Ang mga bricking na tubo ng tanso
Ang tanso ay isang mamahaling metal, ngunit ang tubo ng tanso ay may mapagkumpitensyang gilid upang mapanatili ang pinakamataas na pangangailangan ng tanso. Ang may kakayahang gawa sa tanso ay magbibigay ng isang mahaba at walang problema sa buhay ng serbisyo ng sistema ng supply ng tubig sa buong buong buhay ng bahay, higit sa kalahating siglo. Ang pagiging praktiko ng pagproseso ng naturang mga produkto ay nakasalalay sa pagiging simple ng proseso ng paghihinang - ito ay mababang temperatura, madaling isinasagawa sa isang panloob na kapaligiran sa pagkakaroon ng isang gas burner o isang electric soldering iron.
Itakda ng mga tool
Ang kumpletong hanay ng mga tool, fixture at materyales na ginamit sa proseso para sa pamamaraan ng paghihinang ay ang mga sumusunod:
- nangangahulugang para sa pagpapalawak, paggupit at paghuhubad ng mga tubo: expander, pamutol ng tubo o gilingan na may pinakapayat na disc, beveller, sanding paper, metal brush;
- tool para sa pagpainit ng metal at natutunaw na solder: gas torch o electric soldering iron 250 W;
- mga materyales kung saan nagaganap ang koneksyon: pagkilos ng bagay at panghinang mula sa isang haluang metal ng lata na may tanso, antimonyo, pilak o iba pang mga additives;
- mga pandiwang pantulong na materyales - mga napkin para sa pag-aalis ng labis na pagkilos ng bagay, stand, guwantes, mga tool sa pagsukat at pagmamarka.
Ang mga tubo ng tanso ay konektado nang walang mga kabit - ang gilid ng isa ay pinalawak na may isang expander ng tubo, isa pang piraso ang naipasok dito. Nag-init ang pinagsamang, at ang tahi ay ibinuhos ng tinunaw na lata ng panghinang - isang maaasahang selyadong magkasanib ay nakuha na makatiis ng sapat na mataas na presyon at mataas na temperatura. Maaari mong tama ang paghihinang ng mga tubo ng tanso sa pamamagitan ng pag-unawa sa mga prinsipyo ng proseso:
- pagkatapos gupitin ang mga tubo bago ang paghihinang, ang mga dulo ay lubusang nalinis - ang lahat ng mga burr ay tinanggal, at ang gilid ay pinalagyan ng maliliwanag na kulay dilaw. Dapat itong gawin upang alisin ang mga oxide mula sa tanso na pumipigil sa paghihinang;
- pagkatapos ng paghuhubad, natatakpan ito ng isang espesyal na tambalan - pagkilos ng bagay, na nag-aalis ng oxygen, pinipigilan ang oksihenasyon sa panahon ng hinang, tumutulong sa tinunaw na solder na tumagos nang malalim sa magkasanib;
- ang mga seksyon na pinahiran ng pagkilos ng bagay ay nadulas isa sa tuktok ng iba pa at pinainit ng isang sulo o bakal na panghinang. Sa kasong ito, ang teknolohiya ng paghihinang na may isang panghinang ay naiiba mula sa pagtatrabaho sa isang burner lamang sa kawalan ng isang bukas na apoy;
- ang panghinang ay dinala sa pinainit na ibabaw sa ilalim ng apoy - ang lata ay natunaw, hinila sa magkasanib, pantay na kumakalat sa paligid ng bilog ng pinagsamang;
- pagkatapos ng paglamig, ang labis na lata ay mahuhulog nang mag-isa, at ang seam ay hermetically selyadong.
Kung wala kang mga espesyal na kasanayan sa naturang paghihinang, mas mahusay na ipagkatiwala ito sa mga propesyonal.
Payo Sa pang-araw-araw na buhay, kinakailangan upang ikonekta ang mga tubo ng aluminyo, na mas mahirap iproseso kaysa sa tanso. Kakailanganin nito ang mga kagamitan sa solder ng aluminyo at aluminyo na pag-brazing - isang sulo na may kakayahang magpainit ng metal sa 400 ° C. Ang pagiging natukoy ng pamamaraan ay ang pag-fluks na hindi ginagamit, at ang panghinang ay hindi ipinakilala sa apoy, ngunit inilapat sa magkasanib: natutunaw ito mula sa pakikipag-ugnay sa mainit na metal.




Paghihinang ng mga polypropylene PVC pipes (plastik)
Ang mga produktong polimer ay brazed sa mas mababang temperatura kaysa sa metal. Natatakot sila sa bukas na apoy, kaya ang mga espesyal na iron ng panghinang na tinatawag na welding machine ay ginagamit para sa hinang.
Welding na teknolohiya ng mga produktong polypropylene (Ang PP) sa panimula ay naiiba mula sa pagtatrabaho sa tanso.
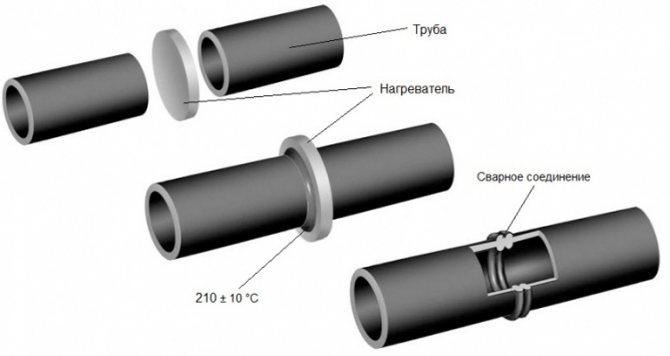
Ang pagsali sa mga seksyon ng metal ay nagsasangkot ng pagpasok ng isang seksyon sa isa pa, at pagkatapos ay tinatakan ang seam gamit ang isang hinang mula sa isang mas malambot na metal.Sa kaso ng polypropylene, ang parehong mga segment ay natunaw, halo-halong, ganap na natagos sa isa't isa, at kapag pinatatag, isang integral na magkatulad na koneksyon ang nangyayari. Ang nasabing hinang ay tinatawag na diffuse mula sa salitang Latin na diffusion, nangangahulugang paghahalo. Ang mga soldering propylene pipes ay nangangahulugang paggawa ng tatlong bagay:
- matunaw ang mga dulo ng mga segment hanggang malambot;
- ikonekta ang isa sa isa pa nang hindi kinakailangang pagliko;
- maghintay hanggang sa lumamig ito - bilang isang resulta, nabuo ang isang magkakatulad na isang piraso ng seksyon.
Ang mga panghinang na tubo para sa pagpainit at pagtutubero sa bahay
Dahil sa pagiging simple ng do-it-yourself na pamamaraan, isinasagawa ito sa bahay. Upang magawa ito, kailangan mong bumili:
- electric welding machine para sa hinang polypropylene;
- mga kalakip para sa aparato (kasama sa hanay para sa aparato);
- pantabas;
- umaangkop;
- accessories: marker, kutsilyo, sukat sa tape.
