzywo sztuczne do określonej temperatury, uzyskując w ten sposób wymaganą lepkość.Cały proces jest monitorowany przez termostat, za pomocą którego utrzymywana jest temperatura grzania w określonych granicach.
Niezawodność połączenia polipropylenowego zależy bezpośrednio od stabilności termostatu. Zwykle niedrogie lutownice są wyposażone w niskiej jakości termostaty. Prowadzi to do tego, że podczas procesu zgrzewania plastik przegrzewa się lub przegrzewa. W rezultacie masz złe połączenie. Dlatego nie powinieneś oszczędzać na zakupie lutownicy. Wybierając narzędzie do lutowania polipropylenu, należy preferować sprzęt z płynną kontrolą temperatury i dokładną kalibracją.
Sprzęt do łączenia rur przez spawanie
Każda maszyna do spawania rur polipropylenowych ma powierzchnię roboczą, która nagrzewa się pod wpływem prądu elektrycznego. Urządzenie może być wyposażone w jeden lub więcej elementów grzejnych ogrzewających różne dysze. To właśnie te urządzenia o różnych średnicach pozwalają na pracę z różnymi rurami za pomocą jednego urządzenia. W domu ten sprzęt nazywany jest żelazkiem do spawania rur polipropylenowych.
Z reguły maszyny posiadają w zestawie cztery komplety dysz zgrzewających, które pozwalają na podłączenie niemal każdej rury stosowanej w instalacjach domowych. Dysze do spawania rur z polipropylenu pokryte są natryskiem teflonowym, co wyklucza możliwość przyklejania się do nich tworzywa podczas podgrzewania. Samodzielna produkcja tych urządzeń jest niemożliwa ze względu na złożoność procesu natrysku.
Jak wybrać żelazko do spawania rur polipropylenowych
Kupując narzędzie do lutowania polipropylenu, należy zwrócić szczególną uwagę na następujące cechy:
- moc;
- zestaw dysz;
- kompletny zestaw;
- producent.
Moc jest główną cechą techniczną lutownicy, od której zależy maksymalna średnica łączonych elementów, a także czas ich nagrzewania, a tym samym prędkość spawania. Należy jednak pamiętać, że kupując narzędzie nie trzeba gonić za mocą, gdyż wraz z jej wzrostem rośnie również cena sprzętu.
Wybierając urządzenie do lutowania rur polipropylenowych pod względem mocy, należy pomnożyć średnicę łączonych elementów przez 10.
W rezultacie otrzymasz wartość minimalnej mocy narzędzia. Na przykład, jeśli projektując system grzewczy, trzeba podłączyć rury o przekroju 40 mm, to w takim przypadku należy kupić lutownicę o mocy co najmniej 0,4 kW. Aby przeprowadzić prace naprawcze w mieszkaniu lub domu prywatnym, wystarczy żelazo o mocy 0,7 kW. Jeśli planujesz używać lutownicy do celów profesjonalnych, gdy średnica rury może dochodzić do 100 mm, zaleca się zakup urządzenia o mocy do 2 kW.
Zestaw załączników. Wysokiej jakości dysze do lutowania rur polipropylenowych muszą spełniać następujące warunki:
- mają dobre odprowadzanie ciepła;
- mają wysoką wytrzymałość mechaniczną;
- zachowują swój rozmiar, gdy temperatura spada.
Niemal wszystkie nowoczesne urządzenia do spawania rur mają możliwość jednoczesnego stosowania kilku dysz o różnych średnicach. Pozwala to znacznie skrócić czas prac instalacyjnych, ponieważ nie ma potrzeby czekania, aż dysza ostygnie, aby ją wymienić.
Strukturalnie wszystkie dysze składają się z 2 części: do zewnętrznego (tuleja) i wewnętrznego (trzpień) ogrzewania polipropylenu (rys. 2). Jako materiał do produkcji można zastosować dowolny stop, który spełnia wszystkie przedstawione powyżej wymagania. Do produkcji osprzętu w celu zwiększenia ich wytrzymałości i trwałości stosuje się różne powłoki. Najczęściej jest to teflon, który również ma właściwości nieprzywierające, dzięki czemu podgrzany plastik nie będzie przyklejał się do przystawek.
Zestaw do zgrzewania rur polipropylenowych może mieć następującą konfigurację:
- Kompletny. Idealny dla profesjonalnego spawacza. W zestawie spawarka, klucz do dysz, komplet dysz oraz dodatkowe narzędzia ułatwiające prace montażowe (przecinak, taśma miernicza itp.).
- Średni. Zawiera spawarkę, klucz i powszechnie stosowane dysze (20, 25, 32 i 40 mm). Jeśli potrzebujesz innych dysz do spawania rur, można je kupić osobno.
- Minimum. W zestawie znajduje się tylko lutownica do spawania i klucz do dysz. Taki zestaw ma stosunkowo niską cenę i doskonale sprawdza się w przypadku lutowania rur o tej samej średnicy.
Manufaktura. Na rynku sprzętu hydraulicznego dostępne są lutownice do lutowania rur polipropylenowych różnych producentów. Wśród nich pierwsze miejsce pod względem jakości wykonania i łatwości obsługi zajmują narzędzia czeskie i niemieckie. Należy zauważyć, że jest dość drogi, dlatego zaleca się kupowanie go tylko do pracy zawodowej.
Tureckie i krajowe modele lutownic są tańsze niż ich niemieckie i czeskie odpowiedniki, ale ich parametry techniczne są nieco gorsze. Do użytku prywatnego najlepiej nadaje się taki sprzęt. Lutownice produkowane w Chinach są najtańsze, ale niski koszt często przekłada się na krótką żywotność.
Jeśli potrzebujesz lutownicy do pojedynczej naprawy, najlepszym rozwiązaniem są modele chińskie.




