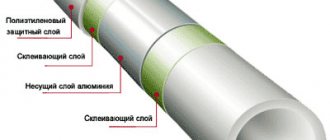
Ce este un montaj de compresie
Instalarea conductelor din metal-plastic nu se poate face prin sudare sau lipire; pentru aceasta, se utilizează metoda de sertizare mecanică. Există două tipuri de conexiuni - dintr-o singură bucată și detașabile.
Pentru primul tip se folosesc fitinguri de presare. Conexiunile permanente se realizează în principal în rețele tehnice închise, montate sub podea sau în perete. Nu necesită întreținere periodică. Acestea sunt realizate folosind un instrument special numit clește de presare.
Fitingurile de sertizare sau compresie sunt utilizate pentru conexiuni detașabile, cele mai frecvente în prezent. Executarea lor nu necesită scule scumpe, ci doar câteva chei.
Caracteristici de proiectare
Conexiunile detașabile sunt utilizate, de regulă, pentru instalarea conductelor deschise, precum și pentru conectarea oricăror dispozitive de lucru.
Fitingurile de compresie constau din următoarele părți:
- Piuliță de unire.
- Inel de sertizare (cracker, pinză).
- O-inele din E.P.D.M. (cauciuc etilen propilen dienic).
- Garnitură dielectrică din teflon.
- Corpul potrivit.
- Guler restrictiv.
- Stoc.
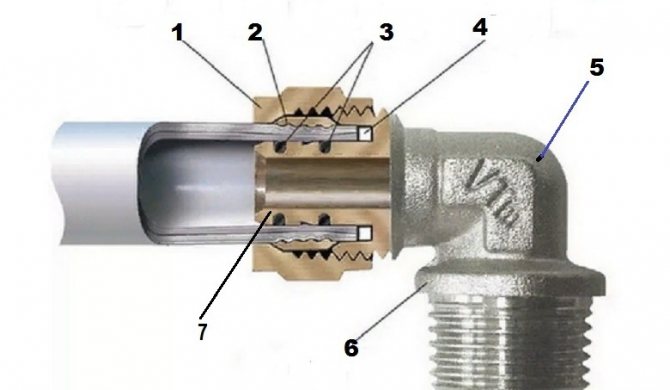
O țeavă metal-plastic pregătită corespunzător este pusă pe stocul produsului. Acest lucru se face până la capăt în distanțierul dielectric, care este utilizat pentru a limita curenții vagabonzi.
Inelele O sunt utilizate pentru a spori etanșeitatea sistemului sub influența presiunii interne. Piulița de îmbinare cu ajutorul unui cracker sârmă țeava metal-plastic pe tijă.
Instalarea conectorilor de sertizare nu necesită utilizarea unor scule scumpe, fiind nevoie doar de foarfece, un calibrator, un beveller și un set de chei. Dacă este necesar, armăturile pot fi demontate și conectate din nou la conducte. Cu instalarea și funcționarea corespunzătoare, conectorii de compresie vor dura suficient.
Dezavantajul acestor piese este necesitatea de a monitoriza constant starea lor și de a strânge periodic.
Prețurile armăturilor de compresie
racord de compresie




Tipuri de clești de presă, argumentele pro și contra, parametrii tehnici
Cleste de sertizare utilizate pentru sertizarea țevilor metal-plastic pot fi utilizate în scopuri domestice și profesionale:
- Gospodărie - concepută pentru uz casnic. Este un instrument cu un design simplu și nu scump.
Pe o notă! Mai des, setul, pe lângă cleștele de presare manuale pentru țevile metal-plastic, conține un cap de sertizare și duze înlocuibile de diferite diametre.

- Profesional - utilizat de companiile de construcții care efectuează volume mari de instalare a produselor metal-plastice. Acestea sunt acționate de motoare electrice sau hidraulice. Utilizarea acestor dispozitive mărește viteza și volumul de lucru efectuat. La un cost, acestea sunt mai scumpe decât cele de uz casnic, în acest sens, achiziționarea lor în scopuri casnice nu este profitabilă.