Ang paghihinang polypropylene ay mas madali kaysa sa tanso
Ang do-it-yourself soldering ng propylene pipes ay binubuo sa sunud-sunod na pagganap ng mga sumusunod na operasyon:
- Gupitin ang mga tubo sa paunang natukoy na mga sukat, maghanda ng mga kabit kung kinakailangan.
- Putulin ang mga dulo - alisin ang 1-1.5 mm ng proteksiyon layer mula sa itaas. Maaari itong gawin sa isang trimmer o sanding na may papel na emerye.
- Ihanda ang welding machine - bigyan ito ng mga nozel para sa diameter ng mga tubo at ikonekta ito sa network. Natutunaw ang Polypropylene sa 250 ° C. Ang aparato ay may switch ng temperatura at isang tagapagpahiwatig ng pag-init. Kapag naabot ang nais na temperatura, ang aparato ay nagbibigay ng isang tunog o ilaw na senyas na handa na ito para sa proseso ng hinang.
- Ipasok ang tubo at umaangkop sa mga kaukulang nozel at panatilihing mahigpit ang oras alinsunod sa mga tagubilin, pag-iwas sa overheating o underheating.
- Alisin ang mga maiinit na bahagi mula sa mga nozel, pagkatapos ay maghinang sa pamamagitan ng pagpasok ng isang elemento sa isa pa. Sa yugtong ito, ang mga aksyon ay dapat na tiwala at malinaw - ipinagbabawal na ilipat ang mga elemento pabalik-balik o paikutin kasama ng axis.
- Payagan ang polypropylene na lumamig - iwanan ang istraktura nang walang mekanikal na stress nang ilang sandali.
- Suriin ang koneksyon nang biswal para sa mga depekto: kung ang teknolohiya ay sinusundan, ang seam ay magiging pare-pareho at malakas.
Ang mga Brazing HDPE piping gamit ang mga polypropylene fittings.
Sa totoo lang, tutol ako sa pamamaraang ito. Ngayon ay ipapaliwanag ko kung bakit:
- Ang Polypropylene at polyethylene ay may iba't ibang mga natutunaw na puntos. Ang HDPE ay natutunaw sa higit sa 100 degree Celsius, habang ang polypropylene ay natutunaw sa 260 degree. Ang hinang ay magiging hindi magandang kalidad.
- Kahit na ito ay naging isang koneksyon, hindi pa rin malinaw kung anong presyur ito ay dinisenyo at kung gaano ito mahawak.
Basahin din: Ang pagkonekta ng mga busbars para sa mga wire
Samakatuwid, pinapayuhan ko kayo na huwag sayangin ang oras at pera sa mga nasabing eksperimento.
Tamang pag-brazing ng mga malalaking tubo ng HDPE sa normal na temperatura
Ang mga ito ay may dalawang uri:
- mababang lakas - ang mga ito ay ginawa sa ilalim ng mataas na presyon at nakakakuha ng isang mababang density;
- mataas na lakas (HDPE) - ay ginawa sa ilalim ng mababang presyon, ngunit nakakakuha ng isang mataas na density.
Ang isa pang pangalan para sa mataas na lakas na polyethylene pipes - ang HDPE ay nangangahulugang low-pressure polyethylene. Ang mga salitang "mababang presyon" sa pangalan ay nangangahulugang ang mga kundisyon kung saan ang mga produkto ay gawa at hindi nauugnay sa saklaw ng aplikasyon. Ginagamit ang low pressure polyethylene (HDPE) sa mga kondisyon ng mataas na presyon at temperatura - sa pangunahing mga pipeline ng gas o tubig. Ang paghihinang ng mga polypropylene na tubo nang tama ay hindi isang madaling gawain.
Dahil ang mga produkto ng HDPE ay ginawa sa isang iba't ibang mga diameter (20 mm hanggang 1 m 20 cm) at mga kapal ng pader, mayroong higit sa isang paraan ng pagsali sa kanila at maraming uri ng kagamitan para sa paghihinang ng mga polyethylene pipes. Ang welding ng mga polyethylene pipes ay isinasagawa ng isa sa mga sumusunod na pamamaraan:
- puwit (o puwit);
- Hugis kampana;
- electrofusion.
Para sa naturang paghihinang, kailangan mo ng isang espesyal na makinang panghinang.
Ang welding ng butt ng PE pipes sa mga kondisyong pang-industriya ay ginaganap ng isang mahal at napakalaking yunit na may mekanikal o haydroliko na biyahe. Ang hanay ng aparato ay may kasamang mga gabay para sa pagsentro, isang trimmer para sa makinis na paggupit ng mga gilid ng abutting, isang elemento ng pag-init, mga drive at timer. Ang end-to-end na teknolohiya mismo ay simple, ngunit ang ginamit na kagamitan ay hindi mura: ang presyo ng isang welding machine para sa mga HDPE pipes ay nasa average na 250 libong rubles, at ang isang magkahiwalay na elemento ng pag-init ay nagkakahalaga ng halos 50 libo.
Skema ng paghihinang para sa mga tubo ng polyethylene na may isang panghinang sa mga lugar na mahirap maabot
Ang paghihinang ng mga polyethylene pipes ay nagaganap ayon sa sumusunod na pamamaraan:
- ang mga produktong maiugnay ay naipasok sa pipe welding machine, nakasentro;
- isang awtomatikong nakaharap na tool ay naipasok sa pagitan ng mga ito, na pantay na pinuputol ang HDPE, inaalis ang mga chips;
- ang mga magkabilang dulo ay sumali, ang visual na kontrol ng pagkakahanay at higpit ng mga gilid ay isinasagawa;
- ang mga dulo na ma-welded ay degreased, isang elemento ng pag-init ang naka-install sa pagitan nila;
- ang mga dulo ay pinainit at natunaw sa isang naibigay na temperatura para sa isang tiyak na oras;
- ang elemento ng pag-init ay tinanggal at ang koneksyon ay lumalamig para sa isang panahon na itinakda ng timer;
- ang isang malakas na koneksyon ay nakuha nang hindi nakakaapekto sa kakayahang umangkop ng pipeline.
Sa bahay, nangyayari ito ayon sa parehong prinsipyo, ngunit ginagamit ang mga mas simpleng aparato - isang soldering iron para sa mga polyethylene pipes. Nagkakahalaga ito mula sa 30 libong rubles, ito ay isang welding mirror na sakop ng Teflon at makatiis ng mataas na temperatura - hanggang sa 300 ° C.
Ang mga parameter ng puwit welding ng polyethylene pipes: temperatura, pagpainit at paglamig oras - nakasalalay sa diameter at kapal ng dingding, itinatakda ang mga ito ng mga welder ayon sa isang espesyal na mesa. Upang maalis ang mga error sa maraming mga aparato, awtomatikong itinatakda ang mga parameter.
