Hàn ống đồng
Đồng là một kim loại đắt tiền, nhưng đường ống đồng có một lợi thế cạnh tranh để giữ cho các hệ thống đồng ở mức cao nhất. Được làm bằng đồng sẽ mang lại tuổi thọ lâu dài và không gặp sự cố cho hệ thống cấp nước trong suốt vòng đời của ngôi nhà, vượt quá nửa thế kỷ. Tính thực tế của quá trình gia công các sản phẩm này nằm ở sự đơn giản của quá trình hàn - nó ở nhiệt độ thấp, dễ dàng thực hiện trong môi trường trong nước với sự hiện diện của đầu đốt khí hoặc mỏ hàn điện.
Bộ công cụ
Bộ công cụ, đồ đạc và vật liệu hoàn chỉnh được sử dụng trong quá trình cho quy trình hàn như sau:
- các phương tiện để mở rộng, cắt và tước ống: dụng cụ mở rộng, dao cắt ống hoặc máy mài có đĩa mỏng nhất, dao vát, giấy nhám, bàn chải kim loại;
- dụng cụ để nung nóng kim loại và làm nóng chảy vật hàn: đèn khò hoặc mỏ hàn điện 250 W;
- vật liệu mà kết nối diễn ra với: chất trợ dung và chất hàn từ hợp kim của thiếc với đồng, antimon, bạc hoặc các chất phụ gia khác;
- vật liệu phụ - khăn ăn để loại bỏ thông lượng dư thừa, giá đỡ, găng tay, dụng cụ đo lường và đánh dấu.
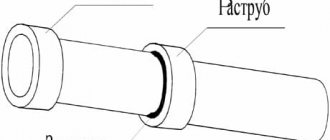
Các ống đồng sẽ được nối với nhau mà không cần phụ kiện - cạnh của một ống được mở rộng bằng dụng cụ mở rộng ống, một đoạn khác được lắp vào đó. Mối nối nóng lên và đường nối được đổ bằng chất hàn thiếc nóng chảy - một mối nối kín đáng tin cậy có thể chịu được áp suất đủ cao và nhiệt độ cao. Bạn có thể hàn ống đồng một cách chính xác bằng cách hiểu các nguyên tắc của quy trình đang diễn ra:
- Sau khi cắt các ống trước khi hàn, các đầu được làm sạch kỹ lưỡng - tất cả các gờ được loại bỏ, và cạnh được đánh nhám để có màu vàng tươi. Điều này phải được thực hiện để loại bỏ các oxit khỏi đồng ngăn cản quá trình hàn;
- sau khi tước, nó được phủ một hợp chất đặc biệt - chất trợ dung, có tác dụng loại bỏ oxy, ngăn chặn quá trình oxy hóa trong quá trình hàn, giúp thuốc hàn nóng chảy thấm sâu vào mối nối;
- Các phần phủ chất trợ dung được trượt lần lượt lên trên mặt kia và được nung nóng bằng mỏ hàn hoặc mỏ hàn. Trong trường hợp này, công nghệ hàn với mỏ hàn chỉ khác với công nghệ làm việc với đầu đốt khi không có ngọn lửa trần;
- thuốc hàn được đưa đến bề mặt được nung nóng dưới ngọn lửa - thiếc nóng chảy, kéo vào trong mối nối, lan tỏa đều xung quanh vòng tròn của mối nối;
- sau khi làm nguội, phần thiếc thừa sẽ tự rơi ra và đường nối sẽ được hàn kín.
Nếu bạn không có kỹ năng đặc biệt trong việc hàn như vậy, tốt hơn là nên giao nó cho các chuyên gia.
Lời khuyên. Trong cuộc sống hàng ngày, nó trở nên cần thiết để kết nối các ống nhôm, khó xử lý hơn đồng. Điều này sẽ yêu cầu thiết bị hàn nhôm và hàn nhôm - một ngọn đuốc có khả năng đốt nóng kim loại đến 400 ° C. Tính chất cụ thể của quy trình là không sử dụng chất trợ dung, và chất hàn không được đưa vào ngọn lửa mà được áp dụng cho mối nối: nó nóng chảy khi tiếp xúc với kim loại nóng.




Hàn ống nhựa PVC polypropylene (nhựa)
Sản phẩm polyme được hàn ở nhiệt độ thấp hơn kim loại. Họ sợ ngọn lửa mở, vì vậy bàn là điện đặc biệt được gọi là máy hàn được sử dụng để hàn.
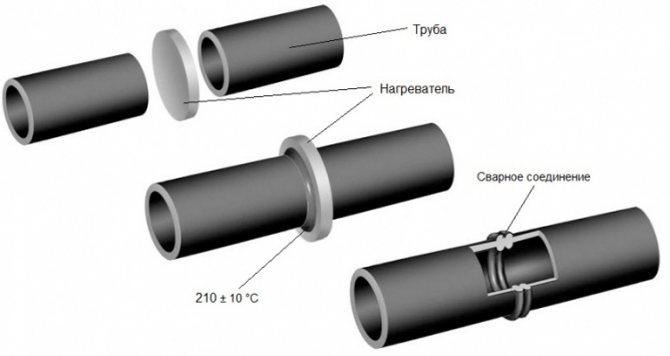
Công nghệ hàn các sản phẩm polypropylene (PP) về cơ bản là khác với làm việc với đồng.
Nối các phần kim loại bao gồm việc chèn một phân đoạn này vào một phân đoạn khác, sau đó hàn kín đường nối bằng cách sử dụng mối hàn từ kim loại mềm hơn.Trong trường hợp polypropylene, cả hai phân đoạn tan chảy, chúng trộn lẫn, chúng hoàn toàn thâm nhập vào nhau, và khi đông đặc lại, một kết nối đồng nhất không thể tách rời xảy ra. Hàn như vậy được gọi là khuếch tán từ từ tiếng Latinh khuếch tán, có nghĩa là trộn lẫn. Hàn đường ống propylene có nghĩa là thực hiện ba việc:
- nấu chảy các đầu của các phân đoạn cho đến khi mềm;
- kết nối cái này với cái kia mà không có lượt không cần thiết;
- đợi cho đến khi nó nguội đi - kết quả là phần một mảnh đồng nhất được hình thành.