În plus, există clești de presat: manual, hidraulic și electric.
| Vedere | Caracteristică | pro | Minusuri |
| Manual | Cel mai simplu model. Alimentat de solicitări mecanice. Echipat cu două mânere conectate la capul de sertizare cu o roată dințată. Când sunt comprimate, acțiunea este transmisă capului și exercită presiune asupra manșonului de fixare. Într-un astfel de dispozitiv, este posibil să reglați lungimea mânerelor. Un astfel de model este mai des echipat cu un cap de tip universal cu un set de căptușeli, cu diametre diferite. | Compact, ușor de operat.Sunt ușoare (2,5 g). și cost redus. | Capacitatea de a le utiliza numai pentru produse metal-plastice cu o secțiune transversală de până la 26 mm. Este necesară forța musculară. |
| Hidraulic | Au o presă hidraulică conectată la cap. În timpul funcționării, pistonul intră în cilindru, creând astfel o forță, acesta este transmis capului. Recomandat pentru țevi metal-plastic 50 - 100 mm. | Nu este nevoie să folosiți forța fizică, ea este înlocuită cu una hidraulică. Productivitatea muncii crește. | Costul este ridicat și necesită o întreținere constantă. |
| Electric | Este alimentat de la rețea sau de la baterie. Există și universale. | Un dispozitiv fiabil, cu ajutorul căruia sunt conectate produse metal-plastic cu o dimensiune de 110 mm sau mai mare. În cleștele de presare electrice, sarcina este distribuită uniform pe întreaga zonă de îmbinare, ceea ce crește calitatea și face procesul neted. Vă permite să stabiliți comunicări tehnice la o scară semnificativă. | Preț ridicat și dimensiuni mari, capacitatea de a le utiliza numai pe suprafețe mari. |

Unealta de mana

Instrument hidraulic

Instrument electric
În plus, există clești de presare pentru sertizarea materialelor de laminare a țevilor metal-plastic. sub forma unui pistol de presat, arată ca un burghiu, cu mâner de pistol. Dispozitivul este ușor de utilizat.
Se utilizează pentru țevi din metal-plastic cu un diametru de la 12 la 108 mm. Funcționarea este permisă în zonele cu umiditate ridicată. Utilizarea acestui instrument pentru sertizarea țevilor și armăturilor metal-plastic face procesul de sertizare în locuri dificile rapid și confortabil.
Există o serie de fălci de presare echipate cu o funcție de control al presării. Această funcție permite, la sfârșitul operației, să deblocheze automat instrumentul.
Tipuri de fitinguri
În timpul funcționării, sistemele de conducte schimbă direcția de mișcare, se ramifică, se îneacă, atașează unele dispozitive sau modifică diametrul. Toate aceste sarcini sunt rezolvate folosind elemente de asamblare. Fiecare astfel de detaliu, în funcție de scop, are propria formă.
Tipuri de racorduri:
- Robinete. Schimbați direcția de deplasare cu 45, 90 sau 120 de grade.
- Cuplaje. Conectați două țevi de același diametru.
- Mufe. Închide fundătul.
- Tees, Crossings. Folosit pentru a crea sucursale.
- Fitinguri. Proiectat pentru conectarea unui furtun flexibil.
Cuplajele de reducere sunt utilizate pentru instalarea conductelor de diferite diametre. Elementele care leagă secțiuni de țevi cu aceleași găuri se numesc linii drepte.