Ang welding ng electrofusion ng mga tubo ng HDPE ay kabilang sa kategorya ng pang-industriya at binubuo sa pagkatunaw ng seksyon ng pipeline sa ilalim ng pagkabit, kung saan ibinibigay ang kasalukuyang kuryente, at tumataas ang temperatura. Ang mga pagkabit ng electrofusion para sa mga pipa ng polyethylene ay nakakonsumo ng isang malaking halaga ng kuryente sa panahon ng operasyon at itinuturing na mas mahal, ngunit nakakatulong sila sa mga kaso kung saan imposibleng gumamit ng isang aparato na may malalaking sukat. Maaari silang magamit sa bahay.
Saklaw ng aplikasyon ng mga polyethylene pipes
Ang mga produktong polyethylene ay malawakang ginagamit sa modernong konstruksyon
Ginagamit ang mga ito sa pagtatayo ng mga pipeline ng tubig, mga sistema ng alkantarilya, mga pipeline ng gas. Nahanap ng mga PE pip ang kanilang aplikasyon sa mga sewer ng presyon at gravity, nagsisilbing mga proteksiyon na kaso para sa mga wire na elektrikal at telepono.
Ang muling pagtatayo ng mga lumang network ay isinasagawa sa tulong ng mga polyethylene pipes. Ang kapalit ay maaaring isagawa sa pagkasira ng mga pagod na komunikasyon, ngunit posible na maglatag ng mga bago kasabay ng mga luma, na hindi nangangailangan ng pagtigil sa suplay ng tubig sa populasyon at pagsara sa sistema ng dumi sa alkantarilya. Ang muling pagtatayo ng mga balon at iba pang mga pasilidad sa komunikasyon at kalinisan ay nakasalalay sa antas ng kanilang pagkasira. Ang mga indibidwal na bahagi (leeg, shut-off valve, atbp.) Ay maaaring mapailalim sa bahagyang kapalit; kung kinakailangan, isang pangunahing pagsasaayos ay isinasagawa na may isang kumpletong kapalit ng mga pipeline.
DESIGN PRESTIGE LLC
Brazing Reinforced Polyvinyl Chloride Pipe
Ang paghihinang ay maaaring gawin gamit ang parehong makina na ginagamit para sa hinang polypropylene analogs. Ang mga dingding ng mga produktong PVC ay mas makapal at mas mahigpit, kaya kinakailangan ang mga kabit upang ikonekta ang mga ito. Ang kanilang natutunaw na punto ay mas mababa, samakatuwid ang uri na ito ay hindi ginagamit para sa mainit na suplay ng tubig - ang mga pader ng pipeline ay deformed sa ilalim ng impluwensya ng mataas na temperatura. Isinasagawa ang paghihinang gamit ang isang electric welding machine na may mga nozel kung saan natunaw ang mga dulo ng mga produktong isinali. Upang maayos na maghinang ng mga pvc pipe, kailangan mong magsagawa ng maraming mga hakbang:
- linisin ang mga gilid;
- alisin ang pampalakas, kung mayroon man;
- itakda ang temperatura ng pagkatunaw sa hindi hihigit sa 200 ° C.
Ang mga tool, fixture, pagkakasunud-sunod ng mga aksyon ay kapareho ng kapag nagtatrabaho sa mga sample ng polypropylene.
PANOORIN ANG VIDEO
Sa pang-araw-araw na buhay, ang mga polypropylene, polyethylene o PVC pipes ay madalas na tinutukoy na may isang pangkalahatang salita bilang plastik, at ang mga prinsipyo ng kanilang koneksyon ay magkatulad. Hindi lahat ay maaaring maayos na maghinang ng mga tubo, ngunit lahat ay maaaring matuto.
Ngayon, ang mga produktong polimer ay ginagamit sa maraming mga lugar sa ating buhay at industriya. Ngunit ang HDPE - low pressure polyethylene - ay lalong popular. Ang materyal na ito ay malakas, matibay, madaling mai-install dahil sa mababang tukoy na timbang. Ang mga pipeline para sa iba't ibang mga layunin ay madalas na ginawa mula sa mga polyethylene pipes. Upang ikonekta ang mga indibidwal na workpiece, ang mga produkto ng HDPE ay welded. Sa aming artikulo ay pag-uusapan natin ang tungkol sa mga pagkakaiba-iba at tampok ng hinang na mga tubo ng HDPE.
Mga pagkakaiba-iba ng mga koneksyon
Upang ikonekta ang mga polyethylene pipes, maaari mong gamitin ang mga sumusunod na pamamaraan:
- Natatanggal Upang maisagawa ang naturang pagsali sa mga blangko ng HDPE, kailangan ng mga bakal na flanges. Ang pangunahing tampok ng prinsipyong ito ng pag-dock ay ang pipeline na maaaring disassembled sa panahon ng operasyon.
- Hindi matanggal. Sa kasong ito, hindi ito gagana upang i-disassemble ang mga komunikasyon. Upang makagawa ng tulad ng isang koneksyon, ang mga workpiece ay dapat na welded. Para sa mga ito, maaaring magamit ang isa sa mga sumusunod na pamamaraan:
- puwit welding ng mga blangko ng polyethylene;
- hinang ng mga produktong HDPE sa pamamagitan ng mga pagkabit.
Upang tipunin ang mga pipeline mula sa mga elemento ng malaking lapad, ginagamit ang mga thermoresistive fittings o puwit na hinang. Kapag gumagamit ng parehong pamamaraan, isang maaasahang koneksyon ng monolithic ang nakuha.
Mabilis na mga pipa ng polyethylene
Ang mga problema sa mga produktong polyethylene ay nauugnay sa mga katangian ng lahat ng viscoelastic thermoplastics. Ang kanilang lakas ay higit na nakasalalay sa antas ng baluktot at pag-compress, at sa pangkalahatan ito ay medyo maliit. Ang Polyethylene ay sensitibo sa ultraviolet light, na dapat mabayaran ng mga additives sa pangkulay (karaniwang uling) at paggamit ng pinturang proteksiyon. Ang thermal expansion ng polyethylene ay medyo mataas at kailangan itong mabayaran sa pamamagitan ng isang nakabubuo na L- o U na hugis na tubo ng tubo.
Ngayon, ang mga domestic pipeline sa ilalim ng lupa ay halos 2 milyong kilometro ang haba. Higit sa lahat ito ay mga pipeline na bakal. Halimbawa, ang mga polyethylene pipes ay account para sa halos 10% ng buong haba ng mga pipeline ng gas. Ang iba pang mga network ay wala ring masyadong mataas na pagganap sa parameter na ito. Gayunpaman, mayroong isang paulit-ulit na pagkahilig na ang mga modernong pipeline sa porsyento na mga termino ay nagbabago pabor sa mga polyethylene pipes.