Hàn đường ống sưởi ấm và hệ thống ống nước tại nhà
Do sự đơn giản của thủ tục tự làm, nó được thực hiện tại nhà. Để làm điều này, bạn cần mua:
- máy hàn điện để hàn polypropylene;
- phần đính kèm cho thiết bị (bao gồm trong bộ cho thiết bị);
- tông đơ;
- vừa vặn;
- phụ kiện: bút dạ, dao, thước dây.
Hàn polypropylene dễ hơn nhiều so với đồng
Tự mình hàn ống propylene bao gồm thực hiện tuần tự các thao tác sau:
- Cắt ống theo kích thước định trước, chuẩn bị phụ kiện nếu cần.
- Cắt tỉa các đầu - loại bỏ 1–1,5 mm của lớp bảo vệ từ phía trên. Điều này có thể được thực hiện bằng tông đơ hoặc chà nhám bằng giấy nhám.
- Chuẩn bị máy hàn - trang bị cho nó các đầu phun cho đường kính của các đường ống và kết nối nó với mạng. Polypropylene nóng chảy ở 250 ° C. Thiết bị có công tắc nhiệt độ và đèn báo gia nhiệt. Khi đạt đến nhiệt độ mong muốn, thiết bị phát tín hiệu âm thanh hoặc ánh sáng cho biết đã sẵn sàng cho quá trình hàn.
- Đưa ống và lắp vào các đầu phun tương ứng và canh thời gian đúng theo hướng dẫn, tránh để quá nhiệt hoặc quá nóng.
- Tháo các bộ phận đã được nung nóng ra khỏi đầu phun, sau đó hàn bằng cách lắp một phần tử này vào phần tử kia. Ở giai đoạn này, các hành động phải tự tin và rõ ràng - không được phép di chuyển các phần tử qua lại hoặc xoay dọc theo trục.
- Để cho polypropylene nguội bớt - để cấu trúc không bị ứng suất cơ học trong một thời gian.
- Kiểm tra vết nối bằng mắt thường: nếu tuân theo công nghệ, đường nối sẽ đồng đều và chắc chắn.
Hàn đường ống HDPE sử dụng phụ kiện polypropylene.
Thành thật mà nói, tôi chống lại phương pháp này. Bây giờ tôi sẽ giải thích tại sao:
- Polypropylene và polyethylene có điểm nóng chảy khác nhau. HDPE nóng chảy chỉ hơn 100 độ C, trong khi polypropylene nóng chảy ở 260 độ. Hàn sẽ kém chất lượng.
- Ngay cả khi nó tạo ra một kết nối như vậy, người ta vẫn không rõ nó được thiết kế với áp suất nào và nó có thể giữ nó trong bao lâu.
Đọc thêm: Kết nối thanh cái cho dây điện
Vì vậy, tôi khuyên bạn không nên lãng phí thời gian và tiền bạc vào những thí nghiệm như vậy.
Cách hàn đúng ống HDPE lớn ở nhiệt độ bình thường
Chúng có hai loại:
- độ bền thấp - chúng được tạo ra dưới áp suất cao và có mật độ thấp;
- cường độ cao (HDPE) - được tạo ra dưới áp suất thấp, nhưng có mật độ cao.
Một tên gọi khác của ống polyethylene độ bền cao - HDPE là viết tắt của polyethylene áp suất thấp. Từ "áp suất thấp" trong tên gọi có nghĩa là các điều kiện mà sản phẩm được sản xuất và không liên quan đến phạm vi áp dụng. Polyetylen áp suất thấp (HDPE) được sử dụng trong điều kiện áp suất và nhiệt độ cao - trong các đường ống dẫn khí hoặc nước chính. Hàn đường ống polypropylene một cách chính xác không phải là một nhiệm vụ dễ dàng.
Vì các sản phẩm HDPE được sản xuất với nhiều loại đường kính (20 mm đến 1 m 20 cm) và độ dày thành ống, nên có nhiều phương pháp nối chúng và nhiều loại thiết bị để hàn ống polyetylen. Hàn ống polyetylen được thực hiện bằng một trong các phương pháp sau:
- mông (hoặc mông);
- hình chuông;
- phản ứng điện.
Để hàn như vậy, bạn cần một máy hàn đặc biệt.
Hàn nút ống PE trong điều kiện công nghiệp được thực hiện bởi một thiết bị đắt tiền và cồng kềnh với một bộ truyền động cơ khí hoặc thủy lực. Bộ thiết bị bao gồm thanh hướng dẫn để căn giữa, một tông đơ để cắt mịn các cạnh trụ, một bộ phận gia nhiệt, bộ truyền động và bộ hẹn giờ. Bản thân công nghệ đầu cuối đơn giản nhưng thiết bị sử dụng không hề rẻ: giá một máy hàn ống HDPE trung bình là 250 nghìn rúp, và một bộ phận gia nhiệt riêng có giá khoảng 50 nghìn.
Sơ đồ hàn cho ống polyetylen bằng mỏ hàn ở những nơi khó tiếp cận
Quá trình hàn ống polyetylen diễn ra theo sơ đồ sau:
- các sản phẩm cần kết nối được đưa vào máy hàn ống, được định tâm;
- một công cụ tự động được lắp vào giữa chúng, công cụ này sẽ cắt đều HDPE, loại bỏ phoi;
- các đầu đối diện được nối, kiểm soát trực quan sự liên kết và độ chặt của các cạnh được thực hiện;
- các đầu được hàn được tẩy dầu mỡ, một bộ phận gia nhiệt được lắp đặt giữa chúng;
- các đầu được nung nóng và nóng chảy ở nhiệt độ nhất định trong một thời gian nhất định;
- bộ phận làm nóng được tháo ra và kết nối nguội đi trong một khoảng thời gian do bộ hẹn giờ cài đặt;
- có được một kết nối mạnh mẽ mà không ảnh hưởng đến tính linh hoạt của đường ống.