Racord de presare pentru polietilenă.
Există opinia că armăturile de presare sunt potrivite exclusiv pentru instalarea țevilor metal-plastic. Este o amăgire.
Fitingurile pentru presă sunt versatile. În procesul de sertizare a armăturii, manșonul exterior din oțel este deformat și se apasă de peretele țevii din polietilenă. În acest caz, polietilena începe să se deformeze. Întrucât modulul elastic al oțelului este de multe ori mai mare decât modulul elastic al polietilenei reticulate, nu manșonul interior al osului care suferă deformări, ci polietilena, care intră mai adânc în osul armăturii și etanșează conexiunea. Partea interioară a garniturii de presare „mușcă” în polietilenă.
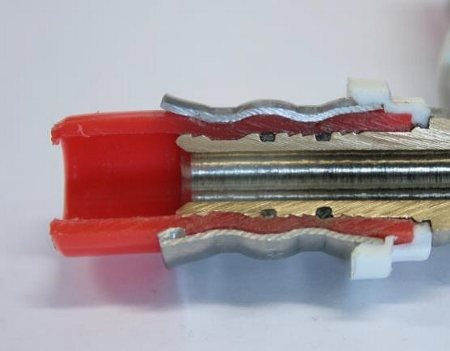
Inelele de cauciuc montate în presă au două scopuri. Primul inel se află în afara zonei de sertizare a instrumentului de presare. Acesta servește pentru a asigura etanșeitatea cu mici deplasări ale armăturii în timpul funcționării sau dilatării termice. Al doilea inel este parțial sertizat. Acest inel este în mod constant sub sarcină din manșonul de oțel. Servește pentru a compensa diferența de dilatare termică a polietilenei și alamei.Cu o încălzire puternică sau o răcire bruscă a armăturii, poate apărea o situație când apare un spațiu micronic între armătură și peretele conductei, care, deși nu va duce la scurgeri, va reduce semnificativ durata de viață a conexiunii. În acest caz, acest inel va umple golul format și va asigura etanșeitatea.
Când am vizitat una dintre fabricile producătorului, am efectuat un experiment: am cerut să întindem țeava pe o parte fixată într-un fiting cu un inel de tensionare și pe cealaltă parte fixată într-un fiting de presă obișnuit. Ca urmare a aplicării întinderii liniare a țevii cu o forță mare, țeava însăși s-a rupt, în timp ce ambele fitinguri au rămas pe țeavă.
Este evident că utilizarea corectă a unei fitinguri de presare pentru instalarea țevilor din polietilenă asigură o fixare fiabilă și strânsă a țevilor pe toată durata de viață și vă permite să reduceți costul creării unui sistem de încălzire.
Singurul dezavantaj al acestui sistem de montaj, și acest lucru poate fi văzut în fotografie, este îngustarea zonei de curgere datorită interiorului montajului.
Din ce materiale sunt făcute
Pentru fabricarea elementelor de asamblare se utilizează: fontă, oțel, cupru, bronz, alamă, plastic. Se crede că la instalarea rețelelor de inginerie, materialele țevilor și elementele de conectare trebuie să se potrivească.
Pentru conectarea țevilor din oțel carbon, se utilizează ansambluri din fontă și oțel, cupru - bronz și alamă, polietilenă - plastic. Deoarece conductele metal-plastic sunt conectate prin sertizare mecanică, materialele pentru fabricarea pieselor trebuie să fie din plastic și durabile.
Fitingurile de compresie pentru produse din țevi metal-plastic sunt fabricate din:
- alamă (un aliaj de cupru și zinc), placată cu nichel sau staniu;
- din oțel inoxidabil.
Produsele din alamă au o rezistență mai mare la coroziune, dar sunt și mai scumpe decât ansamblurile din oțel inoxidabil. Corpul și piulița de îmbinare a dispozitivului de asamblare sunt realizate din aceste materiale. Inelele O sunt fabricate din cauciuc sintetic (EPDM). Inelul de sertizare este fabricat din oțel inoxidabil sau teflon.
La instalarea colierului, stratul exterior al învelișului conductei nu trebuie deteriorat.

Pregătirea țevilor din plastic armat pentru conectare
Pentru a efectua această lucrare, este necesar să pregătiți o suprafață plană și bine luminată.
În plus față de apăsarea cleștelor pentru asamblare, aveți nevoie de:
- foarfece pentru metal-plastic;
- duze;
- scanare.
Înainte de a continua asamblarea structurii cu clești de presare, indiferent de tipul lor, sunt necesare măsuri pregătitoare.
Țevi și fitinguri
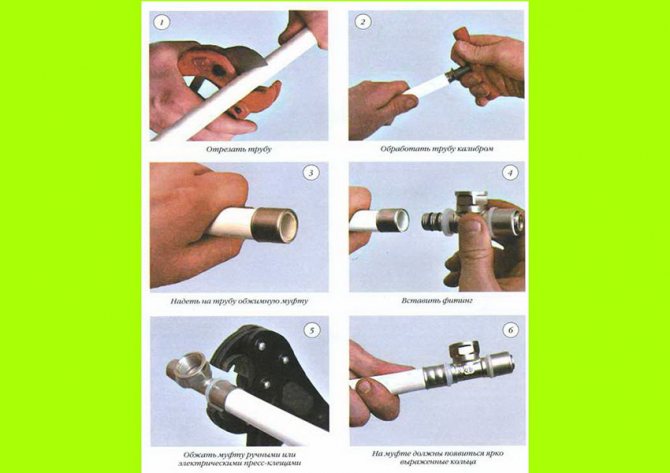
- Este necesar să măsurați dimensiunea necesară a produsului tubular utilizând o măsurătoare cu bandă.
- Folosind semnul făcut, tăiați elementul țevii folosind foarfece pentru tăierea plasticului. Marginea tăiată trebuie să fie dreaptă și să aibă un unghi drept față de axa principală.