Butt welding ng mga produktong HDPE
Ang hinang ng butt ng mga tubo ng HDPE ay nangangailangan ng paggamit ng mga kagamitan sa hinang. Dahil sa ang katunayan na walang karagdagang mga bahagi ang ginagamit sa panahon ng hinang, ang proseso ng pag-install ay lubos na pinadali. Sa ganitong paraan, ang mga blangko lamang sa HDPE ang maaaring ma-welding.
Pansin: gagana lamang ang de-kalidad na butil na hinang ng mga produktong HDPE kung isinasagawa ito gamit ang isang seam. Dahil dito, ang lakas ng pagsasama ng mga bahagi na isasali ay ma-maximize.
Ang welding ng butt ng mga polyethylene pipes ay ang pinaka-epektibo at maraming nalalaman na teknolohiya, dahil pinapanatili nito ang kakayahang umangkop ng materyal sa buong buong pipeline. Ang pamamaraang ito ay maaaring mailapat anuman ang uri ng pag-install ng pipeline na ginamit (trench, trenchless o bukas).
Ang paghihinang ng butt ng mga polyethylene pipes ay ginaganap sa sumusunod na pagkakasunud-sunod:
- Una, ang mga dulo ng mga workpiece na naisalihan ay dapat na mai-install sa sentralisador ng kagamitan sa hinang.
- Matapos ang mga bahagi ay nakahanay at naayos, gamit ang isang cotton napkin at alkohol, kinakailangan upang linisin ang mga dulo ng alikabok, dumi at grasa.
- Pagkatapos ang mga dulo na ma-welding ay naproseso gamit ang isang nakaharap na aparato. Humihinto ang pagputol kapag ang mga pare-parehong chip na may kapal na hindi hihigit sa 0.5 mm ay nagsisimulang bumuo. Maaari na alisin ang workpiece at ang parallelism ng mga dulo ay maaaring masuri sa pamamagitan ng kamay.
- Kung ang isang hindi katanggap-tanggap na puwang ay matatagpuan sa pagitan ng mga ibabaw na dapat na hinang, ang pagpapatakbo ng pagbabawas ay dapat na ulitin.
- Pagkatapos nito, ang mga tubo ay brazed. Upang gawin ito, gamit ang isang elemento ng pag-init na may isang hindi patong na patong, ang mga dulo ng mga workpiece ay pinainit sa kinakailangang temperatura.
- Kapag ang mga dulo ay sapat na natunaw, pinaghihiwalay namin ang mga produkto na dapat na welded, at inaalis din ang elemento para sa pagpainit mula sa welding zone.
- Pagkatapos nito, ang mga dulo na ma-welding ay maaaring sarado at ang presyon ng clamping ay maaaring madagdagan hanggang maabot ang kinakailangang halaga.
- Ang hinang ay dapat itago sa ilalim ng presyon para sa isang tinukoy na tagal ng panahon.
- Pagkatapos nito, ang kalidad ng hinang ay nasuri. Para sa mga ito, ang hitsura ng burr, lapad at taas ay tasahin.



Ang socket welding ng mga blangko ng HDPE
Ang welding ng mga HDPE pipes ng paraan ng pagkabit ay ginaganap gamit ang isang espesyal na yunit ng hinang na tinatawag na isang panghinang na bakal, pati na rin ang isang hanay ng mga espesyal na nozzles na maaaring magkakaiba sa diameter. Ang laki ng ng nguso ng gripo ay napili batay sa diameter ng mga welded polyethylene pipes.
Ang pagkabit ng brazing ng mga pipeline ng HDPE ay ginaganap gamit ang mga kabit. Ang pag-configure ng mga produktong ito ay maaaring magkakaiba. Dumating ang mga ito sa anyo ng mga anggulo, tee o pagkabit. Sa pamamaraang ito ng paghihinang, ang mga dulo ng mga workpiece at fittings ay hinang.
Mahalaga: ang pangunahing bentahe ng socket welding ay maaari itong isagawa sa mga lugar na mahirap maabot kung saan mahirap ang pag-aalis ng ehe ng mga workpiece.
Ang pagpainit ng mga bahagi ng polyethylene ay isinasagawa sa pamamagitan ng pakikipag-ugnay ng workpiece sa pinainit na bahagi ng metal ng yunit ng hinang. Binubuo ito ng dalawang gumulong na bahagi:
- pinainit ng mandrel ang panloob na ibabaw ng angkop;
- ang pampainit na tubo ay ipinasok sa manggas.
Upang mai-install ang nozel na ito sa butas ng soldering unit, ang manggas at ang mandrel ay dapat na baluktot.
Ang paghihinang ng mga polyethylene pipes na gumagamit ng paraan ng pagkabit ay nagsasangkot ng mga sumusunod na hakbang sa paghahanda:
- Ang mga workpiece ay dapat i-cut na may espesyal na gunting sa nais na laki. Sa kasong ito, kinakailangan upang matiyak na ang hiwa ay mahigpit na patayo sa paayon na axis ng produkto.
- Bago isagawa ang paghihinang, dapat na malinis ang mga dulo ng mga workpiece na maisasama.
- Upang maiwasan ang hindi ginustong paglamig habang hinang, ang mga dulo ng mga tubo na hindi kasalukuyang nakakonekta ay sarado ng mga plugs.
- Pagkatapos nito, kailangan mong linisin ang ibabaw ng hinang nguso ng gripo mula sa mga materyal na partikulo na maaaring nanatili pagkatapos ng nakaraang trabaho.
Ngayon ay maaari mong simulan ang proseso ng hinang mismo, na isinasagawa sa sumusunod na pagkakasunud-sunod:
- Una, ang nguso ng gripo ay dapat na magpainit sa temperatura ng hinang. Kapag umabot ang halaga sa kinakailangang antas, ang tagapagpahiwatig sa katawan ng panghinang ay magbibigay ng isang senyas.
- Pagkatapos nito, dapat na ipasok ang tubo ng HDPE sa manggas hanggang sa tumigil ito. Kaugnay nito, ang pag-angkop ay itinulak din sa mandrel hanggang sa tumigil ito. Dahil ang mga diametro ay bahagyang magkakaiba, ang ilang pagsisikap ay kailangang gawin upang makumpleto ang pamamaraan.
- Pinipili namin ang oras ng hinang ng tubo alinsunod sa mga espesyal na talahanayan, kung saan ang tagapagpahiwatig na ito ay ipinahiwatig para sa mga produkto ng iba't ibang mga diameter.
- Sa proseso ng pagpasok ng pantubo na elemento at pagdulas sa karapat-dapat, ang labis na materyal mula sa ibabaw ng mga workpiece ay natunaw at kinatas. Bilang isang resulta, isang Annular bead ay nabuo kasama ang gilid ng mga elemento na hinangin - isang gart.