Ở nhà, nó xảy ra theo nguyên tắc tương tự, nhưng các thiết bị đơn giản hơn được sử dụng - mỏ hàn cho ống polyetylen. Nó có giá từ 30 nghìn rúp, nó là một gương hàn được phủ bằng Teflon và có khả năng chịu được nhiệt độ cao - lên đến 300 ° C.
Các thông số của hàn đối đầu ống polyetylen: nhiệt độ, thời gian làm nóng và nguội - phụ thuộc vào đường kính và độ dày thành ống, chúng được thợ hàn thiết lập theo một bảng đặc biệt. Để loại bỏ lỗi trong nhiều thiết bị, các thông số được thiết lập tự động.
Hàn điện của ống HDPE thuộc loại công nghiệp và bao gồm làm nóng chảy phần đường ống dưới khớp nối, nơi cung cấp dòng điện và nhiệt độ tăng lên. Khớp nối điện cho ống polyethylene tiêu thụ một lượng lớn điện năng trong quá trình vận hành và được coi là tốn kém hơn, nhưng chúng giúp ích trong những trường hợp không thể sử dụng thiết bị có kích thước lớn. Chúng có thể được sử dụng tại nhà.
Phạm vi ứng dụng của ống polyetylen
Sản phẩm polyethylene được sử dụng rộng rãi trong xây dựng hiện đại
Chúng được sử dụng trong xây dựng đường ống dẫn nước, hệ thống thoát nước thải, đường ống dẫn khí đốt. Ống PE được ứng dụng trong hệ thống cống chịu áp lực và trọng lực, dùng làm vỏ bảo vệ cho dây điện và điện thoại.
Việc tái tạo lại các mạng cũ được thực hiện với sự trợ giúp của các ống polyetylen. Việc thay thế có thể được thực hiện bằng việc phá hủy các thông tin liên lạc đã cũ, nhưng có thể đặt các hệ thống mới song song với các hệ thống cũ mà không yêu cầu ngừng cung cấp nước cho dân cư và tắt hệ thống thoát nước thải. Việc xây dựng lại các giếng và các thiết bị thông tin liên lạc và vệ sinh khác tùy thuộc vào mức độ hư hỏng của chúng. Các bộ phận riêng lẻ (cổ, van ngắt, v.v.) có thể được thay thế một phần; nếu cần, tiến hành đại tu lớn với việc thay thế hoàn toàn đường ống.
THIẾT KẾ UY TÍN LLC
Brazing Ống polyvinyl clorua gia cố
Quá trình hàn có thể được thực hiện bằng cách sử dụng cùng một máy được sử dụng để hàn các chất tương tự polypropylene. Các bức tường của sản phẩm PVC dày hơn và cứng hơn, vì vậy cần phải có phụ kiện để kết nối chúng. Điểm nóng chảy của chúng thấp hơn, do đó loại này không được sử dụng để cấp nước nóng - thành ống bị biến dạng dưới tác động của nhiệt độ cao. Quá trình hàn được thực hiện bằng máy hàn điện với các đầu phun, trên đó các đầu của sản phẩm được nối sẽ được nung chảy. Để hàn ống nhựa pvc đúng cách, bạn cần thực hiện một số bước:
- làm sạch các góc cạnh;
- loại bỏ các cốt thép, nếu có;
- đặt nhiệt độ nóng chảy không quá 200 ° C.
Dụng cụ, đồ đạc, trình tự các thao tác giống như khi làm việc với mẫu polypropylene.
XEM VIDEO
Trong cuộc sống hàng ngày, ống nhựa polypropylene, polyethylene hoặc PVC thường được gọi bằng một từ chung chung là nhựa và nguyên tắc kết nối của chúng có nhiều điểm chung. Không phải ai cũng có thể hàn ống đúng cách nhưng ai cũng có thể học được.
Ngày nay, các sản phẩm polyme được sử dụng trong nhiều lĩnh vực của cuộc sống và các ngành công nghiệp của chúng ta. Nhưng HDPE - polyethylene áp suất thấp - đặc biệt phổ biến. Vật liệu này chắc chắn, bền, dễ lắp đặt do trọng lượng riêng thấp. Đường ống cho các mục đích khác nhau thường được làm từ ống polyetylen. Để kết nối các phôi riêng lẻ, các sản phẩm HDPE được hàn. Trong bài viết của chúng tôi, chúng tôi sẽ nói về các giống và tính năng của hàn ống HDPE.
Các loại kết nối
Để kết nối ống polyetylen, bạn có thể sử dụng các phương pháp sau:
- Có thể tháo rời. Để thực hiện việc ghép các phôi HDPE như vậy, cần có mặt bích thép. Đặc điểm chính của nguyên tắc lắp ghép này là đường ống có thể được tháo rời trong quá trình hoạt động.
- Không thể tháo rời. Trong trường hợp này, nó sẽ không hoạt động để tách rời các liên lạc. Để thực hiện kết nối như vậy, các phôi phải được hàn. Đối với điều này, một trong các phương pháp sau có thể được sử dụng:
- hàn đối đầu các phôi polyetylen;
- hàn các sản phẩm HDPE bằng các khớp nối.
Để lắp ráp đường ống từ các phần tử có đường kính lớn, phụ kiện nhiệt áp hoặc hàn đối đầu được sử dụng. Khi sử dụng cả hai phương pháp, một kết nối nguyên khối đáng tin cậy sẽ thu được.
Ống polyethylene nhanh
Các vấn đề với các sản phẩm polyetylen có liên quan đến các đặc tính của tất cả các loại nhựa nhiệt dẻo dẻo. Sức mạnh của chúng phần lớn phụ thuộc vào mức độ uốn và nén, và nói chung là tương đối nhỏ. Polyetylen nhạy cảm với tia cực tím, điều này phải được bù đắp bằng phụ gia tạo màu (thường là bồ hóng) và sử dụng sơn bảo vệ. Độ giãn nở nhiệt của polyetylen khá cao và nó phải được bù đắp bằng cách uốn ống hình chữ L hoặc chữ U mang tính xây dựng.