- Este necesar să utilizați o presă de ghilotină, astfel încât partea sa inferioară să fie paralelă cu țeava și, prin apăsare ușoară, apăsați elementul de tăiere în material.
- Marginile tăiate trebuie prelucrate cu un calibrator, deoarece țeava devine ovală după tăiere. Pentru aceasta, dispozitivul este introdus în interiorul conductei și se efectuează mișcări de rotație, astfel marginile de capăt devin rotunde. Este mai bine să îndepărtați șanțul, acest lucru va simplifica procesul ulterior.

- Puneți un cuplaj pe marginea tăiată a țevii.
Montaj
Un mamelon este o parte care este utilizată în timpul asamblării și este partea principală a unei articulații. Înainte de utilizare, trebuie verificat pentru o serie de indicatori:
- Dispunerea inelelor de țevi în caneluri special concepute. În caz contrar, manșonul este îndepărtat cu o șurubelniță, inelele sunt instalate în caneluri și se pune la loc.
- Așezați fitingul în interiorul tăieturii.
- Conectați piesele cu margini de capăt și izolați și sigilați îmbinarea cu o garnitură dielectrică. Va face conexiunea mai strânsă și va proteja împotriva coroziunii.
- Vă puteți asigura că țeava este poziționată corect în manșon, în decupaj pe partea sa extremă.

După verificarea montajului, puteți începe conectarea structurii.
Facem sertizare
Când lucrările pregătitoare sunt finalizate, puteți începe sertizarea cu clești. Este posibilă presurizarea cu diferite tipuri de dispozitive (manuale, electrice sau hidraulice) utilizând o singură tehnologie. Este simplu, dar necesită îngrijire și precizie, deoarece nu poate fi permisă cea mai mică deplasare.
Să analizăm instalarea în etape:
- La suprafață, trebuie să puneți o țeavă, un accesoriu și un clește de presat, în care mânerele ar trebui să fie îndepărtate pe laturi cu 180 de grade, astfel încât „fălcile” speciale să fie îndoite.

- Separați partea superioară a suportului de sculă și introduceți partea superioară a inserției presei în ea, aceasta trebuie să se potrivească cu dimensiunea țevii. Așezați partea inferioară în suportul situat în partea de jos, apoi fixați dispozitivul în poziție.
- Faceți un nod din țeavă și armătură și introduceți-l în cleștele de presare. Inspectați cu atenție manșonul de fixare; acesta trebuie să se potrivească în interiorul inserției de presare. Este necesar ca opritorul flanșei să atingă locașul de presare.
- După aceea, aduceți mânerele căpușei împreună, comprimând astfel conductele. În momentul sertizării, trebuie să existe un unghi drept între fălcile de presare și manșon. Pentru a scoate presa, trebuie doar să întindeți mânerele.
La finalizarea acțiunilor, pe metal veți vedea două îndoituri identice într-o formă arcuită și două linii clare sub forma unui inel. Rezultatul este o montare bine instalată.
O conexiune slab realizată va fi indicată de o piuliță slabă și slăbită, precum și de prezența unui spațiu mai mare de 1 mm între ea și țeavă.
Cleste manuale pentru țevi metal-plastic sunt utilizate pentru operații de sertizare dacă volumele sunt mici și nu există alimentare. De asemenea, puteți utiliza un instrument fără fir.
Pentru informația dumneavoastră! Trebuie remarcat faptul că procesul de lucru pe un dispozitiv electric durează 2 minute, iar restul ar trebui să fie de 8 minute.
Sertizarea țevilor cu orice model de clește de presare se face o singură dată, iar dacă asamblarea nu este efectuată corect, nu este posibilă demontarea conexiunii. Va trebui să înlocuiți toate piesele și să repetați procesul.