- Ang presyon kapag ang pagpasok ng mga bahagi ay dapat na tumigil sa sandaling ito kapag ang workpiece at ang naaangkop naabot ang hintuan.Napakahalaga na sumunod sa kondisyong ito, dahil kung hindi man ang koneksyon ay hindi magiging sapat na malakas. Dahil mahirap matukoy nang wasto ang lalim ng paglulubog ng workpiece, kinakailangan upang sukatin muna ang halagang ito at gumawa ng isang marka sa tubo.
- Pagkatapos alisin ang mga workpiece upang ma-welding mula sa ng ng nguso ng gripo. Pagkatapos nito, i-install ang tubo sa angkop upang ito ay mahigpit na nakasalalay laban sa anular bead. Hayaang lumamig ang mga nakakonektang elemento. Sa kasong ito, hindi mo dapat iikot ang mga ito at ilantad ang mga ito sa iba't ibang mga impluwensyang mekanikal.
Welding ng electrofusion
Upang makagawa ng gayong koneksyon, kinakailangan ng isang espesyal na electromagnet, kung saan naka-mount ang mga naka-embed na elemento ng pag-init. Kung ihinahambing namin ang hinang na ito sa puwit na hinang, mas malaki ang gastos dahil sa pangangailangan na bumili ng mamahaling mga kambal na elektrikal.
Gayunpaman, ang pamamaraang ito ay may mga kalamangan:
- Dahil walang burr ang nabuo sa panloob na ibabaw ng mga tubo, ang pagkamatagusin ng pipeline ay hindi bababa.
- Ang pamamaraang ito ng hinang ay maginhawa upang magamit sa isang nakakulong na puwang, kung saan imposibleng mag-install ng isang pangkalahatang yunit ng hinang.
Upang ikonekta ang dalawang mga workpiece sa isang tuwid na seksyon ng pipeline, ginagamit ang maginoo na mga electrofusion na pagkabit. Gayunpaman, sa ilang mga kaso, maaaring kailanganin ang mga electrofusion tee at saddle branch. Upang makumpleto ang trabaho, kakailanganin mo ang isang electrofusion welding unit.
Isinasagawa ang pamamaraan ng hinang gamit ang isang polyethylene welded fitting. Ito ay isang espesyal na produkto na may built-in na mga spiral na kumikilos bilang mga elemento ng pag-init. Sa kasong ito, ang isang bahagi ng angkop na materyal, na natunaw dahil sa pinainit na spiral, ay konektado sa materyal na polimer ng workpiece, na bumubuo ng isang tuluy-tuloy na monolithic pipeline. Sa pamamagitan ng paraan, ang spiral ay nananatili sa nagresultang seam magpakailanman.
Mahalaga: pinapayagan ka ng teknolohiya ng electrofusion na makakuha ng isang mataas na koneksyon sa lakas. Gayunpaman, dahil sa mataas na gastos ng pamamaraang ito, ginagamit ito sa pag-install ng mga komunikasyon sa presyon para sa pagdadala ng mga produktong gas at langis.
Ang welding na may electrofusion ay ginaganap sa sumusunod na pagkakasunud-sunod:
- Sa tulong ng mga espesyal na kagamitan sa paggupit, ang mga tubo ay pinutol sa mga piraso ng nais na laki.
- Dagdag dito, ang mga workpieces ay dapat na malinis ng dumi at degreased sa welding point. Ang electrofusion ay dapat na napailalim sa parehong paggamot.
- Pagkatapos ang mga marka ay ginawa sa mga pantubo na elemento na magpapahintulot sa iyo na makontrol ang lalim ng pagpasok ng tubo sa manggas.
- Upang maiwasan ang hindi ginustong paglamig ng mga elemento habang hinang, ang mga libreng dulo ng tubo ay naka-plug.
- Sa tulong ng mga espesyal na wires, ang yunit ng hinang ay konektado sa pagkabit ng elektrisidad, pinindot ang pindutan ng pagsisimula.
- Pagkatapos ng isang tiyak na tagal ng panahon, ang unit ay papatayin sa sarili nitong, na nangangahulugang ang pagkumpleto ng hinang.
- Ang mga koneksyon na nakuha sa ganitong paraan ay maaari lamang mapatakbo makalipas ang isang oras.
Pansin: ang pangunahing kondisyon para sa pagkuha ng isang de-kalidad na seam ay ang kawalang-kilos ng mga bahagi sa panahon ng proseso ng hinang at paglamig.
Ang mga sumusunod na kinakailangan ay ipinataw sa mga welded joint na nakuha:
- Ang anular bead ng welding ay dapat na magkakapatong sa markang ginawa sa workpiece bago hinang.
- Ang pinapayagan na pag-aalis ng mga seksyon ng tubo na may kaugnayan sa bawat isa ay hindi hihigit sa 10% ng kapal ng pader ng elemento ng HDPE.
- Kung ang kapal ng pader ng workpiece na dapat na hinang ay hindi hihigit sa 5 mm, kung gayon ang taas ng butil para sa isang de-kalidad na hinang ay dapat na humigit-kumulang na 2.5 mm. Sa kaso ng mga welding pipe na may kapal na pader na 6-20 mm, ang taas ng butil ay dapat na higit sa 5 mm.
Kapag pumipili ng isang paraan para sa hinang mga blangko ng HDPE, sulit na isaalang-alang ang mga kondisyon ng pagpapatakbo ng mga naka-install na kagamitan. Ang pagsasaalang-alang lamang sa kadahilanang ito ang maaaring maitayo isang maaasahang at de-kalidad na pipeline, na gagana nang epektibo para sa buong panahong inilaan dito.
Idagdag sa mga bookmark
Kapag kinakailangan na palitan ang pipeline sa bahay, ang tanong ay lumabas kung gagawin mo ito mismo o tumawag sa isang master. Kamakailan lamang, ang pagtawag sa isang tubero upang ayusin ang isang pagtutubero ay isang pamilyar at natural na bagay na dapat gawin. Ngunit ngayon, kapag lumitaw ang mga plastik na tubo (metal-plastik, polypropylene, plastik, mga produkto ng HDPE), na may mababang gastos, medyo mahusay na lakas at isang madaling paraan ng pag-install, ang mga kaso ng pag-install sa sarili ay lalong karaniwan. Ang mga soldering polyethylene pipes ay makabuluhang mai-save ang proseso ng pag-install ng isang sistema ng supply ng tubig.
Mga uri ng mga plastik na tubo: polyethylene, polypropylene, metal-plastic.
Ngunit kung paano maghinang ang iyong sarili at kung ano ang kinakailangan para dito?