Typowe błędy podczas spawania rur polipropylenowych
Podczas instalowania rur wodociągowych z polipropylenu początkujący hydraulicy w domu czasami popełniają błędy, które negatywnie wpływają na jakość spawania:
- Obecność brudu i pozostałości wody na spawanych powierzchniach. Doświadczony rzemieślnik nigdy nie zapomni oczyścić spawanych powierzchni, ponieważ nawet niewielkie zabrudzenie lub obecność niewielkiej ilości wody prowadzi do poważnych zakłóceń w jakości połączenia;
- Nieprawidłowe pozycjonowanie. Podczas łączenia elementów podgrzewanych początkujący mistrz ma bardzo mało czasu na prawidłową wzajemną instalację elementów; po tym krótkim okresie zmiana względnego położenia rury i kielicha prowadzi do osłabienia połączenia;
- Niespójność materiałów. Słabe połączenie może być spowodowane złą jakością rur i kształtek. W takim przypadku jest mało prawdopodobne, aby nawet doświadczony instalator był w stanie zagwarantować jakość połączenia. Ale jest inna opcja: próbując połączyć dwa wysokiej jakości elementy od różnych producentów. Pewne różnice w składzie chemicznym polimerów różnych producentów mogą utrudniać tworzenie wysokiej jakości spoiny.
Podsumowując, można zauważyć, że spawanie rur polipropylenowych własnymi rękami, z zastrzeżeniem norm i zasad technologicznych, jest w stanie zapewnić wysokiej jakości połączenie elementów wodociągowych.



Technologia lutowania rur z polipropylenu
Lutowanie plastikowych rur jest dość proste. Najważniejsze jest przestrzeganie reżimu temperatury i czasu nagrzewania materiału. Najpierw lutownica jest instalowana na stole lub innej niezawodnej podstawie, po czym dysza o wymaganej sekcji jest do niej przymocowana za pomocą klucza. Następnie na urządzeniu ustawia się wymaganą temperaturę, do której nagrzewa się przez około 10 minut.
Następnie końce podłączanych rur i element łączący (kątownik, złączka, MPH, MPV) umieszcza się na dyszy. Po kilku sekundach (czas utrzymywania zależy od mocy lutownicy i średnicy rur) plastikowe produkty są wyjmowane z dysz i łączone ze sobą.
Nie ma nic trudnego w wyborze lutownicy do lutowania polipropylenu. Najważniejsze jest, aby wiedzieć, w jakim celu go potrzebujesz.A jeśli podczas korzystania z narzędzia zastosujesz się do wszystkich zasad jego obsługi, to możesz mieć pewność, że taki sprzęt posłuży poza okresem gwarancji.
expertvarki.ru
Temperatura lutowania
Konieczne jest, aby temperatura zgrzewania rur polipropylenowych wynosiła około 260 ° C. Zwykle każda lutownica (z regulacją temperatury lub bez) może zapewnić tę wartość.
Jakość szwów zgrzewania rur polipropylenowych znajduje odzwierciedlenie w doborze optymalnego reżimu temperaturowego oraz czasie utrzymywania materiału podczas ogrzewania. Jeśli te parametry są poniżej wymaganej wartości, połączenie nie jest wystarczająco mocne, z czasem może przeciekać. Gdy czas nagrzewania i temperatura są zbyt wysokie, materiał silnie się topi, szew okazuje się za duży i brzydki. Ponadto wejście do środka może znacznie zmniejszyć średnicę.
Należy również wziąć pod uwagę temperaturę wokół spawarki, jeśli jest niska, należy wydłużyć czas trzymania o 2 sekundy, jeśli jest wysoka, przeciwnie, zmniejszyć go. Przestrzegając tych prostych zasad, spawanie rur polipropylenowych własnymi rękami będzie łatwe.
Duże znaczenie ma również średnica rury. W tabeli opisano wymagane parametry przy + 20 ° C, jak prawidłowo spawać rury polipropylenowe.
| Średnica zewnętrzna rur, mm | Czas nagrzewania s |
| 16 | 5 |
| 20 | 5 |
| 25 | 7 |
| 32 | 8 |
| 40 | 12 |
| 50 | 18 |
| 63 | 20 |
| 75 | 30 |
| 90 | 40 |
| 110 | 50 |

Maszyna do zgrzewania doczołowego rur z polipropylenu o dużej średnicy
Specyfika lutowania rur polipropylenowych
Proces lutowania odbywa się ze względu na wyraźne właściwości termoplastyczne materiału. Polipropylen mięknie po podgrzaniu - uzyskuje stan podobny do plasteliny.
Ogólny opis technologii
Przywrócenie materiału do normalnej temperatury tła sprzyja utwardzaniu jego struktury do normalnego stanu. Właściwości te stały się główną technologią lutowania, która w języku technicznym nazywana jest zgrzewaniem polifuzyjnym.
W praktyce stosuje się dwie metody łączenia spawanych części:
- Sprzęganie.
- Prosto.
Pierwsza technika spawania pokazuje, jak można lutować rury polipropylenowe za pomocą kształtki - tulei lub rury o większej średnicy zewnętrznej. Zwykle w ten sposób lutowane są plastikowe rury, których średnica nie przekracza 63 mm.
Zasada zgrzewania dwóch części polega w tym przypadku na stopieniu części rury na obwodzie zewnętrznym i części tulei wzdłuż obszaru wewnętrznego. Następnie obie części ściśle przylegają.
Druga metoda - kontakt bezpośredni, opiera się na tej samej zasadzie topienia małych odcinków rur z tworzyw sztucznych z ich późniejszym łączeniem. Ale w tej wersji dwie rury o tej samej średnicy działają jak elementy łączące i są połączone powierzchniami końcowymi. Ta na pierwszy rzut oka nieskomplikowana metoda lutowania polipropylenu wymaga dużej dokładności obróbki miejsc połączeń i dokładnego montażu dwóch części wzdłuż osi podczas ich lutowania.
Oprócz wskazanych technologii „na gorąco” praktykowana jest również technika lutowania „na zimno”. Tutaj jako aktywny składnik lutowniczy stosowany jest specjalny rozpuszczalnik, który może zmiękczyć strukturę polipropylenu. Jednak ta technika nie różni się dużą popularnością.