Siguranța instalării
Nu este nimic dificil în utilizarea acestui dispozitiv, principalul lucru este să urmați cu strictețe instrucțiunile de mai jos:
- cleștele de presare sunt interzise în camere cu umiditate ridicată, deoarece umezeala are un efect negativ;
- la reparare, hainele trebuie să fie confortabile, iar mănușile de construcție din țesătură densă trebuie purtate pe mâini;
- pentru a evita rănirea, îmbrăcămintea nu trebuie lăsată să cadă în dispozitiv.
În plus, pentru ca dispozitivul să poată servi mult timp și eficient, necesită îngrijire. După utilizare - curățați capul metalic cu un compus special, apoi lubrifiați șurubul și elementele de sertizare. Spațiul de depozitare trebuie să fie uscat, iar presa să fie într-o cutie.
Uneltele electrice și hidraulice necesită îngrijire profesională atentă. Instrucțiunile pentru echipament sunt prezentate în pașaport.
Respectând aceste reguli simple, veți putea face reparații independente pentru sertizarea țevilor metal-plastic, folosind acest dispozitiv fără a vă face rău pe dvs. sau pe instrument.
Criterii pentru selectarea armăturilor de compresie
Pentru a cumpăra fitinguri de compresie pentru țevi metal-plastic, ar trebui să mergeți la un magazin specializat. Atunci când achiziționați astfel de piese, trebuie cu siguranță să acordați atenție prezenței unui certificat de calitate.
Acest document ar trebui să reflecte următorii parametri:
- Obligațiile de garanție ale producătorului.
- Presiunea și temperatura maximă pentru care sunt proiectate conectorii.
- Materialul și greutatea produsului.
Marcajele dispozitivului trebuie să fie clar vizibile. Produsul trebuie verificat pentru greutate. Dacă piesa este prea ușoară, atunci s-a folosit un alt aliaj în loc de alamă sau oțel, în principal pe bază de aluminiu.
Asigurați-vă că verificați recenziile online ale produselor. Foarte des, producătorii folosesc materii prime mai ieftine, reducând astfel costul produselor, dar în același timp calitatea produselor se deteriorează. Pentru a obține o conductă fiabilă, nu trebuie să vă străduiți pentru economii excesive și să vă amintiți întotdeauna că produsele de înaltă calitate nu pot avea un cost redus.
În practică, s-a verificat mult timp că produsele tubulare metal-plastic și elementele de asamblare trebuie să fie de la același producător. Există motive întemeiate pentru aceasta. Țevile și armăturile de la diferiți producători pot diferi ca dimensiune, literalmente, cu un milimetru. Acest lucru este suficient pentru a reduce fiabilitatea conexiunii.
Nu există un standard comun pentru toți producătorii cu privire la forma și dimensiunea elementelor de asamblare. Fiecare companie are propriii parametri pentru produsele tubulare și dispozitivele de asamblare.
Urmăriți un videoclip despre cum să selectați o potrivire.
Selectarea instrumentului
Cleste de sertizare pentru țevi metal-plastic diferă prin faptul că pot sertiza comunicațiile de un anumit diametru. Acest indicator este înregistrat în instrucțiunile atașate instrumentului.
Sfat: înainte de a achiziționa fălci de presă, aflați diametrul maxim al conductelor de alimentare cu apă planificată. Dacă sistemul conține structuri tehnice de un diametru mai mic, utilizați filele speciale care vin împreună cu trusa de scule pentru a le sertiza.
Optimizarea fluxului de lucru și monitorizarea calității conexiunilor vor permite prezența:
- suporturi rotative care vă permit să rotiți instrumentul 270˚ și să lucrați cu acesta în locuri greu accesibile;
- accesorii telescopice - numai modelele portabile au acest dispozitiv. Vă permite să prelungiți mânerele sculei, făcându-l ușor de lucrat la sertizarea țevilor de diferite diametre;
- o încuietoare de siguranță care previne deschiderea accidentală a sculei;