Pagpuno ng trench
Ang lupa na tinanggal mula sa trench, kung saan walang mga bato na may sukat na 20 mm, ay ginagamit para sa paunang backfill. Ginagawa ito para sa buong haba ng tubo, na may taas na humigit-kumulang 15 cm mula sa tuktok nito. Kung kinakailangan upang i-compact ang backfill, dapat matugunan ng lupa ang ilang mga kinakailangan. Maaari kang gumamit ng pinong graba (20-20 mm) o durog na bato (4-44 mm). Ang lupa ay hindi dapat ibagsak nang direkta sa pipeline. Ang isang inilibing na pipeline na inilatag sa ilalim ng trench ay kailangang siksikin. Ang puno ng lupa ay na-ramm sa mga layer ng 20 cm sa magkabilang panig ng tubo upang hindi ito lumipat. Ang lupa ay hindi na-dirampa nang direkta sa itaas ng tubo.
Isinasagawa ang backfilling pagkatapos ng siksik at isang siksik na layer na halos 30 cm sa ibabaw ng tubo ang nakuha. Ang trench ay maaaring mai-backfill ng nahukay na lupa, ang laki ng pinakamalaking mga bato ay pinapayagan ng hindi hihigit sa 300 mm. Kahit na mayroong isang layer ng proteksyon backfill tungkol sa 30 cm makapal, ang laki ng mga bato sa lupa na ginamit para sa backfill ay hindi maaaring higit sa 60 mm.
DESIGN PRESTIGE LLC
Anong uri ng produkto ang dapat mong piliin?
Hindi pa matagal na ang nakalilipas, ang mga metal na tubo ang pinakakaraniwan at abot-kayang sa larangan ng suplay ng tubig, ngunit ngayon lumitaw ang iba't ibang mga sistemang plastik. Ang bawat uri ay may sariling mga kalamangan at kahinaan. Ang pangunahing pangkalahatang bentahe ng mga istrakturang plastik ay ang kaginhawaan at kadalian ng pag-install, paglaban sa kaagnasan, mahusay na pagganap (tulad ng walang tunog ng dumadaloy na tubig, mahabang buhay ng serbisyo, at iba pa).
Tingnan natin ang ilan sa mga ito:
- Ang mga pinalakas na plastik na tubo ay may mahusay na kondaktibiti ng thermal, ngunit hindi masyadong lumalaban sa stress ng mekanikal.
- Para sa metal-plastic, mga kabit at isang tool na crimping ay kinakailangan; ang isang espesyal na aparato ng hinang ay hindi kinakailangan. Ginamit para sa anumang uri ng tubig.
- Ang mga produktong polypropylene ay nangangailangan ng paggamit ng mga espesyal na kagamitan para sa mga bahagi ng hinang, mayroong malawak na hanay ng mga aplikasyon, posible ang iba't ibang mga pagkakaiba-iba: multilayer, fiberglass, solong-layer, carbon fiber.
- Ang mga tubo na gawa sa cross-link polyethylene ay may nadagdagang mga katangian sa pagganap, ang mga pamamaraang malamig na koneksyon lamang ang ginagamit sa panahon ng pag-install, ang mga naturang elemento ay hindi kailangang solder, ginagamit ito para sa pagpainit at supply ng tubig.
- Ang mga istruktura ng PVC ang pinakamurang pagpipilian. Ang mga nasabing elemento ay may isang matibay na istraktura, pinapayagan ang parehong nakatago at bukas na pagtula ng pipeline, hindi nangangailangan ng mga espesyal na tool para sa pag-install.
- Ang mga polyethylene pipes o HDPE (low pressure polyethylene system) ay may mahusay na pagganap.
Kamakailan, nagsimula silang magamit ng mga artesano mula sa iba`t ibang mga kumpanya. Ang mga tampok ng ganitong uri ay mababa ang timbang, simple at mabilis na pag-install ng mga seksyon ng tubo at mga elemento, walang pakikipag-ugnay sa tubig at hindi madaling kapitan sa kaagnasan, mababang gastos at tibay. Ginagamit ang mga ito para sa pagtula ng pang-industriya at inuming tubig. Para sa pag-install ng mga elemento, ginagamit ang mga espesyal na kabit at ang paghihinang ng mga polyethylene pipes sa isa sa dalawang paraan (puwit-magkasanib o sa isang socket).Kung nag-solder ka ng mga bahagi ng mga system ng HDPE nang tama, kung gayon ang pipeline ay matutuwa sa iyo ng tibay, pagiging maaasahan at lakas.
Proseso ng pagtatayo ng tubo ng tubo
Mahalagang tandaan na ang tanong, (parehong plastik at HDPE), ay maaaring maipantay sa isang katanungan kaysa gawin ito, dahil ang proseso mismo ay napaka-simple. Ang lahat ng mga seksyon ay naka-mount gamit ang mga fittings at konektado sa pipeline sa pamamagitan ng paghihinang, kaya ang pinakamahalagang bagay ay ang pagpili ng isang naaangkop na aparato. Ngunit tingnan natin ang pangkalahatang pagkakasunud-sunod ng pamamaraang splicing.
Mga tool at bahagi:
- Bakal at bakal na bakal. Maaari mo itong bilhin sa anumang tindahan ng mga dalubhasang tool, habang hindi mo hinahabol ang mga murang pagpipilian, dahil makakaapekto ito sa kalidad ng trabaho. Humingi ng payo mula sa mga eksperto o consultant sa tindahan, at tutulungan ka nilang makahanap ng pinakamahusay na panghinang na bakal para sa iyong aplikasyon. Ang bawat bakal na panghinang ay may katulad na aparato, ang pagkakaiba lamang sa sambahayan o propesyonal na uri, pati na rin sa diameter, kung saan ang kinakailangang pares ng mga piraso ay pinili para sa panlabas at panloob na mga ibabaw / bahagi. Salamat sa isang napiling napiling tool , tulad ng isang bakal na panghinang, posible na maiinit ang tubo at mahigpit na ikonekta ang mga dulo, sa gayon isinasagawa ang "pagdikit" ng dalawang seksyon ng tubo at bumubuo ng isang maaasahan at malakas na koneksyon sa loob ng maraming taon.
- Mga Coupling, fittings, sulok, plugs, tees, clip para sa wall mounting, mga heaters. Huwag kalimutan ang tungkol sa isang simpleng lapis sa konstruksyon, pagsukat ng tape at gunting na plastik.
Maingat na isaalang-alang ang lokasyon at gumuhit ng isang guhit ng hinaharap na pipeline
Suriin ang lahat ng bahagi, gupitin ang mga materyales na may kaunting pagkalugi at mga pagkakamali. Kung maaari, hanapin ang iyong sarili na isang katulong na tutulong sa iyo sa lahat ng trabaho at papayagan kang maisagawa nang mas tumpak ang pag-install, ngunit kung hindi posible, maaari mo itong magawa nang mag-isa.
Ang isang laganap na pamamaraan ay mabilis na pag-install, kung saan ang mga bahagi ay kailangang solder sa isang saklaw ng temperatura na higit sa 180. Ang pamamaraang ito ng paghihinang na mga polyethylene pipes ay nagbibigay-daan sa iyo upang tipunin ang pipeline nang mabilis.