Lutownice do spawania rur
Zarówno połączenie, jak i technika bezpośrednia wymagają lutowania rur z tworzywa sztucznego za pomocą specjalnych spawarek. Strukturalnie technika lutowania przypomina żelazko elektryczne. Podstawą urządzeń jest masywny metalowy element grzejny, na powierzchni którego zamontowane są wyjmowane dysze - metalowe półfabrykaty o różnych średnicach.
W przypadku zgrzewania doczołowego konstrukcje maszyn do lutowania są bardziej złożone. Zwykle takie wyposażenie obejmuje nie tylko element grzejny, ale także system centrowania spawanych części.Z reguły bezpośredni sprzęt do spawania, podobnie jak sama technologia, jest rzadko stosowany w sferze domowej. Priorytetem użytkowania jest tutaj sektor przemysłowy.
Oprócz lutownic mistrz będzie również potrzebował:
- nożyczki do polipropylenu (obcinak do rur);
- taśma konstrukcyjna;
- plac ślusarski;
- golarka (do rur ze wzmocnieniem);
- marker (ołówek);
- odtłuszczacz do powierzchni.
Ponieważ prace są wykonywane na sprzęcie wysokotemperaturowym, konieczne jest noszenie ciasnych rękawic roboczych na rękach.
Procedura zgrzewania polipropylenu
Ważne ostrzeżenie! Prace spawalnicze na materiałach polimerowych należy wykonywać w warunkach dobrej wentylacji pomieszczenia. Podczas podgrzewania i topienia polimerów uwalniane są toksyczne substancje, które w określonym stężeniu mają poważny wpływ na zdrowie człowieka.
Pierwszym krokiem jest przygotowanie do pracy:
- Zamontuj półfabrykaty o wymaganej średnicy na płycie grzejnej.
- Ustaw regulator temperatury lutownicy na 260 ° C.
- Przygotować współpracujące części (zaznaczyć, sfazować, odtłuścić).
- Włącz stację lutowniczą.
- Poczekaj, aż osiągnięta zostanie temperatura robocza (zaświeci się zielony wskaźnik).
Jednocześnie wepchnij współpracujące części (rurka - złączka) na półfabrykaty stacji lutowniczej. W tym przypadku rura polipropylenowa jest wciskana w wewnętrzny obszar jednego półfabrykatu, a tuleja (lub gniazdo kształtowanej części) na zewnętrzną powierzchnię innego półfabrykatu.
Zwykle końce rury wkłada się wzdłuż granicy wcześniej zaznaczonej linii, a tulejkę wciska się do oporu. Wytrzymując części z polipropylenu na podgrzewanych półfabrykatach, należy pamiętać o ważnym niuansie technologicznym - czasie naświetlania.
Jeśli opóźnienie czasowe jest niewystarczające, istnieje ryzyko uzyskania niskiego stopnia dyfuzji materiału, co wpłynie na jakość złącza. Jeśli czas topienia jest zbyt długi, prowadzi to do odkształcenia struktury części, a także nie gwarantuje wysokiej jakości lutowania. Zaleca się skorzystanie z tabeli, która wskazuje optymalną wartość czasu dla rur o różnych parametrach technicznych.
Tabela czasu lutowania rur polipropylenowych
Po przytrzymaniu części na półfabrykatach przez optymalny czas, są one usuwane i szybko łączone przez rozgrzane części. Procedura łączenia musi być wykonana dokładnie, szybko (pod względem czasu w tabeli), z zachowaniem wyrównania lutowanych części. Dozwolone jest dokonywanie drobnych regulacji wzdłuż osi (w ciągu 1-2 sekund), ale niedopuszczalne jest obracanie części, jedna względem drugiej.
Należy zwrócić uwagę: wskazany czas lutowania dowolnych rur polipropylenowych można regulować w zależności od warunków pracy i parametrów materiału. Na przykład, jeśli instalacja jest wykonywana w ujemnych temperaturach otoczenia, naturalnie podane wartości wzrastają do 50% wartości nominalnej. Dla każdego z osobno przyjętych warunków niestandardowych czas nagrzewania dobiera się metodą lutowania testowego.
Jak prawidłowo lutować rury polipropylenowe
Materiał polipropylenowy ma wyraźne właściwości termoplastyczne. Dlatego produkty PP stają się plastyczne po podgrzaniu. Wraz ze wzrostem temperatury ich struktura mięknie. W tym stanie polipropylen przypomina plastelinę.

Lutowanie
Ogrzewanie i chłodzenie materiału pozwala uzyskać niezawodne połączenie. Połączenie jest szybkie. Jeśli jest wykonywany powoli, jakość połączenia pogarsza się.
Lutowanie rury polipropylenowej - zgrzewanie polifuzyjne. Dlatego odbywa się to za pomocą specjalnej lutownicy. Narzędzie umożliwia szybkie podgrzanie materiału do żądanej temperatury. Zwykle wynosi od 300 do 320 ° C. Jednak polipropylen zaczyna się topić już w 149 ° C.
Nie zaleca się podgrzewania rur PP powyżej dopuszczalnych norm i działania na nich przegrzanym narzędziem. W wyniku takich działań materiał straci swoje właściwości, a produkt będzie się łatwo wyginał.
Opis technologii spawania
W praktyce do łączenia rurowych wyrobów z polipropylenu stosuje się dwie metody: łącznikową i doczołową.
Zasada technologii lutowania rur polipropylenowych jest prosta, ponieważ umożliwia wykonywanie wysokiej jakości spawania przy minimalnych umiejętnościach. Wykonawca będzie musiał poświęcić trochę wysiłku i pieniędzy, aby osiągnąć wynik.
Początkujący często używają metody łączenia, która wymaga mniejszych umiejętności. Opiera się na wykorzystaniu ukształtowanych części. To jest prosty kawałek rury lub złączki.