- un comutator de urgență care vă permite să întrerupeți imediat procesul de sertizare;
- un mâner confortabil care asigură distribuția proporțională a sarcinii în timpul funcționării.
Modelele profesionale de clești de presare sunt echipate cu următoarele sisteme:
- OPS, care optimizează efortul fizic atunci când lucrează cu instrumentul;
- APS, care distribuie uniform forțele aplicate, ținând cont de dimensiunea / diametrul fitingului fixat;
- APC, care controlează automat sertizarea sertizării - cleștele nu se va deschide până la finalizarea procesului de sertizare;
- CFT pentru fiabilitatea a 10.000 de cicluri.
Sfat: atunci când cumpărați clești de presare electromecanici, verificați puterea motorului, deoarece aceasta este cheia serviciului lor fiabil, pe termen lung.
Instrucțiuni pas cu pas pentru conectarea unei țevi la o armătură
Instalarea elementelor de asamblare prin compresie poate fi realizată de orice persoană neinstruită, sub rezerva respectării cu atenție a tehnologiei. Pentru a face treaba cu unelte, aveți nevoie de un tăietor de țevi, un calibrator și două chei. Înainte de a începe instalarea, va fi necesară îndreptarea conductei metal-plastic.
Principalele etape ale lucrării:
- Măsurați o secțiune a conductei de dimensiunea necesară și tăiați-o cu un tăietor de țevi sau un ferăstrău cu dinți fini.
- Curățați zona tăiată cu un teșit sau o pila.
- Folosiți un calibrator pentru a restabili ovalitatea găurii.
- Mai întâi puneți piulița de îmbinare pe țeavă, apoi inelul de compresie.
- Ungeți tija de fixare cu silicon.
- Împingeți capătul țevii strâns pe inelul dielectric până se oprește pe tija elementului de legătură.
- Mai întâi înșurubați piulița de îmbinare manual, apoi fixați-o apăsând cu două taste.
Trebuie evitată forța excesivă atunci când strângeți piulița pentru a nu deforma firele sau a zdrobi inelele.După ce sistemul este asamblat, este imperativ să efectuați testarea umplându-l cu fluid de lucru. În cazul unei scurgeri, strângeți din nou.
Vedeți cum este instalată conducta utilizând fitinguri de prindere.
Instalare
Fitingurile filetate sunt instalate conform marcajului. Toate elementele structurii de conectare sunt puse pe țeavă și strânse cu o piuliță. Strângeți piulița până când devine dificil să faceți acest lucru, dar evitați forța excesivă. În caz contrar, conexiunea poate fi ușor deteriorată, așa cum se spune, puteți dezbrăca firul. Dacă conectorii filetați nu sunt strânși suficient, sistemul nu va fi etanșat. Pentru a verifica calitatea conexiunii, este imperativ să verificați integritatea sistemului și aspectul scurgerilor.
Apariția unei scurgeri mici la verificare indică doar că fitingul nu este suficient de strâns. Este foarte simplu să remediați această problemă - conexiunile filetate sunt strânse încet cu o cheie. Strângerea se efectuează cu sistemul în funcțiune până la oprirea scurgerii.
Cu toate acestea, se întâmplă ca, chiar și cu strângerea repetată, scurgerea să nu fie eliminată. În acest caz, se utilizează bandă FUM sau fibră de in. Aceste materiale sunt înfășurate pe racordul filetat, după care piulița trebuie strânsă. De regulă, când filetul este în stare bună, scurgerea se oprește. Fitingurile de compresie sunt instalate în același mod.
Pentru a asigura o structură monolitică nedespărțită a țevilor metal-plastic, sunt instalate fitinguri de presare. Pentru a le instala, veți avea nevoie de un instrument de sertizare - o mașină de presat. Dispozitivul poate fi manual sau hidraulic.
Pentru rezolvarea sarcinilor de zi cu zi, utilizarea unui instrument de sertizare manuală este suficientă. Rezultatul este o conexiune fiabilă, complet sigilată, cu îmbinări practic invizibile.
Costul armăturilor de compresie de la diferiți producători