Kinakailangan na kumuha ng dalawang piraso: paggamit ng isang panghinang at mga piraso ng isang mas malaking lapad, init ang panlabas na gilid ng segment ng tubo, at paggamit ng kaunting mas maliit na lapad - ang panloob na gilid, pagkatapos kung saan ang mga elemento ay pinainit. Pagkatapos ito ay kinakailangan upang ikonekta ang dalawang bahagi at pindutin ang mga ito nang mahigpit at mahigpit na magkasama, dahan-dahang pagsali sa mga gilid. Kung gayon kinakailangan na maghintay ng kaunting oras para sa pag-aayos at paglamig ng lahat ng mga elemento.
Ang lahat ay sapat na simple. Ang pangunahing bagay ay isang mahusay na bakal na panghinang at materyal.
Ang mga tubo na gawa sa HDPE polyethylene ay ginagamit sa halos lahat ng mga modernong sistema ng komunikasyon, mula sa suplay ng tubig hanggang sa mga pipeline ng gas at mga cable channel. Ang mga ito ay malakas, nababaluktot at matibay. Ang wastong pag-install ng isang polyethylene pipeline system ay titiyakin ang pagiging maaasahan nito kahit na sa mga kasukasuan ng mga seksyon ng tubo, at ang alam kung paano ikonekta ang mga HDPE na tubo sa iyong sariling mga kamay ay makatipid ng pera sa kanilang pag-install.
Ang paglalagay ng trenchless pipeline
Diagram ng walang lagay na pagtula ng mga polyethylene pipes
Sa ilang mga kaso, kapag ang mga linya ng pipeline ay lumusot sa isang riles ng tren, abala sa arterya ng trapiko, ilog o iba pang balakid, hindi posible na maglatag ng bukas na trench. Ang dahilan ay maaaring ang pangangailangan upang mabawasan ang gastos ng paghuhukay ng isang trench hangga't maaari. Ito ang batayan para sa aplikasyon ng pamamaraan ng trenchless laying ng polyethylene pipelines. Ang pamamaraan ng trenchless na pagtula ng pahalang na direksyong pagbabarena (pamamaraang HDD) ay laganap.
Ang pahalang na pagbabarena ay isang espesyal na paraan ng pagtatayo ng mga komunikasyon nang hindi binubuksan ang lupa. Nagsisimula ang trabaho sa punto kung saan ang tubo ay dadalhin sa ibabaw. Ginagarantiyahan ng teknolohiya ang isang mataas na kawastuhan ng drill sa inilaan na lugar ng paglitaw sa ibabaw.Pinapayagan ng pamamaraan ang pagtula ng mga tubo sa ilalim ng lupa na may haba na higit sa 100 m at isang diameter na hanggang 630 mm o higit pa. Mayroong dalawang pangunahing pamamaraan ng pahalang na pagbabarena: ginabayan at hindi ginabayan.
Ang gabay na pahalang na pagbabarena ay isinasagawa ng mga tunneling machine, sa pamamagitan ng flushing at pilot drilling.
Ang walang kontrol na pahalang na pagbabarena ay isinasagawa sa dalawang paraan: 1) nang walang pambalot (ram rocket, drilling ng paglipat, auger drilling) at 2) na may pambalot (injection drilling, puncture drilling, percussion drilling, ram drilling).
Ang pahalang na pagbabarena at walang trenchless polyethylene pipes ay itinuturing na pinaka-modernong teknolohiya. Upang mapalawak ang balon, isang espesyal na extension sa pagbabarena ang ginagamit. Upang mapabuti ang pagkakalagay, ang balon ay ginagamot ng drilling mud, na bumubuo at nagpapadulas ng channel mismo.
Sa gayon, pinapayagan ng mga katangian ng mga produktong polyethylene ang kanilang pag-install at pagtula gamit ang anumang kasalukuyang kilalang pamamaraan, isinasaalang-alang ang mga paghihigpit na ipinataw ng pinakamaliit na pinapayagan na radius ng baluktot.
Ang isang hinila o itinulak na polyethylene pipe ay maaaring ulitin ang pagsasaayos ng isang lumang ruta na may isang radius ng kurbada na higit sa 120 diameter ng tubo mismo. Ang mga produktong metal ay praktikal na walang tulad ng isang baluktot na radius.
DESIGN PRESTIGE LLC
Pag-install ng tubo sa system
Ang mga pipa ng HDPE ay ginawa sa sinusukat na haba ng karaniwang haba - 6 at 12 metro bawat isa, pati na rin sa mga coil o mahabang coil - bawat isa ay 100-500 metro. Sa proseso ng pag-install ng mga ito sa system sa isang tukoy na silid, ang mga sumusunod na operasyon ay tiyak na kinakailangan:
- Gupitin (gupitin) ang mga polyethylene pipes para sa paghihinang o isang angkop na koneksyon. Ang operasyong ito ay dapat na maingat na isagawa upang ang hiwa ay kasing kinis, hangga't maaari nang walang mga bitak at burr, patayo sa ibabaw ng tubo. Ang nasabing paghiwalay ay maaaring isagawa gamit ang:
- Isang manu-manong o de-kuryenteng pamutol ng tubo na maaaring hawakan ang mga tubo na may diameter na 15 hanggang 30 mm,
- Circular cutter para sa mga pipa ng sambahayan na may mga diameter mula 15 hanggang 160 mm,
- Ang tinaguriang "pipe guillotine", ginamit upang lumikha ng isang de-kalidad na hiwa ng isang tubo mula 63 hanggang 350 mm ang lapad,
- Nakita ng isang banda na iyon ang pinakamahal na tool na pang-propesyonal at nakakalikha ng malinis at kahit na mga pagbawas ng mga tubo hanggang sa 1600 mm ang lapad.
- Ang pag-aayos ng mga singsing ng coil sa mga tuwid na segment ay kinakailangan kapag bumili ng isang malaking footage ng tubo. Ang kahirapan ay nakasalalay sa ang katunayan na kapag ituwid ang tubo, maaari mong aksidente itong mapinsala. Dito kailangan mong tandaan na ang materyal na tubo ay HDPE, na kung saan ay isang thermoplastic polymer. Samakatuwid, para sa isang bahagyang pagbabago sa hugis, sapat na upang i-hold ang mga produkto sa isang maikling panahon sa isang mainit na lugar (sa isang mainit na silid, sa araw) o banlawan ang mga ito ng mainit na tubig. Pagkatapos nito, madali silang yumuko.
- Bumubuo ng isang anggulo sa pamamagitan ng baluktot na mga tuwid na mga segment ng linya. Sa kasong ito, higit na pag-init ng isang tiyak na lugar ang kinakailangan kaysa sa pagwawasto ng arko. Upang magawa ito, gumamit ng pag-init gamit ang parehong mainit na tubig, isang gusali ng hair dryer o isang simpleng gas burner.