Lutowanie złączek
Elementy łączące mają większą średnicę niż główny rurociąg. Prostoliniowe elementy komunikacyjne są do nich wstawiane z obu stron na określoną głębokość, w zależności od średnicy.
W domu używana jest ta konkretna opcja dokowania. Łączy rurociągi o średnicy do 63 mm.
Zasada metody sprzęgła polega na stopieniu części zewnętrznej powierzchni przedmiotu obrabianego. Również wewnętrzna powierzchnia elementu łączącego. Po podgrzaniu oba elementy są szczelnie połączone.
Metoda doczołowa jest bezpośrednią opcją łączenia części systemu. Jest to również realizowane dzięki stopieniu elementów PP, ale tylko w tym przypadku podgrzewane są końce o tej samej dużej średnicy. Ta metoda nie wymaga użycia okuć.
Podczas spawania rur polipropylenowych o dużej średnicy odchylenia od osi łączonych elementów są niedopuszczalne. Nawet niewielkie przesunięcie prowadzi do zmniejszenia wewnętrznej sekcji układu w tym obszarze.

Zgrzewanie doczołowe
Powoduje to spowolnienie ruchu płynu w komunikacji. Do dokładnego łączenia części, oprócz narzędzia grzewczego, stosuje się dodatkowo system centrujący.
Maszyny spawalnicze
Strukturalnie wszystkie maszyny do zgrzewania kielichowego rur polipropylenowych są podobne do żelazek elektrycznych. Urządzenia posiadają elementy grzejne oraz wymienne dysze o różnych średnicach. Takie narzędzie jest zwykle nazywane żelazkiem spawalniczym.

Lutownica typu „żelazka”
Do łączenia końcówek stosuje się bardziej wyrafinowane zgrzewarki. Sprzęt do bezpośredniego łączenia jest stosowany w obiektach przemysłowych.

Zgrzewarka doczołowa
Podczas pracy z dowolnym narzędziem grzewczym należy nosić rękawice wykonane z gęstej tkaniny.
Proces spawania
Aby zmniejszyć prawdopodobieństwo błędu, wszystkie operacje muszą być wykonywane dokładnie, dokładnie i wyjątkowo konsekwentnie.
Instrukcja lutowania rur polipropylenowych:
- W pomieszczeniu zapewniona lub sprawdzona jest skuteczna wentylacja, ponieważ podczas lutowania materiałów polimerowych uwalniają się toksyczne substancje. Dlatego konieczne jest stworzenie efektywnej cyrkulacji powietrza w celu ochrony organizmu przed wysokimi stężeniami szkodliwych pierwiastków.
- Krawędzie ciętych elementów obrabiane są za pomocą narzędzia do planowania lub specjalnego narzędzia do fazowania, aby uprościć proces łączenia części.
- Łączone powierzchnie należy oczyścić z kurzu i odtłuścić benzyną lakową, która musi wyschnąć całkowicie naturalnie. Kropelki wody nie są dozwolone, ponieważ wraz ze wzrostem temperatury tworzy się para, która spowoduje pojawienie się porów w materiale. Pogarszają jakość połączenia.
- Zalecaną temperaturę lutowania ustawia się na lutownicy i urządzenie jest włączone. Podgrzewanie odbywa się do + 260 ° C niezależnie od średnicy. Zmienia się tylko okres ogrzewania.
- Po zaświeceniu się zielonego światła rozpoczyna się spawanie od zamontowania prostego odcinka na tulei-dyszy i elementu mocującego na trzpieniu. Pozwala to na jednoczesne podgrzanie dwóch części do wymaganej temperatury.
- Ogrzewanie odbywa się przez określony czas przy lutowaniu rur polipropylenowych, wskazany w tabeli.Następnie prosty i ukształtowany element jest wyjmowany z urządzenia i szybko łączony ze sobą.

Elementy grzejne

Połączenie i mocowanie
Konieczne jest trzymanie przylegających części nieruchomo bez skręcania, aż materiał ostygnie. Dopuszcza się korektę ich ustawienia w ciągu 1-2 sekund. Inne ruchy doprowadzą do zerwania wiązań molekularnych, co często powoduje przecieki podczas pracy układów.
Przed wykonaniem tej operacji należy najpierw narysować linię na odcinku rury, wskazując głębokość, na jaką zostanie wprowadzona do kształtki, aż do zatrzymania. Wskazana odległość pozwala również na podgrzanie lutownicy tylko wymaganego obszaru. Dla każdej średnicy rury używana jest inna wartość.
Stół lutowniczy do rur polipropylenowych
Jeśli nie wytrzymasz czasu nagrzewania, lutowanie połączenia nie będzie dobrze działać. Podgrzanie zapobiega dyfuzji materiału. Przegrzanie spowoduje deformację produktów. Dlatego zawsze należy używać wartości z tabeli.
Czas lutowania stołu do rur polipropylenowych
Podczas lutowania cienkościennych produktów rurowych czas nagrzewania tych elementów zmniejsza się 2-krotnie, ale czasu nagrzewania złączek nie można zmienić. Powinien odpowiadać zalecanym wartościom. W przypadku pracy na zewnątrz lub w nieogrzewanym pomieszczeniu, w którym temperatura jest niższa niż + 5 ° C, należy podgrzać produkt PP o 50% dłużej.
Jeśli obserwuje się czas nagrzewania, wyjęcie z lutownicy i łączenie części, ich mocowanie i temperaturę zgrzewania rur polipropylenowych, wokół obwodu wewnątrz złącza tworzy się zgrabnie ukształtowana ścieg. Jego wysokość wynosi zwykle 1 mm. Nie zakłóca ruchu cieczy. Zgrabny kołnierz powstaje również na zewnątrz. Nie psuje wyglądu skrzyżowania.
Lutowanie rur ze wzmocnieniem
Zastanówmy się, jak prawidłowo lutować wzmocnione rury polipropylenowe. Usunięcie materiału ochronnego jest tutaj obowiązkowe. Obecność warstwy zbrojonej (folii aluminiowej) w konstrukcji rury wymaga dodatkowego ogrzewania. Ale nie o to chodzi.