Prețurile conectorilor de fixare prin compresie depind de tipul de material și greutate, de condițiile tehnice, precum și de producător. Astăzi, piața oferă produse atât de la producători autohtoni, cât și străini, care oferă diverse prețuri pentru produsele lor. Costul poate fluctua și în funcție de vânzător și regiune.
Pentru a alege produse de calitate la un preț accesibil, trebuie să le studiați cu atenție parametrii. Caracteristicile elementelor de conectare și informații despre costul acestora ar trebui căutate în cataloagele producătorilor și vânzătorilor de produse sanitare.
Pentru comparație: parametrii și prețurile armăturilor de compresie pentru țevi metal-plastic de la diferiți producători.
| Firma producătoare | Opțiuni | |||||
| Material | Diametru, mm | Presiune maximă, bar | Temperatura maximă, ° C | Garanția producătorului, ani | preț, frecați. | |
| Valtec, Rusia-Italia | Alamă, oțel inoxidabil | 16–32 | 25 | 115 | 10 | din 93 |
| ProAqua, Germania | Alamă, teflon | 16–32 | 10 | 95 | 10 | din 61 |
| Uponor, Finlanda | Alamă, poliamidă | 16–25 | 10 | 95 | 10 | din 66 |
| Maimuţă, Italia | Alamă | 16–32 | 10 | 95 | 10 | din 106 |
| Rehau, Germania | Alamă, oțel inoxidabil | 16–40 | 10 | 80 | 1 | din 312 |
Crimp Fitting Varieties
Există două tipuri de fitinguri pentru țevi din plastic armat și PEX care utilizează o conexiune de sertizare: un fiting de sertizare cu un mamelon integrat și un adaptor filetat.
- Fitinguri de compresie cu uniune integrată
Acesta este cel mai comun tip de racord de compresie în care uniunea și corpul racordului sunt integrale.
Puteți găsi adesea fitinguri de compresie în care uniunea se extinde cu 4-5 mm dincolo de piulița de îmbinare. Acest lucru se face pentru a reduce riscul de îndoire a conductelor în conexiunea de sertizare.
Există mici diferențe în proiectarea armăturilor de compresie pentru țevile din plastic armat și din polietilenă reticulată (PEX), care vor fi discutate mai jos.
Materialul corpului armăturilor de compresie este alamă standard sau rezistentă la coroziune.
Fitingurile pot fi fie neacoperite, fie nichelate.
Dimensiunile acestor fitinguri diferă în formă (conector drept, tee, cot, ieșire de apă etc.) și în dimensiunile conductelor care trebuie conectate (diametrul țevii și grosimea peretelui).
- Adaptoare de sertizare filetate
Un adaptor filetat de inel este un tip de inel care constă dintr-un mamelon împins, o piuliță de inel și un colier (inel de alamă despicat sau manșon despicat).
Aceste fitinguri sunt utilizate ca conectori de capăt pentru conectarea conductelor la ieșirile colectoarelor, radiatoarelor, fitingurilor conductelor.
Dimensiunile adaptoarelor filetate diferă:
- Tipul de conducte care trebuie conectate. La fel ca toate armăturile de compresie, adaptoarele pentru țevile multistrat au ușoare diferențe de proiectare în comparație cu armăturile pentru țevile PEX, care vor fi discutate mai jos.
- Dimensiunea conductelor conectate (diametrul și grosimea peretelui)
- Dimensiunea și tipul piuliței de compresie (imperiale sau metrice)
- Tipul de etanșare a conductei ramificate conectate: conic sau plat.
Un adaptor filetat cu garnitură conică este utilizat pentru conectarea la o țeavă de ieșire cu un filet extern și un con inversat prelucrat intern. Adaptorul filetat conic vă permite să conectați ermetic o țeavă din polietilenă sau multistrat deoarece conul adaptor cu inele O suplimentare se potrivește bine în conul de retur al duzei.
Cea mai populară este conexiunea de etanșare a conului EK (Eurocone). Eurocone se caracterizează prin dimensiunea conductei de conectare la ieșire de 3/4 "HP (filet tată) și, în consecință, piulița de sertizare a adaptorului are o dimensiune de 3/4" HP.
Există, de asemenea, adaptoare conice de 1/2 ", dar acesta nu este un conic Euro.