Ngày nay, các đường ống ngầm trong nước dài khoảng 2 triệu km. Đây chủ yếu là các đường ống thép. Ví dụ, ống polyetylen chiếm khoảng 10% toàn bộ chiều dài của đường ống dẫn khí đốt. Các mạng khác cũng có hiệu suất không cao trong tham số này. Tuy nhiên, có một xu hướng dai dẳng rằng các đường ống hiện đại tính theo tỷ lệ phần trăm đang thay đổi để có lợi cho ống polyetylen.
Hàn nút các sản phẩm HDPE
Hàn nút ống HDPE cần sử dụng thiết bị hàn. Do thực tế là không có bộ phận bổ sung nào được sử dụng trong quá trình hàn, quá trình lắp đặt được đơn giản hóa rất nhiều. Bằng cách này, chỉ có thể hàn các khoảng trống HDPE.
Chú ý: hàn đối đầu chất lượng cao của các sản phẩm HDPE sẽ chỉ hoạt động nếu nó được thực hiện bằng cách sử dụng một đường may. Do đó, sức mạnh liên kết của các bộ phận được nối sẽ được tối đa hóa.
Hàn nút ống polyetylen là công nghệ linh hoạt và hiệu quả nhất, vì nó duy trì tính linh hoạt của vật liệu trong toàn bộ đường ống. Phương pháp này có thể được áp dụng bất kể loại hình lắp đặt đường ống được sử dụng (có rãnh, không rãnh hay hở).
Hàn nút ống polyetylen được thực hiện theo trình tự sau:
- Đầu tiên, các đầu của phôi được nối phải được lắp vào bộ định tâm của thiết bị hàn.
- Sau khi các bộ phận được căn chỉnh và cố định, dùng khăn bông và cồn lau sạch bụi, bẩn và dầu mỡ ở các đầu.
- Sau đó, các đầu được hàn được xử lý bằng cách sử dụng một thiết bị đối mặt. Việc cắt tỉa được dừng lại khi các phoi đồng nhất có độ dày không quá 0,5 mm bắt đầu hình thành. Bây giờ phôi có thể được tháo ra và có thể kiểm tra độ song song của các đầu bằng tay.
- Nếu phát hiện thấy khe hở không thể chấp nhận được giữa các bề mặt cần hàn thì phải lặp lại thao tác cắt.
- Sau đó, các đường ống được hàn lại. Để làm điều này, sử dụng bộ phận gia nhiệt có lớp phủ chống dính, các đầu của phôi được nung nóng đến nhiệt độ cần thiết.
- Khi các đầu mút đủ nóng chảy, chúng tôi tách các sản phẩm cần hàn, đồng thời loại bỏ phần tử gia nhiệt ra khỏi vùng hàn.
- Sau đó, các đầu được hàn có thể được đóng lại và có thể tăng áp suất kẹp cho đến khi đạt giá trị yêu cầu.
- Mối hàn phải được giữ dưới áp suất trong một khoảng thời gian xác định.
- Sau đó, chất lượng của mối hàn được kiểm tra. Đối với điều này, sự xuất hiện của đường gờ, chiều rộng và chiều cao được đánh giá.



Hàn ổ cắm của các khoảng trống HDPE
Hàn ống HDPE bằng phương pháp nối được thực hiện bằng cách sử dụng một bộ phận hàn đặc biệt gọi là mỏ hàn, cũng như một bộ đầu phun đặc biệt có thể khác nhau về đường kính. Kích thước của vòi phun được lựa chọn dựa trên đường kính của các ống polyetylen được hàn.
Việc hàn nối các đường ống HDPE được thực hiện bằng cách sử dụng các phụ kiện. Cấu hình của các sản phẩm này có thể khác nhau. Chúng có dạng góc, tees hoặc khớp nối. Với phương pháp hàn này, các đầu của phôi và phụ kiện được hàn.
Quan trọng: ưu điểm chính của hàn ổ cắm là nó có thể được thực hiện ở những nơi khó tiếp cận, nơi khó dịch chuyển trục của phôi.
Quá trình gia nhiệt các bộ phận bằng polyetylen được thực hiện thông qua sự tiếp xúc của phôi với phần kim loại được nung nóng của bộ phận hàn. Nó bao gồm hai phần cán:
- trục gá làm nóng bề mặt bên trong của khớp nối;
- ống sưởi được lắp vào ống tay áo.
Để lắp vòi phun này vào lỗ của bộ hàn, ống bọc và trục gá phải được xoắn lại với nhau.
Hàn ống polyetylen bằng phương pháp ghép nối bao gồm các biện pháp chuẩn bị sau:
- Các phôi phải được cắt bằng kéo đặc biệt theo kích thước mong muốn. Trong trường hợp này, cần đảm bảo rằng vết cắt hoàn toàn vuông góc với trục dọc của sản phẩm.
- Trước khi thực hiện hàn, các đầu của phôi được nối phải được làm sạch.
- Để tránh làm mát không mong muốn trong quá trình hàn, các đầu của ống hiện không được kết nối được đóng lại bằng phích cắm.
- Sau đó, bạn cần làm sạch bề mặt của vòi hàn khỏi các hạt vật liệu có thể còn sót lại sau lần làm trước đó.
Bây giờ bạn có thể bắt đầu quá trình hàn, được thực hiện theo trình tự sau:
- Đầu tiên, vòi phun phải được làm nóng đến nhiệt độ hàn. Khi giá trị đạt mức yêu cầu, bộ chỉ thị trên thân mỏ hàn sẽ phát tín hiệu.
- Sau đó, ống HDPE phải được luồn vào ống bọc cho đến khi dừng lại. Đến lượt mình, khớp nối cũng được đẩy lên trục gá cho đến khi nó dừng lại. Vì đường kính hơi khác nhau nên sẽ phải cố gắng một chút để hoàn thành thủ tục.
- Chúng tôi chọn thời gian hàn ống theo các bảng đặc biệt, trong đó chỉ số này được chỉ định cho các sản phẩm có đường kính khác nhau.
- Trong quá trình lắp phần tử hình ống và trượt trên khớp nối, vật liệu thừa từ bề mặt của các phôi được nấu chảy và ép ra ngoài. Kết quả là, một hạt hình khuyên được hình thành dọc theo cạnh của các phần tử được hàn - một cái gart.