Zazwyczaj te produkty mają zbyt dużą średnicę i nie pasują do standardowych grotów lutownicy. Należy je wyczyścić przed procesem lutowania. Wyjątkiem są rury wzmocnione włóknem szklanym. Są lutowane w sposób standardowy.
Ze względu na różnorodność technologii wzmacniania rur polipropylenowych przed lutowaniem stosuje się różne metody przetwarzania. Tradycyjnie do zdzierania używa się noża.
Ta nazwa ma specjalne urządzenie w postaci metalowej tulei z nożami. Schweier nakłada się na końcową część lutowanej rury, a wzmocnioną warstwę zeskrobuje się ruchem obrotowym wokół osi rury w celu oczyszczenia plastiku.
Jeśli wzmocniona warstwa znajduje się w środkowej części ściany rury z tworzywa sztucznego, w tym przypadku rozsądniej jest użyć innego narzędzia do obróbki - obcinarki do rur z tworzywa sztucznego.
Urządzenie niewiele różni się od sever, za wyjątkiem umieszczenia i konstrukcji elementów tnących. Po obróbce za pomocą narzędzia do licowania, końcowa część rury jest wyrównana wzdłuż końca, a część wzmocnionej warstwy jest przycinana na głębokość 2 mm na całym obwodzie. Ta obróbka pozwala na lutowanie bez wad.
Wpływ błędów na jakość spawania
Powolne, przemyślane działania są gwarancją błędów, które mogą zniweczyć całą pracę. Należy wziąć pod uwagę wszystkie drobiazgi technologii lutowania i nie oddalać się od nich o krok.
Typowe błędy skutkujące uszkodzeniem węzłów zainstalowanej sieci wodociągowej z propylenu:
- Powierzchnia rury nie została oczyszczona z filmu smaru.
- Kąt cięcia współpracujących części różni się od wartości 90º.
- Luźne pasowanie końca rury do kształtki.
- Niedostateczne lub przeszacowane nagrzewanie się lutowanych części.
- Niecałkowite usunięcie zbrojonej warstwy z rury.
- Korekta położenia części po związaniu polimeru.
Czasami na materiałach wysokiej jakości nadmierne nagrzewanie nie daje widocznych wad zewnętrznych. Jednak odkształcenie wewnętrzne obserwuje się, gdy stopiony polipropylen zamyka wewnętrzny kanał rurowy. W przyszłości taka jednostka traci wydajność - szybko zatyka się i blokuje przepływ wody.
Jeżeli kąt cięcia części końcowych różni się od 90 °, w momencie łączenia części końce rur leżą w ukośnej płaszczyźnie. Powstaje niewspółosiowość części, która staje się zauważalna po zamontowaniu kilkumetrowej linii. Często z tego powodu trzeba ponownie wykonać cały montaż. Zwłaszcza jeśli rury układane są w rowkach.
Słabe odtłuszczenie współpracujących powierzchni przyczynia się do powstawania „wysp odrzucenia”. W takich miejscach zgrzewanie polifuzyjne nie występuje wcale lub jest tylko częściowo. Przez chwilę działają rury z podobną wadą, ale w każdej chwili może powstać podmuch. Częste są również błędy związane z luźnym dopasowaniem rury do kształtki.
Podobny wynik uzyskuje się dla połączeń wykonanych z niepełnym oczyszczeniem warstwy wzmacniającej. Z reguły rura ze zbrojeniem jest instalowana na liniach wysokiego ciśnienia. Resztki folii aluminiowej tworzą obszar bezkontaktowy w obszarze lutowania. Obszar ten często staje się kanałem, przez który wyciskana jest woda.
Rażącym błędem jest próba skorygowania lutowanych elementów poprzez przewijanie osi względem siebie. Takie działania drastycznie zmniejszają efekt zgrzewania polifuzyjnego. Niemniej jednak w oddzielnych punktach tworzy się szew i uzyskuje się tzw. „Kleistość”. Przy niewielkiej sile zrywającej „przyczepność” utrzymuje połączenie. Jednak gdy tylko podłączysz połączenie pod ciśnienie, kolec natychmiast się rozpadnie.
Wnioski i przydatne wideo na ten temat
Profesjonaliści zawsze muszą się wiele nauczyć. Jak pracować z polipropylenem można zobaczyć na poniższym filmie:
Instalowanie rurociągów polimerowych metodą lutowania na gorąco to wygodna i popularna technika. Jest z powodzeniem stosowany w instalacji komunikacji, w tym na poziomie gospodarstwa domowego. Ponadto osoby bez doświadczenia mogą stosować tę metodę spawania. Najważniejsze jest prawidłowe zrozumienie technologii i zapewnienie jej dokładnego wdrożenia. Sprzęt technologiczny można kupić niedrogo lub wypożyczyć.
sovet-ingenera.com
Lutownica do rur polipropylenowych
Do pracy wymaga:
- Ruletka i ołówek (marker) do zaznaczania części, poziom - do kontrolowania konstrukcji jako całości.
- Nożyczki do rur i skrobak do krawędzi spawanych części o potocznej nazwie „zdzieranie”. Zdejmowanie izolacji różni się przeznaczeniem i rodzajem: w cylindrycznych korpusach są golarki (czyszczenie krawędzi, fazowanie) i okładziny (docinają zbrojenie na głębokość lutowania), jest narzędzie z wiertłami do czyszczenia krawędzi rury.
- Lutownica do rur polipropylenowych.
- ŚOI: grube rękawiczki lub rękawiczki.
Ponadto do montażu obejm do rur na ścianach potrzebne będzie ogólne narzędzie konstrukcyjne: dziurkacz, młotek, śrubokręt.











Jak wybrać lutownicę do rur polipropylenowych i innych narzędzi
- Za niewielką ilość pracy (naprawa DIY) można kupić najtańsze lutownice - wystarczą na 2 ... 3 lutowia. Lepiej jest wziąć wysokiej jakości podkładki teflonowe do części grzewczych.