ATTENTION! Upang yumuko ang tubo ng HDPE, dapat itong maingat na pinainit, dahil sa mababang pag-init maaari itong masira sa liko, at masyadong mataas ang temperatura ay maaaring makapinsala dito.
Organisasyon ng gawaing pag-install
Ang welding at pag-install ay gumagana sa mga polyethylene pipes ay isinasagawa alinman alinsunod sa pangunahing pamamaraan o ng pamamaraan ng ruta. Ang pangunahing pamamaraan ay ginagamit sa mga kaso kung saan ang bagay ay matatagpuan malapit sa site ng hinang, kung saan ang mga tubo ay paunang konektado, at pagkatapos ay dinala ang mga handa nang seksyon sa ruta ng pipeline. Ang haba ng seksyon ay maaaring umabot ng higit sa 30 m. Sa site, ang mga ito ay hinang sa isang solidong thread, na pagkatapos ay maingat na inilalagay sa isang trench upang hindi makagambala sa baluktot na radius.
Nagsisimula ang hinang ng ruta sa pagtula ng tubo sa trench.Pagkatapos, isinasagawa ang pag-install at hinang gamit ang mga pag-install ng mobile welding. Ang mga maliliit na tubo ng diameter ay maaaring manu-manong inilagay sa trench. Gayunpaman, ang mga pipelayer o crane ay karaniwang ginagamit. Ang natapos na thread ay dapat na ibababa nang walang mga haltak, pantay-pantay, na dating na-secure ito sa mga lubid ng abaka o malambot na lambanog, na dapat na matatagpuan sa layo na 5-10 metro mula sa bawat isa. Ang isang piraso na welded string ay dapat na ibababa sa trench nang maingat upang ang kritikal na radius ng liko ay hindi lumampas sa panahon ng pag-install. Dapat mo munang maghintay ng hindi bababa sa 2 oras pagkatapos hinang ang huling link.
DESIGN PRESTIGE LLC
Mga pamamaraan ng koneksyon
Ang mga pamamaraan para sa pagkonekta ng mga polyethylene pipes ay maaaring nahahati sa dalawang pangunahing mga grupo: pag-install gamit ang mga karagdagang bahagi (mga pagkabit at mga kabit) at direktang hinang ng mga kasukasuan.
Hinang
Ang mga seam seam ay nagbibigay ng pinakamatibay na isang piraso na magkasanib na may ganap na magkasamang sealing, nakakatiis na mga pag-load na katulad ng mga solidong ibabaw. Ang Brazing ay inilalapat sa mga tubo na may diameter na higit sa 50 mm at nangangailangan ng isang espesyal na welding machine.
Maaaring maisagawa ang hinang ng mga seksyon ng tubo ng HDPE:
- Butt Sa kasong ito, kinakailangan ng isang espesyal na pantay ng pagbawas at ang kanilang pag-aalis na kaugnay sa bawat isa ng hindi hihigit sa 10% ng kapal ng pader ng tubo. Ang gawain ay sunud-sunod na nagaganap:
- Ang mga seksyon ng tubo ay nalinis ng lahat ng mga kontaminante at nabawasan (halimbawa, sa alkohol o iba pang mga sangkap),
- Ang parehong mga dulo ay pinainit sa lapot ng polimer,
- Ang mga seksyon ng tubo ay konektado gamit ang presyon at naayos na walang paggalaw hanggang sa ganap na cool. Sa kasong ito, kailangan mong tiyakin na ang seam ay naging pantay, nang walang mga depression at protrusion upang matiyak ang pagiging maaasahan nito.
- Gamit ang isang manggas ng electrofusion. Dito kakailanganin mo rin ang isang patakaran ng pamahalaan para sa pagtatrabaho sa mga naturang mga pagkabit, na may isang built-in na spiral at maaaring mabilis na matunaw kapag nag-init ito:
- Ang nalinis at nadulas na mga dulo ng tubo ay naayos sa manggas,
- Ang mga terminal ng aparato ay konektado sa mga saksakan ng spiral bago ito magsimulang matunaw,
- Ang tubo ay naayos hanggang sa ganap na lumamig.
Tingnan ang video kung paano ito ginagawa.
MAHALAGA! Karaniwang ginagamit ang mga naka-welding na pagkabit sa mga lugar na mahirap maabot kung saan mahirap ang simpleng hinang: kapag lumilikha ng mga tie-in o pag-aayos ng mga naka-install na system, sa mga balon, atbp.
Pag-install
Ang direktang pag-mounting ay nangangahulugang ang paglikha ng mga natanggal na koneksyon gamit ang mga kabit ng lahat ng mga magagamit na uri: mga pagkabit, mga sulok sa sulok, mga tee, naaayos para sa 4 na haba, atbp. Ang mga nasabing koneksyon ay karaniwang isinasagawa sa mga system kung saan hindi kinakailangan ang sobrang lakas ng naka-mount na mga kasukasuan, o sa mga lugar kung saan maaaring kailanganin ang pagtatanggal at muling pagtatayo (halimbawa, sa isang pribadong bahay upang ikonekta ang isang panlabas na sistema ng patubig para sa panahon ng tag-init).
Maaaring isagawa ang weldless na pag-install sa mga sumusunod na paraan:
- Ang koneksyon ng mga tubo sa tulong ng mga socket na nakaayos sa mga ito, nilagyan ng mga O-ring, kung saan sapat ito upang mailagay lamang ang kaukulang mga elemento ng mga tubo sa bawat isa at pindutin nang maayos.
- Ang naaangkop na koneksyon sa mga elemento ng compression ay nagaganap sa maraming mga yugto: isang clamping nut ay hinila sa cut ng tubo;
- ang tubo ay inilalagay sa angkop ng angkop na angkop hanggang sa tumigil ito;
- ang clamping nut ay hinihigpit ng mga wrenches.
Saklaw ng paggamit ng mga pipa ng HDPE
Ginagamit ang mga HDPE pipeline para sa iba't ibang mga pipeline:
- suplay ng malamig na tubig;
- supply ng gas;
- pagtatapon ng wastewater;
- sewerage, kabilang ang tubig sa bagyo;
- para sa mga nakatagong mga kable.
Depende sa layunin ng pipeline, ang pamamaraan ng koneksyon ay pinili:
- Para sa pagtutubero, maaari mong gamitin ang alinman sa mga inilarawan na pamamaraan ng pag-install. Gayunpaman, ang mga nababakas na koneksyon gamit ang mga kabit ay sapat na.
- Ang sistema ng dumi sa alkantarilya ay naka-mount sa isang hugis-bell na paraan, na nagpapasok ng mga tubo sa bawat isa. Para sa pag-sealing sa naturang mga materyales, mayroong isang espesyal na singsing na goma na sealing.
Ang mga kable ay inilalagay sa tuwid o corrugated pipes.Para sa pagiging maaasahan, maaaring magamit ang isang diffusion welded na pagpupulong.