- Áp lực khi chèn các bộ phận phải được dừng lại tại thời điểm khi phôi và khớp nối đạt đến điểm dừng.Điều rất quan trọng là phải tuân thủ điều kiện này, vì nếu không kết nối sẽ không đủ mạnh. Vì rất khó xác định chính xác độ sâu ngâm của phôi, trước tiên cần đo giá trị này và tạo dấu trên đường ống.
- Sau đó tháo các phôi cần hàn ra khỏi vòi phun. Sau đó, lắp đường ống vào khớp nối sao cho nó nằm chặt vào hạt hình khuyên. Hãy để các phần tử được kết nối nguội đi. Trong trường hợp này, bạn không nên vặn chúng và để chúng tiếp xúc với các tác động cơ học khác nhau.
Hàn điện
Để thực hiện một kết nối như vậy, cần có một nam châm điện đặc biệt, trong đó các phần tử gia nhiệt nhúng được gắn vào. Nếu chúng ta so sánh mối hàn này với hàn đối đầu, thì nó sẽ tốn kém hơn do phải mua các khớp nối điện đắt tiền.
Tuy nhiên, kỹ thuật này có những ưu điểm của nó:
- Vì không có gờ nào được hình thành trên bề mặt bên trong của các đường ống, nên độ thấm của đường ống không giảm.
- Phương pháp hàn này thuận tiện để sử dụng trong một không gian hạn chế, nơi không thể lắp đặt một bộ phận hàn tổng thể.
Để kết nối hai phôi thành một đoạn thẳng của đường ống, các khớp nối điện thông thường được sử dụng. Tuy nhiên, trong một số trường hợp, tees truyền điện và nhánh yên ngựa có thể được yêu cầu. Để hoàn thành công việc, bạn sẽ cần một bộ phận hàn điện.
Quy trình hàn được thực hiện bằng cách sử dụng phụ kiện hàn bằng polyetylen. Đây là một sản phẩm đặc biệt được tích hợp các đường xoắn ốc hoạt động như các bộ phận làm nóng. Trong trường hợp này, một phần của vật liệu lắp bị nóng chảy do xoắn ốc nung nóng, được kết nối với vật liệu polyme của phôi, tạo thành một đường ống nguyên khối liên tục. Nhân tiện, hình xoắn ốc vẫn ở trong đường nối kết quả mãi mãi.
Quan trọng: công nghệ đốt điện cho phép bạn có được kết nối cường độ cao. Tuy nhiên, do chi phí cao của phương pháp này, nó được sử dụng trong việc lắp đặt thông tin liên lạc áp suất để vận chuyển các sản phẩm khí và dầu.
Hàn bằng phản ứng điện phân được thực hiện theo trình tự sau:
- Với sự trợ giúp của thiết bị cắt đặc biệt, các đường ống được cắt thành các đoạn có kích thước mong muốn.
- Hơn nữa, các phôi phải được làm sạch bụi bẩn và tẩy dầu mỡ tại điểm hàn. Quá trình truyền điện phải được xử lý tương tự.
- Sau đó, các dấu hiệu được thực hiện trên các phần tử của ống sẽ cho phép bạn kiểm soát độ sâu đưa ống vào ống bọc.
- Để ngăn chặn sự làm mát không mong muốn của các phần tử trong quá trình hàn, các đầu ống tự do được cắm vào.
- Với sự trợ giúp của dây đặc biệt, bộ phận hàn được kết nối với khớp nối điện, nút khởi động được nhấn.
- Sau một khoảng thời gian nhất định, thiết bị sẽ tự tắt, điều này có nghĩa là quá trình hàn đã hoàn thành.
- Các kết nối có được theo cách này chỉ có thể được vận hành sau một giờ.
Chú ý: điều kiện chính để có được đường may chất lượng cao là sự cố định của các bộ phận trong quá trình hàn và làm mát.
Các yêu cầu sau đây được đặt ra đối với các mối hàn đạt được:
- Hạt hình khuyên của mối hàn phải chồng lên dấu được thực hiện trên phôi trước khi hàn.
- Độ dịch chuyển cho phép của các đoạn ống so với nhau không quá 10% chiều dày thành ống của phần tử HDPE.
- Nếu độ dày thành của phôi được hàn không quá 5 mm, thì chiều cao hạt đối với mối hàn chất lượng cao phải là khoảng 2,5 mm. Trong trường hợp hàn ống có độ dày thành từ 6-20 mm, chiều cao hạt phải lớn hơn 5 mm.
Khi chọn phương pháp hàn phôi HDPE, cần xem xét các điều kiện hoạt động của các tiện ích được cài đặt. Chỉ có tính đến yếu tố này mới có thể xây dựng được một đường ống chất lượng cao và đáng tin cậy, sẽ hoạt động hiệu quả trong toàn bộ thời gian được giao cho nó.
Thêm vào dấu trang
Khi cần thay thế đường ống trong nhà, câu hỏi đặt ra là nên tự làm hay gọi thợ. Gần đây, việc gọi một thợ sửa ống nước đến sửa đường ống nước là một việc làm quen thuộc và tự nhiên. Nhưng hiện nay, khi ống nhựa đã xuất hiện (các sản phẩm nhựa kim loại, polypropylene, nhựa dẻo, HDPE), có giá thành rẻ, chịu lực khá tốt và cách lắp đặt dễ dàng, các trường hợp tự lắp đặt ngày càng phổ biến. Hàn ống polyetylen sẽ tiết kiệm đáng kể quá trình lắp đặt hệ thống cấp nước.
Các loại ống nhựa: polyetylen, polypropylen, nhựa kim loại.
Nhưng làm thế nào để tự hàn và những gì cần thiết cho việc này?










Lấp rãnh
Đất được lấy ra khỏi rãnh, trong đó không có đá có kích thước 20 mm, được sử dụng để lấp lại ban đầu. Nó được sản xuất cho toàn bộ chiều dài của đường ống, với chiều cao khoảng 15 cm tính từ đỉnh của nó. Nếu cần đầm chặt lớp đất lấp thì đất phải đảm bảo các yêu cầu nhất định. Bạn có thể sử dụng sỏi mịn (20-20 mm) hoặc đá dăm (4-44 mm). Đất không được rơi trực tiếp xuống đường ống. Đường ống chôn dưới đáy rãnh cần được nén chặt. Đất lấp đầy được đập thành từng lớp dày 20 cm trên cả hai mặt của ống để không bị xê dịch. Đất không được đổ trực tiếp phía trên đường ống.