- Do użytku profesjonalnego tani model się nie sprawdzi. Do dużych ilości lutowania potrzebna jest tylko profesjonalna spawarka z dużym zestawem wysokiej jakości padów.
- Nożyce. Profesjonalne nożyczki zapewniają prawie proste, prostopadłe cięcie, ale są drogie. Lepiej jest je kupić do rur o średnicy 40 mm, których lutowanie wymaga maksymalnej zgodności z ogólnymi wymiarami i jakością.Proste, niedrogie nożyczki prawie nigdy nie dają idealnej płaszczyzny - podczas ich używania rura jest cięta pod kątem 10 ° ... 15 ° względem idealnego cięcia. W przypadku małych średnic nie jest to przerażające: rury o małej średnicy i cienkiej ściance wystarczająco dobrze się nagrzewają, ugięcie nie wpływa na lutowanie.
- Narzędzie do ściągania izolacji. Musi go mieć profesjonalny hydraulik. Domowy rzemieślnik, który lutuje plastikowe rury o maksymalnej średnicy 25 mm, może się bez tego obejść.
Wykonujemy urządzenie spawalnicze własnymi rękami
Dobre lutownice kosztują od tysiąca do kilku tysięcy rubli, ale jeśli potrzebujesz sporo pracy i masz pomysł na zaoszczędzenie pieniędzy, możesz improwizować i stworzyć lutownicę własnymi rękami.
Czego potrzebujemy:
- Proste stare żelazko.
- Pożądany rozmiar załącznika.
- Pasta termiczna.
- Czujnik temperatury.
- Dysza jest przykręcona do żelazka, końce należy pokryć pastą termiczną.
- Pomyśl i zastanów się: jak i od której strony będzie lepiej pracować. Zamocuj nasadkę przed rozpoczęciem pracy. W wysokich temperaturach proces ten będzie trudny lub niemożliwy w domu.
- Jeśli praca przy ścianie jest trudna, możesz odciąć część ostrej końcówki żelazka.
- Przed rozpoczęciem pracy należy rozgrzać żelazko przez kilka minut.
- Uważaj na prawidłową temperaturę. Powinno być dwieście sześćdziesiąt - dwieście siedemdziesiąt stopni Celsjusza. Pomoże Ci w tym urządzenie pomiarowe.
Montaż rur polipropylenowych
Przed zainstalowaniem rurociągu zaznacz miejsca jego mocowania, zainstaluj zaciski - operacja ta jest wykonywana przed lutowaniem rur polipropylenowych.
Przygotuj części do lutowania:
- Rura jest zawsze cięta z marginesem na strefy lutowania (patrz tabela) dla określonego przekroju. Części nigdy nie są wycinane od razu. W trakcie pracy zawsze narasta błąd pomiaru. Jeśli uszanujesz wymiary, nie odbiegniesz zbytnio od planowanych wymiarów, ale możesz zgromadzić 1 ... 2 dodatkowe centymetry (zarówno negatywnie, jak i pozytywnie). Wskazane jest wykonanie marginesu w przypadku lokalnych odchyleń: podczas lutowania konfiguracja układu może ulec zmianie, przez co zmieniają się wymiary lutowanej konstrukcji.
- Przygotowane części są czyszczone.
- Na częściach naniesione są znaki: zaznaczają głębokość lutu na rurze (jak daleko rura wejdzie do kształtki) oraz oś połączenia - poziome oznaczenia na obu elementach, które powinny pokrywać się podczas montażu. Zawsze zaznaczaj części - to znacznie upraszcza pracę, szczególnie podczas instalowania złożonych konstrukcji z wieloma zwojami.
Jak lutować rury polipropylenowe:
- Załóż swoje rękawiczki.
- Oba elementy łączące są jednocześnie instalowane na rozgrzanej lutownicy i podgrzewane przez określony czas.
- Po rozgrzaniu części są wyjmowane z poduszek i łączone znakami, wkładając jedną w drugą. Po wyjęciu rozgrzanych części z lutownicy w celu podłączenia i zamocowania masz 1-2 sekundy. Pracuj pewnie i ostrożnie, aby się nie poparzyć (patrz punkt 1).
- Następnie należy utrzymywać połączenie do czasu jego stwardnienia (czas - patrz tabela).
- Dalsze lutowanie z nowo zgrzanym obszarem jest możliwe po ostygnięciu urządzenia. Jeśli nie wytrzymasz czasu chłodzenia, możliwe jest odkształcenie wcześniej lutowanych części.
Tabela 1. Czas nagrzewania, przetrzymywania i chłodzenia rur i kształtek polipropylenowych.
| Średnica zewnętrzna rury, mm | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 |
| Strefa lutowania: odległość od krawędzi elementu (pola lutowniczego) do oznaczenia, mm. | 13 | 14 | 15 | 16,5 | 18 | 20 | 24 | 26 | 29 | 32,5 |
| Czas nagrzewania części, s | 5 | 6 | 7 | 8 | 12 | 18 | 24 | 30 | 40 | 50 |
| Czas utrzymania połączenia, s | 4 | 4 | 4 | 6 | 6 | 6 | 8 | 8 | 8 | 10 |
| Czas chłodzenia (do lutowania sąsiednich połączeń), min. | 2 | 2 | 2 | 4 | 4 | 4 | 6 | 6 | 8 | 8 |
WAŻNY! Dane czasowe dla różnych materiałów mogą się różnić w zależności od czystości materiału rury, obecności wzmocnienia i innych aspektów, aż do temperatury pokojowej. Ale te odchylenia są wyraźnie widoczne tylko na rurach o dużej średnicy. W przypadku małych wymiarów czas będzie różny maksymalnie o 1 ... 1,5 s.Jeśli coś Ci nie wychodzi lub robisz to pierwszy raz to możesz dokupić kilka najprostszych kształtek (złączek), obciąć kilka rur (kilka sztuk po 7 ... 10 cm) i sprawdzić jak materiał reaguje na ogrzewanie i podłączenie.