Việc lấp đất được thực hiện sau khi đầm nén và thu được một lớp đầm nén khoảng 30 cm trên đường ống. Rãnh có thể được lấp lại bằng đất đào, kích thước các viên đá lớn nhất cho phép không quá 300 mm. Ngay cả khi có lớp đắp bảo vệ dày khoảng 30 cm, kích thước của đá trong đất dùng để đắp không được lớn hơn 60 mm.
THIẾT KẾ UY TÍN LLC
Bạn nên chọn loại sản phẩm nào?
Cách đây không lâu, ống kim loại là loại ống thông dụng và giá cả phải chăng nhất trong lĩnh vực cấp nước, nhưng bây giờ một loạt các hệ thống nhựa đã xuất hiện. Mỗi loại đều có ưu và nhược điểm riêng. Các ưu điểm chung chính của cấu trúc nhựa là thuận tiện và dễ lắp đặt, chống ăn mòn, hiệu suất tốt (chẳng hạn như không có âm thanh của nước chảy, tuổi thọ dài, v.v.).
Chúng ta hãy xem xét một số trong số họ:
- Ống nhựa gia cường có tính dẫn nhiệt tốt, nhưng khả năng chịu ứng suất cơ học không cao.
- Đối với nhựa kim loại, cần có phụ kiện và dụng cụ uốn, không cần thiết bị hàn đặc biệt. Dùng cho mọi loại nước.
- Các sản phẩm polypropylene yêu cầu sử dụng thiết bị đặc biệt cho các bộ phận hàn, có nhiều ứng dụng, có thể có nhiều biến thể khác nhau: nhiều lớp, sợi thủy tinh, một lớp, sợi carbon.
- Các đường ống làm bằng polyetylen liên kết ngang có đặc tính tăng hiệu suất, chỉ sử dụng phương pháp kết nối lạnh trong quá trình lắp đặt, các phần tử này không cần hàn, chúng được sử dụng để sưởi ấm và cấp nước.
- Cấu trúc PVC là lựa chọn rẻ nhất. Các yếu tố như vậy có cấu trúc cứng nhắc, cho phép đặt đường ống ẩn và mở, không yêu cầu các công cụ đặc biệt để lắp đặt.
- Ống polyethylene hoặc HDPE (hệ thống polyethylene áp suất thấp) có hiệu suất tốt.
Gần đây, chúng bắt đầu được sử dụng bởi các thợ thủ công từ các công ty khác nhau. Các tính năng của loại này là trọng lượng thấp, lắp đặt đơn giản và nhanh chóng các phần và phần tử ống, không tương tác với nước và không dễ bị ăn mòn, giá thành rẻ và độ bền cao. Chúng được sử dụng để đặt nước công nghiệp và nước uống. Để lắp đặt các phần tử, các phụ kiện đặc biệt được sử dụng và hàn ống polyetylen theo một trong hai cách (mối nối đối đầu hoặc trong ổ cắm).Nếu bạn hàn các bộ phận của hệ thống HDPE một cách chính xác, thì đường ống sẽ làm bạn hài lòng với độ bền, độ tin cậy và sức mạnh.
Quy trình thi công lắp đặt đường ống
Cần lưu ý rằng câu hỏi, (cả nhựa và HDPE), có thể được đánh đồng với một câu hỏi hơn là thực hiện điều này, vì bản thân quá trình này rất đơn giản. Tất cả các phần được gắn kết bằng cách sử dụng phụ kiện và kết nối với đường ống bằng cách hàn, vì vậy điều quan trọng nhất là lựa chọn một thiết bị phù hợp. Nhưng chúng ta hãy nhìn vào thứ tự chung của phương pháp nối.
Công cụ và bộ phận:
- Sắt và mỏ hàn. Bạn có thể mua ở bất kỳ cửa hàng dụng cụ chuyên dụng nào, đồng thời không nên chạy theo những lựa chọn giá rẻ, vì điều này sẽ ảnh hưởng đến chất lượng công trình. Hãy hỏi ý kiến của các chuyên gia hoặc nhà tư vấn trong cửa hàng, và họ sẽ giúp bạn tìm được loại mỏ hàn tốt nhất cho ứng dụng của bạn. Mỗi mỏ hàn có một thiết bị tương tự, sự khác biệt duy nhất là ở loại gia dụng hoặc chuyên nghiệp, cũng như ở đường kính, mà cặp bit yêu cầu được chọn cho các bề mặt / bộ phận bên ngoài và bên trong. Nhờ một công cụ được lựa chọn tốt. , giống như một cái mỏ hàn, nó sẽ có thể làm nóng ống và kết nối chặt chẽ các đầu, do đó thực hiện "dán" hai đoạn ống và tạo thành một kết nối đáng tin cậy và bền chặt trong nhiều năm.
- Khớp nối, phụ kiện, góc, phích cắm, tees, kẹp để gắn tường, máy sưởi. Đừng quên một cây bút chì xây dựng đơn giản, thước đo và kéo nhựa.
Xem xét cẩn thận vị trí và vẽ một bản vẽ của đường ống trong tương lai
Kiểm tra tất cả các bộ phận, cắt vật liệu với tổn thất và độ không chính xác tối thiểu. Nếu có thể, hãy tìm cho mình một trợ lý, người sẽ giúp bạn trong mọi công việc và sẽ cho phép bạn tiến hành cài đặt chính xác hơn, nhưng nếu không được thì bạn có thể làm một mình.
Một phương pháp phổ biến là lắp đặt nhanh chóng, trong đó các bộ phận cần được hàn trong phạm vi nhiệt độ trên 180 ºС. Phương pháp hàn ống polyethylene này cho phép bạn lắp ráp đường ống đủ nhanh.