Samodzielne spawanie rur polipropylenowych dla początkujących
Jak powstaje spawanie polipropylenu - równy szew
Jakościowo i starannie ułożone rury w domu to klucz do spokoju na długie lata, ponieważ złe wymagania stwarzają wiele kłopotów nie tylko mieszkańcom mieszkania, ale także wszystkim sąsiadom.
Aby zaoszczędzić własny budżet, przy częstych naprawach i wymianie rur, a także zachować mieszkanie przez długi czas i nie zepsuć relacji z sąsiadami, zaleca się dokładne rozważenie wyboru i instalacji wysokiej jakości Rury. Do instalacji systemów grzewczych, kanalizacyjnych i wodociągowych bardzo często stosuje się rury wykonane z polipropylenu.
Nie bez powodu popularność zyskały rury polipropylenowe. Rury te są bardzo trwałe, nie boją się korozji, nie wymagają dużo czasu i wysiłku podczas montażu oraz nie ma potrzeby stosowania skomplikowanego sprzętu. Niektórzy uważają, że spawanie tworzyw sztucznych to trudny proces, ale tak nie jest.
Ale w rzeczywistości nie trzeba być profesjonalistą, wystarczy przeczytać instrukcje, a także być uważnym i dokładnym.
Wysokiej jakości spawanie rur polipropylenowych
Aby wykonać wysokiej jakości szwy, które są kluczem do wytrzymałości całego systemu rurociągów, konieczne jest prawidłowe dobranie szczegółów. Rury polipropylenowe mają różne zastosowania i są wykonane z dostępnego materiału:
- PPH. Służą do tworzenia wentylacji, rurociągów przemysłowych, a także do dostarczania zimnej wody. Wykonane są z homopolipropylenu.
- PPS. Rury trudnopalne. Są w stanie wytrzymać temperatury do dziewięćdziesięciu pięciu stopni.
- РРВ. Rury te są dobre do dostarczania zimnej wody, a także do tworzenia systemu grzewczego. Wykonane są z kopolimeru blokowego polipropylenu.
- Wzmocnione części. Takie części są wykonane z wielu warstw. Stosowane są w celu zmniejszenia wydłużeń termicznych w rurach.
Głównym zadaniem jest dobranie odpowiednich części do każdego rodzaju rur, a także nie trzeba się mylić przy doborze odpowiedniego złącza i złączki.
Aby spawanie polipropylenu przebiegało sprawnie, potrzebna jest zgrzewarka ręczna. Przemysłowy model spawarki może być potrzebny tylko w przypadku dużych rur. Musisz także zaopatrzyć się w specjalne nożyczki, którymi możesz ciąć rury.
Jeśli planujesz używać wzmocnionych części, musisz przygotować urządzenie do ich czyszczenia. Najczęściej wszystko, czego potrzebujesz, sprzedawane jest w zestawie ze spawarką. Modele spawarek ręcznych różnią się w zależności od konfiguracji.
Zestaw, wraz z minimalną liczbą części, będzie odpowiedni do pracy z rurami o tej samej lub tej samej średnicy. Przeciętna konfiguracja obejmuje kilka przystawek o różnych średnicach. Możesz także kupić aparat w pełni wyposażony we wszystkie dysze i narzędzia, które mogą być potrzebne podczas procesu spawania.
Aby to spawanie odbyło się zgodnie z zasadami, należy je najpierw podgrzać za pomocą dysz teflonowych, które są wkładane do spawarki. Aby to zrobić, spawarka jest zainstalowana na nogach, następnie należy wybrać i zamocować dysze o wymaganym rozmiarze, po czym należy wybrać żądaną temperaturę (należy to wskazać w instrukcji dołączonej do narzędzia).
Następnie musisz włączyć urządzenie i poczekać, aż urządzenie się nagrzeje. Gdy urządzenie się nagrzeje, łączymy złączkę i trzpień, rurkę i tuleję.Gdy dysza zgrzewająca jest wyrównana z rurą, górna warstwa dyszy topi się, a warstwa wewnętrzna nie topi się, ale nagrzewa się i staje się plastyczna, co umożliwia włożenie rury do dyszy. Na tej samej zasadzie trzpień i złączka są połączone.
Po rozgrzaniu elementów zdejmujemy je z dysz szybkimi, precyzyjnymi ruchami, a następnie łączymy gorące części wkładając jedną w drugą. Ważne jest, aby nie skręcać ani nie ściskać zbyt mocno części, aby zapobiec uszkodzeniu. Stopione części nie utrzymują temperatury przez długi czas i pozostają plastyczne aż do całkowitego ostygnięcia, dlatego aby uniknąć deformacji, należy je mocno zamocować i przytrzymać, aż stracą plastyczność. Elementy stają się trwałe po ochłodzeniu się poniżej czterdziestu stopni. Wtedy dekoracja i uszkodzenia nie stają się przerażające i możesz zacząć czyścić szwy.
Instrukcja spawania rur polipropylenowych
Jeśli to spawanie jest wykonywane przez Ciebie osobiście i po raz pierwszy, najpierw kup dodatkowe części i kawałki rury do ćwiczeń. Po opanowaniu umiejętności spawania będziesz w stanie wykonać końcową pracę dokładniej i wydajniej. Mając pod ręką części zamienne, będziesz ubezpieczony przed bieganiem do sklepu, jeśli coś pójdzie nie tak podczas procesu spawania.
Jak widać, do spawania rur polipropylenowych nie jest konieczne korzystanie z usług specjalisty. To bardzo łatwy, nie czasochłonny proces, który każdy może opanować. Każdy profesjonalista, który kiedyś był początkującym, aw kwestii wysokiej jakości i dokładnego spawania rur polipropylenowych łatwo jest przejść od osoby, która nie ma pojęcia, jak to zrobić, do prawdziwego specjalisty. Nie bój się, ściśle przestrzegaj instrukcji, połącz swoją uważność i dokładność, a odniesiesz sukces!
Podobne artykuły
aquarem.ru
Niedokończone i zlutowane
Ponowne stopienie występuje, gdy części są nadmiernie naświetlone na poduszkach grzewczych. W efekcie otrzymujemy:
- Zmniejszenie średnicy wewnętrznej rury.
- Odkształcenie złącza podczas chłodzenia, odchylenie rury od poziomu lub pionu.
- Kiedy próbujesz naprawić połączenie rękami, części mogą się przewijać (są bardzo gorące, chłodzą przez długi czas, nie lutują), w wyniku czego lutowanie może okazać się słabej jakości - może przeciekać.
Przegrzanie występuje, gdy części są niedogrzane. Skutki niedostatecznego dawkowania są również negatywne:
- Części nie są uwzględnione w połączeniu.
- Ponowne podgrzanie może prowadzić do niepożądanych odkształceń części, co może prowadzić do nieszczelności.
- Przy niewielkim prześwicie powstaje najgorsza sytuacja: części wchodzą do złącza, ale nie tworzą szczelnego połączenia. Przy takim podcięciu rura wchodzi do kształtki, ale nie płynnie, bez poślizgu, z lekkim wciskaniem.
Łączenie rur w trudno dostępnych miejscach i spawanie skomplikowanych konstrukcji
Takie struktury obejmują:
- instalacja liczników;
- podłączenie do podgrzewacza wody;
- dystrybucja do sąsiednich sąsiadujących konsumentów;
- lutowanie w ciasnych przestrzeniach.
Więcej szczegółów:
- Podczas lutowania rur do licznika należy wziąć pod uwagę jego wymiary: wodomierz w mieszkaniu ma większy rozmiar niż rura. Jeśli najpierw zaakceptujesz rury, trudno będzie zainstalować samo urządzenie - nie będzie miało wystarczająco dużo miejsca.
- Podgrzewacze wody mają złożone orurowanie. W warunkach małych mieszkań należy zachować ostrożność przy obliczaniu rur. Zawsze zaznaczaj dla siebie miejsca, w których nie będziesz mógł korzystać z lutownicy - tutaj będziesz musiał przylutować połączenia „na podłogę”, a następnie dopasować je wzdłuż ściany i urządzenia.
- Pobliskie urządzenia stwarzają wiele problemów: lutowanie jest opóźnione w czasie, ponieważ spiętrzenie rur zakłóca proces, wydłuża się czas oczekiwania na chłodzenie połączeń lutowanych. Musisz wyraźnie pomyśleć o kolejności, w jakiej połączysz wszystkie części, aby nie przeszkadzały po lutowaniu sąsiednich elementów.
- Lutowanie w ciasnych warunkach zajmuje więcej czasu, aby dowiedzieć się, jak dotrzeć do złącza, niż sam proces spawania. Dlatego nawet jeśli musisz przylutować 2 ... 3 węzły, dokładnie rozważ wszystkie opcje. Pożądane jest, aby mieć asystenta, który będzie karmił lub podnosił lutownicę.
- Lutowanie w rowkach. W punktach lutowania stroboskop należy poszerzyć i pogłębić, aby można było włożyć do niego lutownicę. Stroboskop w sąsiednich łukach i złączach również powinien być szerszy, aby rura miała rezerwę mocy po wyjęciu z lutownicy.
Interesujące: jaka jest różnica między spawaniem rur a lutowaniem twardym
Zasadniczo proces nie różni się między tymi operacjami: łączone części są podgrzewane do momentu, w którym można je skleić i uzyskać szczelne połączenie. Lutownica jest często nazywana spawarką - to również jest poprawne. Jednak pojęcie „spawania rur polipropylenowych” jest stosowane bardziej do przemysłowego lutowania rurociągów o dużej średnicy w obiektach użyteczności publicznej (zgrzewanie doczołowe).
Nieco inną konstrukcję mają duże lutownice. Praca przebiega następująco:
- Rury przeznaczone do zgrzewania umieszczane są w urządzeniu centrującym (prowadnicy), chronionym specjalną tarczą, która zapewnia płaskość i równoległość czyszczonych krawędzi. Po wyjęciu tarczy sprawdzana jest powierzchnia styku - rury powinny idealnie pasować.
- Pomiędzy rury wkłada się dysk grzejny, mocuje się do niego części rurociągu i podgrzewa.
- Element grzejny jest zdejmowany, rury są układane jeden do jednego i zgrzewane do połączenia.
- Po ostygnięciu złącza (wymagane odsłonięcie) konstrukcja prowadnicy jest usuwana.
stroikadialog.ru
Cięcie rur
Proces cięcia półfabrykatów odbywa się za pomocą specjalnego narzędzia. Chociaż w domu etap cięcia jest często wykonywany piłą do metalu, szlifierką lub wyrzynarką elektryczną. Dzięki tej metodzie cięcia powierzchnię uzyskuje się z dużymi zadziorami, dlatego przed spawaniem rur polipropylenowych należy dokładnie oczyścić krawędzie.

Początkującym instalatorom lepiej jest ciąć rury specjalnymi nożyczkami:
- Model precyzyjny jest bardzo wygodny w obsłudze. Posiada ząbkowane ostrze i specjalną grzechotkę. Nożyczki pozwalają uzyskać wysokiej jakości i równe cięcie. Ale jeśli musisz pracować z dużą liczbą obrabianych przedmiotów, twoja ręka może szybko się zmęczyć.
- Jeszcze lepszą jakość cięcia można uzyskać stosując model rolkowy. Technologia cięcia jest wykonywana przez rolkę prowadzącą, która obraca się wokół rury. Niska prędkość skrawania jest uważana za właściwość negatywną.
- Modele bezprzewodowe łączą w sobie wszystkie zalety - jakość i szybkość cięcia. Są wyposażone w mały silnik elektryczny i mogą być używane do dużych ilości pracy.
Przedmioty o dużej średnicy są cięte za pomocą specjalnych obcinaków do rur, aby uzyskać wysokiej jakości i czyste cięcie.