Cần phải lấy hai bit: sử dụng mỏ hàn và các bit có đường kính lớn hơn, nung nóng mép ngoài của đoạn ống, và sử dụng một bit có đường kính nhỏ hơn - mép trong, sau đó các phần tử được nung nóng. Sau đó cần nối hai phần và ấn chặt và khít vào nhau, nhẹ nhàng ghép các mép lại. Sau đó, bắt buộc phải đợi một thời gian để sửa chữa và làm mát tất cả các yếu tố.
Mọi thứ đều đủ đơn giản. Điều chính là một mỏ hàn tốt và vật liệu.
Ống làm bằng nhựa HDPE polyethylene được sử dụng trong hầu hết các hệ thống thông tin liên lạc hiện đại, từ cấp nước đến đường ống dẫn khí đốt và kênh cáp. Chúng mạnh mẽ, linh hoạt và bền. Việc lắp đặt đúng hệ thống đường ống polyethylene sẽ đảm bảo độ tin cậy của hệ thống ngay cả tại các khớp nối của các đoạn ống, và biết cách kết nối ống HDPE bằng tay của chính bạn sẽ tiết kiệm chi phí lắp đặt.
Đặt đường ống không rãnh
Sơ đồ lắp đặt ống polyetylen không rãnh
Trong một số trường hợp, khi các tuyến ống giao nhau với đường sắt, huyết mạch giao thông đông đúc, sông hoặc chướng ngại vật khác, không thể đặt rãnh thông thoáng. Lý do cũng có thể là nhu cầu giảm thiểu chi phí đào rãnh càng nhiều càng tốt. Đây là cơ sở cho việc áp dụng phương pháp đặt đường ống polyetylen không rãnh. Phương pháp khoan định hướng ngang không rãnh (phương pháp HDD) đã trở nên phổ biến.
Khoan ngang là một cách đặc biệt để xây dựng thông tin liên lạc mà không cần mở mặt đất. Công việc bắt đầu tại điểm mà đường ống được đưa lên bề mặt. Công nghệ này đảm bảo độ chính xác cao của mũi khoan ở vị trí dự kiến trồi lên bề mặt.Phương pháp cho phép đặt các đường ống ngầm có chiều dài hơn 100 m và đường kính đến 630 mm hoặc hơn. Có hai phương pháp khoan ngang chính: có dẫn hướng và không có dẫn hướng.
Việc khoan ngang có hướng dẫn được thực hiện bằng máy đào hầm, bằng phương pháp khoan chìm và khoan thí điểm.
Khoan ngang không điều khiển được thực hiện theo hai cách: 1) không có ống chống (tên lửa ram, khoan dịch chuyển, khoan phụt) và 2) có ống chống (khoan phun, khoan thủng, khoan gõ, khoan ram).
Khoan ngang và ống polyetylen không rãnh được coi là công nghệ hiện đại nhất. Để mở rộng giếng, một phần mở rộng khoan đặc biệt được sử dụng. Để cải thiện vị trí, giếng được xử lý bằng bùn khoan, tạo thành và bôi trơn chính kênh.
Do đó, các đặc tính của các sản phẩm polyetylen cho phép lắp đặt và đặt chúng bằng bất kỳ phương pháp nào hiện được biết đến, có tính đến các hạn chế do bán kính uốn tối thiểu cho phép.
Một đường ống polyetylen được kéo hoặc đẩy có thể lặp lại cấu hình của một tuyến đường cũ với bán kính cong hơn 120 đường kính của chính đường ống. Các sản phẩm kim loại thực tế không có bán kính uốn như vậy.
THIẾT KẾ UY TÍN LLC
Lắp đặt đường ống vào hệ thống
Ống HDPE được sản xuất theo chiều dài đo được của chiều dài tiêu chuẩn - 6 và 12 mét mỗi ống, cũng như ở dạng cuộn hoặc cuộn dài - 100-500 mét mỗi ống. Trong quá trình cài đặt chúng vào hệ thống trong một phòng cụ thể, các thao tác sau chắc chắn sẽ được yêu cầu:
- Cắt (cắt) ống polyetylen để hàn hoặc kết nối phù hợp. Thao tác này phải được thực hiện rất cẩn thận để vết cắt càng mịn càng tốt, không có vết nứt và gờ, vuông góc với bề mặt ống. Một vết rạch như vậy có thể được thực hiện bằng cách sử dụng:
- Một máy cắt ống bằng tay hoặc bằng điện có thể xử lý các đường ống có đường kính từ 15 đến 30 mm,
- Máy cắt tròn dùng cho đường ống gia đình có đường kính từ 15 đến 160 mm,
- Cái gọi là "máy cắt ống", được sử dụng để tạo ra một vết cắt chất lượng cao của một đường ống có đường kính từ 63 đến 350 mm,
- Máy cưa vòng là công cụ chuyên nghiệp đắt tiền nhất và có thể tạo ra những đường cắt sạch và đều trên các đường ống có đường kính lên đến 1600 mm.
- Việc nắn các vòng cuộn dây thành các đoạn thẳng sẽ được yêu cầu khi mua một đoạn ống lớn. Khó khăn nằm ở chỗ, khi nắn đường ống, bạn có thể vô tình làm hỏng nó. Ở đây bạn cần nhớ rằng vật liệu làm ống là HDPE, là một loại polymer nhiệt dẻo. Vì vậy, đối với một chút thay đổi về hình dạng, chỉ cần giữ sản phẩm trong thời gian ngắn ở nơi ấm áp (trong phòng sưởi, dưới ánh nắng mặt trời) hoặc rửa sạch bằng nước nóng là đủ. Sau đó, chúng sẽ uốn cong một cách dễ dàng.
- Tạo góc bằng cách uốn các đoạn thẳng. Trong trường hợp này, sẽ cần phải đốt nóng một khu vực nhất định nhiều hơn so với khi làm thẳng hồ quang. Để làm điều này, sử dụng sưởi ấm với cùng một nước nóng, máy sấy tóc hoặc lò đốt gas đơn giản.
CHÚ Ý! Để uốn cong ống HDPE, nó phải được làm nóng rất cẩn thận, vì ở nhiệt độ thấp, nó có thể bị gãy ở chỗ uốn, và nhiệt độ quá cao có thể làm hỏng nó.
Tổ chức công việc lắp đặt
Công việc hàn và lắp đặt ống polyetylen được thực hiện theo sơ đồ cơ bản hoặc theo phương pháp tuyến. Phương pháp cơ bản được sử dụng trong trường hợp vật thể nằm gần vị trí hàn, nơi các đường ống được kết nối trước, sau đó chúng được đưa vào các đoạn đã làm sẵn cho tuyến đường ống. Chiều dài của phần có thể lên đến hơn 30 m. Tại chỗ, chúng được hàn thành một sợi chắc chắn, sau đó phải được đặt cẩn thận trong rãnh để không làm ảnh hưởng đến bán kính uốn.
Việc hàn tuyến bắt đầu bằng việc đặt ống dọc theo rãnh.Sau đó, lắp đặt và hàn được thực hiện với các cài đặt hàn di động. Các ống đường kính nhỏ có thể được đặt thủ công trong rãnh. Tuy nhiên, pipelayers hoặc cần cẩu được sử dụng phổ biến nhất. Chỉ thành phẩm phải được hạ xuống không bị giật, đồng đều, trước đó đã được cố định bằng dây gai hoặc dây cáp mềm, nên đặt cách nhau 5-10 mét. Chuỗi hàn một đoạn phải được hạ xuống rãnh một cách cẩn thận để không vượt quá bán kính uốn cong tới hạn trong quá trình lắp đặt. Trước tiên, bạn nên đợi ít nhất 2 giờ sau khi hàn liên kết cuối cùng.
THIẾT KẾ UY TÍN LLC
Các phương thức kết nối
Các phương pháp kết nối ống polyetylen có thể được chia thành hai nhóm chính: lắp đặt sử dụng các bộ phận bổ sung (khớp nối và phụ kiện) và hàn trực tiếp các mối nối.
Hàn
Các đường hàn cung cấp mối nối một mảnh chắc chắn nhất với khả năng bịt kín mối nối hoàn toàn, chịu được tải trọng tương tự như bề mặt rắn. Hàn được áp dụng cho các đường ống có đường kính lớn hơn 50 mm và yêu cầu một máy hàn đặc biệt.
Hàn các đoạn ống HDPE có thể được thực hiện:
- Cái mông. Trong trường hợp này, yêu cầu độ đều đặc biệt của các vết cắt và độ dịch chuyển của chúng so với nhau không quá 10% chiều dày thành ống. Công việc diễn ra tuần tự:
- Các đoạn ống được làm sạch tất cả các chất bẩn và tẩy dầu mỡ (ví dụ, bằng cồn hoặc các chất khác),
- Cả hai đầu đều được nung nóng đến độ nhớt của polyme,
- Các đoạn ống được kết nối bằng cách sử dụng áp lực và cố định bất động cho đến khi chúng nguội hoàn toàn. Trong trường hợp này, bạn cần đảm bảo rằng đường may trở nên đồng đều, không bị lõm và nhô ra để đảm bảo độ chắc chắn của nó.
- Với việc sử dụng ống bọc điện phân. Ở đây, bạn cũng sẽ cần một thiết bị để làm việc với các khớp nối như vậy, có một hình xoắn ốc tích hợp và có thể nhanh chóng tan chảy khi nó nóng lên:
- Các đầu ống được làm sạch và tẩy dầu mỡ được cố định trong ống bọc,
- Các đầu cuối của thiết bị được kết nối với các đầu ra của hình xoắn ốc trước khi nó bắt đầu nóng chảy,
- Đường ống được cố định cho đến khi nó nguội hẳn.
Xem video để biết cách thực hiện điều này.
QUAN TRỌNG! Các khớp nối hàn thường được sử dụng ở những nơi khó tiếp cận, nơi khó hàn đơn giản: khi tạo liên kết hoặc sửa chữa các hệ thống đã được lắp đặt sẵn, trong giếng, v.v.
Cài đặt
Gắn trực tiếp có nghĩa là tạo ra các kết nối có thể tháo rời bằng cách sử dụng các phụ kiện của tất cả các loại có sẵn: khớp nối, góc uốn cong, tees, có thể điều chỉnh theo 4 chiều dài, v.v. Các kết nối như vậy thường được thực hiện trong các hệ thống không yêu cầu độ bền siêu cao của các mối nối được gắn kết hoặc ở những khu vực có thể phải tháo dỡ và xây dựng lại (ví dụ, trong nhà riêng để kết nối hệ thống tưới bên ngoài cho mùa hè).
Cài đặt không hàn có thể được thực hiện theo những cách sau:
- Kết nối các đường ống với sự trợ giúp của các ổ cắm được bố trí trên chúng, được trang bị các vòng chữ O, chỉ cần đặt các phần tử tương ứng của đường ống với nhau và ép tốt là đủ.
- Việc kết nối phù hợp với các phần tử nén diễn ra trong nhiều giai đoạn: đai ốc kẹp được kéo qua đường cắt ống;
- ống được đặt trên đầu của ống nối chặt chẽ cho đến khi nó dừng lại;
- đai ốc kẹp được siết chặt bằng cờ lê.
Phạm vi sử dụng của ống HDPE
Đường ống HDPE được sử dụng cho các đường ống khác nhau:
- cấp nước lạnh;
- cung cấp khí đốt;
- xử lý nước thải;
- thoát nước thải, bao gồm cả nước mưa;
- cho hệ thống dây điện ẩn.
Tùy thuộc vào mục đích của đường ống, phương pháp kết nối được chọn:
- Đối với hệ thống ống nước, bạn có thể sử dụng bất kỳ phương pháp cài đặt nào được mô tả. Tuy nhiên, các kết nối có thể tháo rời bằng cách sử dụng phụ kiện sẽ đủ.
- Hệ thống thoát nước thải được lắp theo kiểu hình chuông, luồn các đường ống vào nhau. Để làm kín trong các vật liệu như vậy, có một vòng cao su làm kín đặc biệt.
Hệ thống dây điện được đặt trong ống thẳng hoặc ống lượn sóng.Để đảm bảo độ tin cậy, có thể sử dụng cụm hàn khuếch tán.